You might also like
- Specification For Fired HeatersDocument17 pagesSpecification For Fired HeatersibadalamNo ratings yet
- JERES-J-607 Burner Management Systems For SRU TrainsDocument24 pagesJERES-J-607 Burner Management Systems For SRU TrainsMahi IndraNo ratings yet
- Sand Blasting Standards - Swedish SA 1, SA 2, SA 2.5, SA 3 VsDocument14 pagesSand Blasting Standards - Swedish SA 1, SA 2, SA 2.5, SA 3 Vsalizadeh22220% (1)
- Gouging ProcedureDocument11 pagesGouging Procedurealizadeh222275% (4)
- Eshu Awa Ketete, Asekose Molona Adifafun Iyoko Osobo, Oshe Tura, Onito Guerete Adifafun Ile IbuDocument16 pagesEshu Awa Ketete, Asekose Molona Adifafun Iyoko Osobo, Oshe Tura, Onito Guerete Adifafun Ile IbuENGELBERT VALLADARES100% (4)
- P&ID Check ListDocument6 pagesP&ID Check ListSrihari Kodimela0% (1)
- Furnace PPT (New)Document65 pagesFurnace PPT (New)Njourn100% (1)
- Fired Heater Design and SimulationDocument6 pagesFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- Fired Heater DesignDocument47 pagesFired Heater DesignMarcel100% (4)
- Fired Heater - 2013 FW TalkDocument38 pagesFired Heater - 2013 FW TalkSong Hoe100% (2)
- Safety Fired Heater PDFDocument5 pagesSafety Fired Heater PDFtryabednegoNo ratings yet
- Sulphur RecoveryDocument8 pagesSulphur RecoveryprthrNo ratings yet
- Petrochemical Industries Company (K.S.C) Aromatics Complex ProjectDocument26 pagesPetrochemical Industries Company (K.S.C) Aromatics Complex Projectranjitkumar1977100% (1)
- Process Standard 101Document139 pagesProcess Standard 101sara25dec689288100% (1)
- Firebox Operation and ControlDocument35 pagesFirebox Operation and ControlAbdullah Sabry AzzamNo ratings yet
- Furnace Control SystemDocument9 pagesFurnace Control SystemMUHAMMAD ASJAD AAMIR AAMIR AMINNo ratings yet
- Controlling Fuel Gas To A Fired HeaterDocument4 pagesControlling Fuel Gas To A Fired HeaterMuhammad ImranNo ratings yet
- Introduction To Column InternalsDocument7 pagesIntroduction To Column InternalsamitNo ratings yet
- ENCON Handbook Fired HeaterDocument18 pagesENCON Handbook Fired HeaterArulvalavan DuraikannanNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Design of Hot Oil SystemDocument25 pagesDesign of Hot Oil SystemVinicius NoronhaNo ratings yet
- Fired Heater DesignDocument18 pagesFired Heater Designtalhawasim100% (5)
- Distillation Tower Internals InstallationDocument10 pagesDistillation Tower Internals Installationrvkumar61No ratings yet
- Aspen Fired Heater Models Embedded in HYSYSDocument11 pagesAspen Fired Heater Models Embedded in HYSYSВалентин СелищевNo ratings yet
- Furnaces - Equipment DescriptionDocument23 pagesFurnaces - Equipment DescriptionMohammad RawoofNo ratings yet
- Att2 Baretti InternalsDocument36 pagesAtt2 Baretti InternalsAli MetinNo ratings yet
- Design and Operating - Fouling CDU HeatersDocument8 pagesDesign and Operating - Fouling CDU HeatersFranklin Santiago Suclla Podesta100% (2)
- Fired Heater DesignDocument36 pagesFired Heater Designsaminasritn100% (6)
- Air-Cooled Heat ExchangersDocument16 pagesAir-Cooled Heat Exchangersalex200301No ratings yet
- Fired HeaterDocument28 pagesFired HeaterRapee PuaksungnoenNo ratings yet
- Rating Heat ExchangersDocument16 pagesRating Heat ExchangersSyed Muzamil Ahmed100% (1)
- Fired HeatersDocument31 pagesFired Heatersapi-3709413100% (10)
- Fired Heater LectureDocument28 pagesFired Heater LectureDylanAdams100% (1)
