You might also like
- EFM - Unit 2 - Engineering Materials (Edited)Document23 pagesEFM - Unit 2 - Engineering Materials (Edited)truong100% (1)
- Jet Mixing CalculationDocument3 pagesJet Mixing CalculationRachel FloresNo ratings yet
- Storage Tank Heat Loss Calcs - 28.09.2009Document10 pagesStorage Tank Heat Loss Calcs - 28.09.2009siva kumarNo ratings yet
- Basic Refinery Equipment - Heat Exchanger (E003/1)Document27 pagesBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- Data Monitor Report - Soft DrinksDocument26 pagesData Monitor Report - Soft DrinksKhushi SawlaniNo ratings yet
- 350.2R-04 - Concrete Structures For Containment Hazardous Materials PDFDocument17 pages350.2R-04 - Concrete Structures For Containment Hazardous Materials PDFEduardo Quezada LarenasNo ratings yet
- Vessel 2 Is To 1 Ellipsoidal VesselDocument3 pagesVessel 2 Is To 1 Ellipsoidal VesselHoang-Vu BuiNo ratings yet
- Pressure Vessels: Choice of The Vessels Depending OnDocument45 pagesPressure Vessels: Choice of The Vessels Depending OnAmol RastogiNo ratings yet
- Tespl Waste Heat Recovery BoilerDocument14 pagesTespl Waste Heat Recovery BoilerJoão Paulo VissottoNo ratings yet
- AlfaLaval Heat Transfer TheoryDocument15 pagesAlfaLaval Heat Transfer TheoryAndrés Ramón Linares100% (3)
- Chapter 7 - Lubricants and Lubrication SystemsDocument34 pagesChapter 7 - Lubricants and Lubrication SystemsRi AlvesNo ratings yet
- Time Series AnalysisDocument635 pagesTime Series AnalysisAndrés Ramón Linares100% (9)
- Process Design of Heat ExchangerDocument40 pagesProcess Design of Heat ExchangeramiyachemNo ratings yet
- Step 1: Calculate The LMTD: HOT ColdDocument34 pagesStep 1: Calculate The LMTD: HOT ColdFrancisca Hanna0% (2)
- Internals For Packed ColumnsDocument20 pagesInternals For Packed Columnskingcobra008No ratings yet
- Heat Exchanger VibrationDocument3 pagesHeat Exchanger VibrationTim KuNo ratings yet
- Air Exchanger TDDocument9 pagesAir Exchanger TDRajput PratiksinghNo ratings yet
- Shell & Tube Heat Exchanger DesignDocument87 pagesShell & Tube Heat Exchanger DesignankitmundharaNo ratings yet
- Distillation CalculationDocument76 pagesDistillation Calculationlutfi awn100% (1)
- Guidelines For Basic Engineering (Incl. Design Calculations)Document55 pagesGuidelines For Basic Engineering (Incl. Design Calculations)Djamel Ait MohamedNo ratings yet
- Heat Exhanger Individual ReportDocument16 pagesHeat Exhanger Individual ReportMusa OtoNo ratings yet
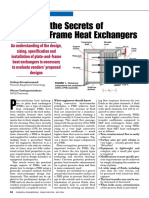
- Design of Plate & Frame HEXsDocument7 pagesDesign of Plate & Frame HEXsChem.EnggNo ratings yet
- Understand Heat Flux Limitations On Reboiler Design PDFDocument10 pagesUnderstand Heat Flux Limitations On Reboiler Design PDFthawdarNo ratings yet
- Study Sheets Based On API 653 Exam InformationDocument0 pagesStudy Sheets Based On API 653 Exam InformationYasser Abd El Fattah100% (1)
- Plate Heat ExchangersDocument7 pagesPlate Heat ExchangersBaneMarkovicNo ratings yet
- Heat Exchanger Lectures CompleteDocument72 pagesHeat Exchanger Lectures CompletehananNo ratings yet
- Ejectors IOM - GrahamDocument16 pagesEjectors IOM - Grahamsebas_vNo ratings yet
- Aircraft RivetsDocument50 pagesAircraft RivetsPranjal DograNo ratings yet
- Design of Valve TrayDocument4 pagesDesign of Valve TrayVirendra BhagatNo ratings yet
- Exam 1 On API 510 Code .Close BookDocument24 pagesExam 1 On API 510 Code .Close Bookdjaber abadlia100% (1)
- Reactor Design Scale UpDocument9 pagesReactor Design Scale UpEntropay UserNo ratings yet
- DJM MBA PCS CA 004B Liquid Liquid Equalizer REV ADocument3 pagesDJM MBA PCS CA 004B Liquid Liquid Equalizer REV ADIANTORONo ratings yet
- Scale UpDocument109 pagesScale UpΟδυσσεας ΚοψιδαςNo ratings yet
