You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- VMC Programing ManualDocument171 pagesVMC Programing Manualsujoylud100% (2)
- Jobber XLDocument4 pagesJobber XLDeva RajNo ratings yet
- Report CNC MillingDocument16 pagesReport CNC Millingharislukman100% (5)
- Intro To CNCDocument28 pagesIntro To CNCnaga100% (1)
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC Machinesbulon09100% (1)
- 20100716172219667Document6 pages20100716172219667김두리No ratings yet
- HSC Business Studies Notes: OperationsDocument31 pagesHSC Business Studies Notes: OperationsSteven ZhangNo ratings yet
- (Byoung K. Choi, Robert B. Jerard (Auth.) ) Sculptu (B-Ok - Xyz) PDFDocument376 pages(Byoung K. Choi, Robert B. Jerard (Auth.) ) Sculptu (B-Ok - Xyz) PDFgande10No ratings yet
- Feed Check ValveDocument56 pagesFeed Check ValveKarthi Keyan100% (4)
- Boosting Mold Design With ZW3D CADCAMDocument9 pagesBoosting Mold Design With ZW3D CADCAMbadboys123100% (1)
- CNC CNC CNC CNC Technology TechnologyDocument46 pagesCNC CNC CNC CNC Technology TechnologySminesh MalalNo ratings yet
- CamDocument52 pagesCamGaurav DabhekarNo ratings yet
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Document145 pages01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- Examples of CNC Machines: Punched Tape Servomechanisms MachiningDocument5 pagesExamples of CNC Machines: Punched Tape Servomechanisms MachiningTushar KhorateNo ratings yet
- 01 Introduction To CNC TechnologyDocument46 pages01 Introduction To CNC TechnologyNeil RobertsNo ratings yet
- NTM 2 CompleteDocument21 pagesNTM 2 CompleteHatim Dailaimi100% (1)
- Proses Pemesinan: CNC Technology and CNC ProgrammingDocument72 pagesProses Pemesinan: CNC Technology and CNC ProgrammingAmin HidayatullohNo ratings yet
- Chapter 1Document17 pagesChapter 1shubhanshuNo ratings yet
- Automated Drilling MachineDocument14 pagesAutomated Drilling MachineVardhan ChipperNo ratings yet
- NC, CNC & Robotics PDFDocument100 pagesNC, CNC & Robotics PDFSiddhrajsinh ZalaNo ratings yet
- CNC MillingDocument18 pagesCNC MillingShegs Jefferson JosephNo ratings yet
- Baxis CatalogDocument6 pagesBaxis CatalogMarcos BustamanteNo ratings yet
- CNC MachinesDocument35 pagesCNC MachinesfitriarpNo ratings yet
- CNC Milling BasicsDocument10 pagesCNC Milling Basicsjsrplc7952No ratings yet
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC MachinesBHAVESHNo ratings yet
- CHAPTER 1 - Introduction To CNC MachinesDocument35 pagesCHAPTER 1 - Introduction To CNC Machinesswami061009No ratings yet
- Cam 1Document176 pagesCam 1bm713576No ratings yet
- ULLASDocument36 pagesULLASKiranNo ratings yet
- 9.pmat M-01Document94 pages9.pmat M-01mailtome126100% (1)
- Non Destructive TestingDocument42 pagesNon Destructive TestingReplica DressesNo ratings yet
- History and Working Principle of CNC MachinesDocument308 pagesHistory and Working Principle of CNC MachinesYash IngleNo ratings yet
- CNC Project FullDocument22 pagesCNC Project FullDebabrata NandaNo ratings yet
- CNC Part ProgrammingDocument40 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- CNC Part ProgrammingDocument53 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- CNC Technology: Amasidda R ChinagundiDocument27 pagesCNC Technology: Amasidda R Chinagundiabhijit biswasNo ratings yet
- Ch-9 Shaper, Planner, SlotterDocument29 pagesCh-9 Shaper, Planner, SlotterPrateek Bayal100% (1)
- CNC Basic & Prog.Document89 pagesCNC Basic & Prog.Christine BrownNo ratings yet
- NVX5000Document16 pagesNVX5000Solomon NicuNo ratings yet
- Machine Tool AutomationDocument88 pagesMachine Tool Automationmaheswaran muthuNo ratings yet
- Excellon 136lspecsDocument13 pagesExcellon 136lspecsAntonio BermudezNo ratings yet
- 4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010Document5 pages4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010vipraNo ratings yet
- CNC TRGDocument248 pagesCNC TRGJuan100% (1)
- Computer Aided Manufacturing LabDocument32 pagesComputer Aided Manufacturing LabelangandhiNo ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- Plugin 6zb5411 0cb02 0ba0Document10 pagesPlugin 6zb5411 0cb02 0ba0Teguh PrasetyoNo ratings yet
- Introduction To CNC MachineDocument5 pagesIntroduction To CNC MachineRik ChattopadhyayNo ratings yet
- CNC and AutocadDocument19 pagesCNC and AutocadsumanthNo ratings yet
- Numerical Control: Jump To Navigation Jump To SearchDocument13 pagesNumerical Control: Jump To Navigation Jump To SearchPunitNo ratings yet
- CNCDocument31 pagesCNCPravin DeshmaneNo ratings yet
- Introduction To SectionsDocument10 pagesIntroduction To Sectionssuresh100% (1)