- Fired Heater Study ReportDocument15 pagesFired Heater Study ReportALONSO GOMEZNo ratings yet
- Vent Tip Info Sheet SDocument1 pageVent Tip Info Sheet SabsahkahNo ratings yet
- Presentation On Fccu Operation: Bhupesh MishraDocument44 pagesPresentation On Fccu Operation: Bhupesh MishraHarish GojiyaNo ratings yet
- Optimize Fired Heater Operations To Save MoneyDocument8 pagesOptimize Fired Heater Operations To Save Moneyyogitadoda100% (2)
- Furnace or Fired Heater 3Document13 pagesFurnace or Fired Heater 3Nia Syafiqq100% (1)
- Fired HeatersDocument19 pagesFired HeatersCelestine OzokechiNo ratings yet
- Fired Heater Checklist FW PDFDocument2 pagesFired Heater Checklist FW PDFMas Arman Tewo100% (2)
- CHE10705, Steam Generation andDocument34 pagesCHE10705, Steam Generation andNacer KisyNo ratings yet
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDocument5 pagesPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Reformer TubesDocument16 pagesReformer TubesRajesh Johri100% (2)
- Controlled and Non-Controlled Type DepressuringDocument12 pagesControlled and Non-Controlled Type Depressuringgrimdorlf100% (1)
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Che10108 PDFDocument68 pagesChe10108 PDFChristian Del Barco100% (1)
- Fired Heater Design PDFDocument12 pagesFired Heater Design PDFSterlingNo ratings yet
- Process Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - CheresourcesDocument5 pagesProcess Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - Cheresourcesjayrolling dollazNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Document17 pagesMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanNo ratings yet
- Ips For Centrifugal Fan General PurposeDocument15 pagesIps For Centrifugal Fan General PurposemaryamNo ratings yet
- Engineering Standard For Design LPG UnitsDocument13 pagesEngineering Standard For Design LPG Unitslutfi awn100% (2)
- C Me 130 Spherical EngineeringDocument22 pagesC Me 130 Spherical EngineeringGunawan WibisonoNo ratings yet
- 32 Samss 011Document27 pages32 Samss 011naruto256No ratings yet
- 31 Samss 002Document9 pages31 Samss 002Moustafa BayoumiNo ratings yet
- Material and Equipment Standard For ValvesDocument53 pagesMaterial and Equipment Standard For ValvesMahdi100% (1)
- Material and Equipment Standard: IPS-M-ME-130Document16 pagesMaterial and Equipment Standard: IPS-M-ME-130Ak OraNo ratings yet
- Material and Equipment Standard: IPS-M-ME-110Document17 pagesMaterial and Equipment Standard: IPS-M-ME-110Ak OraNo ratings yet
- IPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011Document24 pagesIPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011josea_penaNo ratings yet
- 31 Samss 002Document9 pages31 Samss 002Hatem ShawkiNo ratings yet
- Pipe Stress Training Course - SSUTADocument10 pagesPipe Stress Training Course - SSUTAalizadeh2222No ratings yet
- Bs 238Document3 pagesBs 238alizadeh2222No ratings yet
- RP22 1Document57 pagesRP22 1alizadeh2222100% (1)
- M-CR-621 1st 1994 Common Requirements - GRP Piping MaterialsDocument8 pagesM-CR-621 1st 1994 Common Requirements - GRP Piping Materialsks2000n1No ratings yet
- Resin Feed Filtration: Ethylene GlycolDocument2 pagesResin Feed Filtration: Ethylene Glycolalizadeh2222No ratings yet
- 1-1-Specification Systems For Coating of Steel Structures: (Exterior and Interior Exposed Polluted)Document1 page1-1-Specification Systems For Coating of Steel Structures: (Exterior and Interior Exposed Polluted)alizadeh2222No ratings yet