- Process Engg Practices To Be Used in The Refinery IndustryDocument86 pagesProcess Engg Practices To Be Used in The Refinery IndustryuddinNo ratings yet
- CN - Heat Tracing Calcualtion: Calculation Note D3-NGD PRO 024 NG-018Document1 pageCN - Heat Tracing Calcualtion: Calculation Note D3-NGD PRO 024 NG-018EmamokeNo ratings yet
- 8-0241-4503-Flare System Design PDFDocument8 pages8-0241-4503-Flare System Design PDFVinothrajaNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument5 pagesShell and Tube Heat Exchanger DesignDominic CareoNo ratings yet
- Wet ScrubberDocument5 pagesWet ScrubberBia AkramNo ratings yet
- DJM-MBA-PCS-CA-018 LPG On-Spec Storage REV-BDocument3 pagesDJM-MBA-PCS-CA-018 LPG On-Spec Storage REV-BDIANTORONo ratings yet
- C:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchDocument1 pageC:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchFadhila Ahmad AnindriaNo ratings yet
- HeatExchanger ReportDocument5 pagesHeatExchanger ReportNur Izzati KamrulnizamNo ratings yet
- Using PHEs in HENsDocument4 pagesUsing PHEs in HENscymyNo ratings yet
- 521 TiDocument4 pages521 Tisa.somaNo ratings yet
- Impeller Design For Mixing of SuspensionsDocument16 pagesImpeller Design For Mixing of SuspensionsFaycel OuerdienNo ratings yet
- CHE 165A L11 - Heat Exchanger Design PDFDocument61 pagesCHE 165A L11 - Heat Exchanger Design PDFLi ChNo ratings yet
- Process Designing of Breather ValvesDocument15 pagesProcess Designing of Breather ValvesGuglielmoNo ratings yet
- Gas-Gas Exchanger DatasheetDocument3 pagesGas-Gas Exchanger DatasheetidilfitriNo ratings yet
- 34510193Document4 pages34510193gutmontNo ratings yet
- Vapor Pressure of A Liquid SolutionDocument40 pagesVapor Pressure of A Liquid Solutionintania660% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Hull Inspection ManualDocument92 pagesHull Inspection ManualDennis Volodchenko100% (5)
- Agitated Vessel Heat TransferDocument7 pagesAgitated Vessel Heat TransferalokbdasNo ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- Distillation Column InternalsDocument7 pagesDistillation Column InternalsRicardo BecNo ratings yet
- Stacks: Ammonia Injection: A Route To CleanDocument8 pagesStacks: Ammonia Injection: A Route To CleanZEN MA100% (1)
- Reboiler Case StudyDocument6 pagesReboiler Case StudyamlhrdsNo ratings yet
- 12 PDO Heat TransferDocument55 pages12 PDO Heat Transferaxel2100No ratings yet
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamNo ratings yet
- Jacket-Side Nusselt Number: Isaac LehrerDocument6 pagesJacket-Side Nusselt Number: Isaac LehrerJimmy Miranda100% (1)
- Fdocuments - in Design of Shell Tube Heat ExchangerDocument47 pagesFdocuments - in Design of Shell Tube Heat ExchangerUser019No ratings yet
- Working Principle of Shell and Tube Heat ExchangerDocument8 pagesWorking Principle of Shell and Tube Heat ExchangersanjayNo ratings yet
- Design of Packed ColumnDocument4 pagesDesign of Packed Columnمنى عبد المنعم صالح رداد منى عبد المنعم صالح ردادNo ratings yet
- Chemical Process Equipment DesignDocument9 pagesChemical Process Equipment Designraghu_iictNo ratings yet
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- A High-Performance Adsorbent For Hydrogen Sulfide RemovalDocument4 pagesA High-Performance Adsorbent For Hydrogen Sulfide RemovalBun YaminNo ratings yet
- He SelectionDocument7 pagesHe SelectionKaizerNo ratings yet
- IC4.4 AnoushPoursartipDocument10 pagesIC4.4 AnoushPoursartipLuis Daniel RodríguezNo ratings yet
- Lec#09 PHT - (04 Mar 2013 - Monday) - Design of Shell & Tube Heat ExchangerDocument30 pagesLec#09 PHT - (04 Mar 2013 - Monday) - Design of Shell & Tube Heat ExchangerQamar AbbasNo ratings yet