- CNC TitanDocument58 pagesCNC TitanGV Ragunathan100% (1)
- Chapter 3 Computerised Numerical Control (CNC)Document37 pagesChapter 3 Computerised Numerical Control (CNC)farizanNo ratings yet
- Capabilities AvlDocument6 pagesCapabilities AvlNguyen GiangNo ratings yet
- Materi 1. Dasar Mesin CNC, Jenis Mesin CNCDocument48 pagesMateri 1. Dasar Mesin CNC, Jenis Mesin CNCndyaudinaNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- Unit - 1: Question: Explain The Design Process With Computer and Without ComputerDocument17 pagesUnit - 1: Question: Explain The Design Process With Computer and Without Computerbrar352No ratings yet
- QqcadDocument2 pagesQqcadbrar352No ratings yet
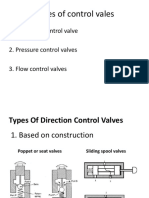
- Types of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control ValvesDocument22 pagesTypes of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control Valvesbrar352No ratings yet
- Exercises CadDocument5 pagesExercises Cadbrar352No ratings yet
- Types of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control ValvesDocument21 pagesTypes of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control Valvesbrar352No ratings yet
- Check ValveDocument5 pagesCheck Valvebrar352No ratings yet
- Course Outcome - CAD CAM 1Document2 pagesCourse Outcome - CAD CAM 1brar352No ratings yet
- Course Outcomes CNCDocument3 pagesCourse Outcomes CNCbrar352100% (1)
- Exercise RoutineDocument2 pagesExercise Routinebrar352No ratings yet
- Resume PawandeepDocument2 pagesResume Pawandeepbrar352No ratings yet
- Unit 1. 4 2. 3 3. 5 4. 10 5. 2 6. 10 7. 2 8. 2 9. 4Document1 pageUnit 1. 4 2. 3 3. 5 4. 10 5. 2 6. 10 7. 2 8. 2 9. 4brar352No ratings yet
- Production Process/Automated Machine System: Lesson 4Document18 pagesProduction Process/Automated Machine System: Lesson 4Joram David BeltranNo ratings yet
- Katalog 2015 CNC GB PDFDocument124 pagesKatalog 2015 CNC GB PDFregeniusNo ratings yet
- Introducing CAD/CAM and CNC Machining by Using A Feature Based Methodology in A Manufacturing Lab Course, A Conceptual Frame WorkDocument9 pagesIntroducing CAD/CAM and CNC Machining by Using A Feature Based Methodology in A Manufacturing Lab Course, A Conceptual Frame WorkAndyVilchezMenaNo ratings yet
- Introduction To CNC Machine ToolsDocument35 pagesIntroduction To CNC Machine ToolsBharat BhushanNo ratings yet
- Mill Assemblies TutorialDocument75 pagesMill Assemblies TutorialRonaldNo ratings yet
- Course Outcomes by Cad CamDocument2 pagesCourse Outcomes by Cad CamSubhash K0% (1)
- Shibendu S. Roy: Dept. of Mechanical EngineeringDocument27 pagesShibendu S. Roy: Dept. of Mechanical Engineeringsaded05No ratings yet
- Recent Trends in OperationsDocument7 pagesRecent Trends in Operationsgag90No ratings yet
- Triumph Akademie SolidworksDocument16 pagesTriumph Akademie Solidworkskavi_soniiNo ratings yet
- Topic 1: Overview of CAD/CAM SystemsDocument3 pagesTopic 1: Overview of CAD/CAM SystemsKelvin Ting S BNo ratings yet
- M. E. (Production Engineering) Cad/CamDocument39 pagesM. E. (Production Engineering) Cad/CamOneCharuNo ratings yet
- CamDocument52 pagesCamGaurav DabhekarNo ratings yet
- NX Post CustomDocument34 pagesNX Post CustompacoNo ratings yet
- Conversion Cycle: Group 4Document52 pagesConversion Cycle: Group 4Alexis Jaina TinaanNo ratings yet
- Goodacre 2012Document13 pagesGoodacre 2012germanpuigNo ratings yet
- Flexible Manufacturing Systems (FMS)Document24 pagesFlexible Manufacturing Systems (FMS)IndriiNo ratings yet
- Eastboro Machine Tools CorporationDocument19 pagesEastboro Machine Tools CorporationBeatrix X-ChenNo ratings yet
- MODULE 14 The Conversion CycleDocument4 pagesMODULE 14 The Conversion CycleEuli Mae SomeraNo ratings yet
- Cadcam Lab Manual 2Document82 pagesCadcam Lab Manual 2Alen SajuNo ratings yet
- Mold Making Using Powermill: Learning ObjectivesDocument84 pagesMold Making Using Powermill: Learning ObjectivesPetre JovanovskiNo ratings yet
- AMH - Q1101 - v1.0 ADVANCE PATTERN MAKERDocument22 pagesAMH - Q1101 - v1.0 ADVANCE PATTERN MAKERPuneet KaurNo ratings yet
- PowerMILL 2015 Whats New enDocument74 pagesPowerMILL 2015 Whats New enNaveen KumarNo ratings yet
- Cad Camby Ibrahim Ze IdDocument2 pagesCad Camby Ibrahim Ze IdÂvï Jâís0% (3)
- Optipro Brochure PDFDocument3 pagesOptipro Brochure PDFMustaphaBenselkaNo ratings yet
- Additive Manufacturing GN Sept18 PDFDocument52 pagesAdditive Manufacturing GN Sept18 PDFRaj RajeshNo ratings yet
- Resume of Karthic SengottaiyanDocument5 pagesResume of Karthic SengottaiyanKarthic MannarNo ratings yet