- GENERAL Specification Piping Fabrication and Pressure TestingDocument49 pagesGENERAL Specification Piping Fabrication and Pressure Testingalizadeh2222100% (2)
- Coordination CompoundDocument34 pagesCoordination CompoundsukoyoNo ratings yet
- Kobra CycloneDocument3 pagesKobra CycloneShredman10No ratings yet
- PDF SMC Pneumatic Clean Series PDFDocument1,030 pagesPDF SMC Pneumatic Clean Series PDFAlex RichardsonNo ratings yet
- Aipu Booklet PDFDocument22 pagesAipu Booklet PDFMEHDINo ratings yet
- Baknor Cold Plates Liquid and BrazedDocument2 pagesBaknor Cold Plates Liquid and Brazedthemike03No ratings yet
- Cooling System: Description and OperationDocument26 pagesCooling System: Description and OperationrodolfodiazNo ratings yet
- Scans of CircuitsDocument7 pagesScans of CircuitsTyler AbercicleNo ratings yet
- Analisispetroleum System Dan Risiko Geologi Di Lapisan Taf 3.2 Lapangan Ap Kompleks Formasi Cibulakan Bawah Sub Cekungan Jatibarang Pada Dalaman CipunegaraDocument12 pagesAnalisispetroleum System Dan Risiko Geologi Di Lapisan Taf 3.2 Lapangan Ap Kompleks Formasi Cibulakan Bawah Sub Cekungan Jatibarang Pada Dalaman CipunegaraSal RNo ratings yet
- Cofran Sintolux Di 5w40 enDocument1 pageCofran Sintolux Di 5w40 enAhmed KabbajNo ratings yet
- Ras13ukve PDFDocument78 pagesRas13ukve PDFlagugyNo ratings yet
- Qatar North Field GTL Project: ConfidentialDocument23 pagesQatar North Field GTL Project: ConfidentialMostafa KorttamNo ratings yet
- Ripple VoltagesDocument3 pagesRipple VoltagesreghusdNo ratings yet
- Classic Traveller Book 2 ExtensionDocument7 pagesClassic Traveller Book 2 ExtensionMakofan100% (2)
- Furnaces PDFDocument6 pagesFurnaces PDFAlaa El-sherbinNo ratings yet
- Treatment of Oil Contaminated Drill CuttingsDocument5 pagesTreatment of Oil Contaminated Drill CuttingsWilliam50% (2)
- CH 15 ReviewDocument4 pagesCH 15 ReviewxryceuNo ratings yet
- State of The Art Atrium Smoke ControlDocument12 pagesState of The Art Atrium Smoke ControlBasil OguakaNo ratings yet
- Review For Electricity Unit Test: Grade 9 Science NameDocument2 pagesReview For Electricity Unit Test: Grade 9 Science NameJohnson LiNo ratings yet
- Writeup On Safety Valve & ErvDocument28 pagesWriteup On Safety Valve & Ervtek_surinder100% (3)
- Made Easy Online Test Series. Analog ElectronicsDocument17 pagesMade Easy Online Test Series. Analog Electronicsdamaharibabu0% (1)
- PressureXpress-HT - SchlumbergerDocument2 pagesPressureXpress-HT - SchlumbergerjmiscNo ratings yet
- PHY203Document237 pagesPHY203MitrabhanuNo ratings yet
- Tehnical Specifications For Fiat UnoDocument1 pageTehnical Specifications For Fiat Unovlax3520% (1)
- Magnesium and Hydrochloric Acid Reaction LabDocument7 pagesMagnesium and Hydrochloric Acid Reaction LabDavid Michie0% (1)
- FNC Catalogo BateriaDocument8 pagesFNC Catalogo BateriaLuis ChonchisNo ratings yet
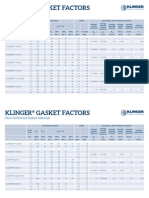
- Klinger Gasket FactorsDocument3 pagesKlinger Gasket FactorsGeorge TanasescuNo ratings yet
- Lesson 1.1 The Formation of The Light Elements in The Big Bang TheoryDocument9 pagesLesson 1.1 The Formation of The Light Elements in The Big Bang TheoryAimee MarangaNo ratings yet
- Silicon Crystal Grown by The Czochralski MethodDocument29 pagesSilicon Crystal Grown by The Czochralski MethodNeha PachauriNo ratings yet