- Meshkat Design Heat ExchangerDocument36 pagesMeshkat Design Heat ExchangerjdedfvNo ratings yet
- Furnace Heater DesignDocument6 pagesFurnace Heater DesignINDRAJIT SAONo ratings yet
- FoodPackagesFreePress05 PDFDocument76 pagesFoodPackagesFreePress05 PDFAndrés Ramón LinaresNo ratings yet
- Value Chain ClusterDocument22 pagesValue Chain ClusterAndrés Ramón LinaresNo ratings yet
- Cassava: International Market Profile: Competitive Commercial Agriculture in Sub-Saharan Africa (CCAA) StudyDocument11 pagesCassava: International Market Profile: Competitive Commercial Agriculture in Sub-Saharan Africa (CCAA) Studyedwin_nyanducha3013No ratings yet
- ColaCor THEDocument2 pagesColaCor THEmndmattNo ratings yet
- PDF Progress in Engineering Technology Automotive Energy Generation Quality Control and Efficiency Muhamad Husaini Abu Bakar Ebook Full ChapterDocument54 pagesPDF Progress in Engineering Technology Automotive Energy Generation Quality Control and Efficiency Muhamad Husaini Abu Bakar Ebook Full Chapterjoyce.smith875No ratings yet
- EN1912 Part A - Material SelectionDocument16 pagesEN1912 Part A - Material SelectionHuw ChildNo ratings yet
- Chemical Reactions and Equations: Case Study Based Questions 10th ScienceDocument6 pagesChemical Reactions and Equations: Case Study Based Questions 10th ScienceSath-HyaNo ratings yet
- Anti-Oxidants and Contamination ControlDocument58 pagesAnti-Oxidants and Contamination ControlVahidNo ratings yet
- NBN Sinhgad School of Engineering, Pune Dept. of First-Year EngineeringDocument20 pagesNBN Sinhgad School of Engineering, Pune Dept. of First-Year EngineeringSahil PkNo ratings yet
- Self Supporting TowersDocument4 pagesSelf Supporting TowersMarco Azañes SalvadorNo ratings yet
- FM 38-700 Packaging of Materiel - PreservationDocument267 pagesFM 38-700 Packaging of Materiel - PreservationJared A. Lang100% (1)
- Universal Enclosures Quick Selection Guide-2011Document44 pagesUniversal Enclosures Quick Selection Guide-2011nooruddinkhan1No ratings yet
- Lava Heat Italia - Ember Mini Patio Heater - Owners ManualDocument18 pagesLava Heat Italia - Ember Mini Patio Heater - Owners ManuallavaheatitaliaNo ratings yet
- Book - Nbsir83 2679 1 PDFDocument416 pagesBook - Nbsir83 2679 1 PDFarjun prajapatiNo ratings yet
- Development of Large-Capacity, Highly Efficient Welded Rotor For Steam TurbinesDocument6 pagesDevelopment of Large-Capacity, Highly Efficient Welded Rotor For Steam Turbinesdzikrie primaNo ratings yet
- ColdGuard Sliding Cold Storage DoorsDocument1 pageColdGuard Sliding Cold Storage DoorsgamunozdNo ratings yet
- ASTM G161-00 (2013) Standard Guide For Corrosion-Related Failure AnalysisDocument5 pagesASTM G161-00 (2013) Standard Guide For Corrosion-Related Failure AnalysisChen Shen100% (1)
- Chromium:-: 21 Chemical Elements and Effects On Steel Mechanical PropertiesDocument8 pagesChromium:-: 21 Chemical Elements and Effects On Steel Mechanical Propertiesdhoni03No ratings yet
- g6099 250kw Spec Sheet KohlerDocument8 pagesg6099 250kw Spec Sheet Kohlerwilliam000111No ratings yet
- ECET Chemistry SyllabusDocument3 pagesECET Chemistry SyllabusKarthik KarriNo ratings yet
- DSV cr6 Free Coatings en PDFDocument26 pagesDSV cr6 Free Coatings en PDFBib GmzNo ratings yet
- Review 3Document18 pagesReview 3Aswin MuraleedharanNo ratings yet
- Guidelines For Maintenance of Stainless Steel WagonsDocument20 pagesGuidelines For Maintenance of Stainless Steel WagonsPratap Singh GangwarNo ratings yet
- DSMTS-0095.3 NiCrAlMo CompositeDocument3 pagesDSMTS-0095.3 NiCrAlMo Compositeivanis_davorNo ratings yet
- Maintenance Manual Delta FWDocument82 pagesMaintenance Manual Delta FWeudoNo ratings yet
- Industrial Training Report11-1Document22 pagesIndustrial Training Report11-1amit singh100% (1)