You might also like
- Def Stan 03-34Document30 pagesDef Stan 03-34Gökhan ÇiçekNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Introduction To Oil Country Tubular Goods CertificateDocument1 pageIntroduction To Oil Country Tubular Goods CertificateMarwan ShehataNo ratings yet
- 222Document24 pages222Houman Hatamian100% (1)
- Types of Electric WeldingDocument7 pagesTypes of Electric WeldingSUKhanNo ratings yet
- 00 Cover WE Rev2Document5 pages00 Cover WE Rev2ariyonodndiNo ratings yet
- GGG40CI WeldingDocument13 pagesGGG40CI WeldingA K NairNo ratings yet
- 100% Stainless: The Avesta Welding ManualDocument0 pages100% Stainless: The Avesta Welding ManualFlorin SoicuNo ratings yet
- Rules For Classification and Construction VI Additional Rules and GuidelinesDocument18 pagesRules For Classification and Construction VI Additional Rules and Guidelinesankur_haldarNo ratings yet
- Utp 83 FNDocument1 pageUtp 83 FNSun SunNo ratings yet
- Radiography Part 1 - TWI PDFDocument7 pagesRadiography Part 1 - TWI PDFPahe DriveNo ratings yet
- Poster Qualifizierungsweg en Final LowDocument1 pagePoster Qualifizierungsweg en Final Lowlth770310No ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- Twi Training & Certification (S.E. Asia) SDN - BHDDocument1 pageTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNo ratings yet
- Weld Repair ProcedureDocument6 pagesWeld Repair ProcedurePramod AthiyarathuNo ratings yet
- European Welding Inspection Personnel: EWF GuidelineDocument19 pagesEuropean Welding Inspection Personnel: EWF GuidelineBrandon EricksonNo ratings yet
- T/SP/P/1: Specification ForDocument48 pagesT/SP/P/1: Specification Formichael7michlovsky0% (1)
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Document8 pagesCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluNo ratings yet
- Chapter09eng LowresDocument25 pagesChapter09eng Lowresmohamed AdelNo ratings yet
- ASME IX InterpretationDocument4 pagesASME IX InterpretationPatrick DominguezNo ratings yet
- The 2015 ICNDT Guide On: Education and Training in NDTDocument18 pagesThe 2015 ICNDT Guide On: Education and Training in NDTNdt ElearningNo ratings yet
- Welding IiwDocument6 pagesWelding IiwletsmakeithappenNo ratings yet
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- Metz Lab Presentation: First Floor, Thangavel Nagar, Walajabad Main Road, Mannivakkam-600048Document20 pagesMetz Lab Presentation: First Floor, Thangavel Nagar, Walajabad Main Road, Mannivakkam-600048sevugarajanNo ratings yet
- Spatter Reduction ChecklistDocument6 pagesSpatter Reduction ChecklistJorge perezNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- Sub SeaDocument2 pagesSub Seagaudis2No ratings yet
- Textbook PMDocument46 pagesTextbook PMLai QuocNo ratings yet
- GTAW PrinciplesDocument62 pagesGTAW PrinciplesReza SalimiNo ratings yet
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDocument9 pagesISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSNo ratings yet
- Project Management Processes SimplifiedDocument14 pagesProject Management Processes SimplifiedcityrenNo ratings yet
- Ttransition JointsDocument15 pagesTtransition JointsAdil HasanovNo ratings yet
- ISO 9606-1 Cor1-2012Document1 pageISO 9606-1 Cor1-2012Flaah92No ratings yet
- Iso - 23278 - 2015 MTDocument10 pagesIso - 23278 - 2015 MTFrancisco javierNo ratings yet
- WRI Brochure 2016-17Document25 pagesWRI Brochure 2016-17Swapnil Rupaye100% (1)
- WeldingDocument21 pagesWeldingprabhatkumar_6657012No ratings yet
- 112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Document33 pages112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Carlos Nombela PalaciosNo ratings yet
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsVinoth RajendraNo ratings yet
- Course Guide: International Welding EngineerDocument4 pagesCourse Guide: International Welding EngineerKamal HalawiNo ratings yet
- IAB 252r8-07Document24 pagesIAB 252r8-07Jayanta82No ratings yet
- Preheat PDFDocument11 pagesPreheat PDFromanosky11No ratings yet
- Norsok M101 Structural Steel FabricationDocument67 pagesNorsok M101 Structural Steel FabricationbreeeeezzzzzeNo ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- Full Ring TestDocument5 pagesFull Ring Testchellahari292250% (2)
- CSWIP-WI-1-91 9th Edition November 2010Document8 pagesCSWIP-WI-1-91 9th Edition November 2010Thamaraikani ManiNo ratings yet
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Document2 pagesArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiNo ratings yet
- Api-570 Authorized Piping Inspector (API102) : Programme OverviewDocument1 pageApi-570 Authorized Piping Inspector (API102) : Programme OverviewSyamim AzmiNo ratings yet
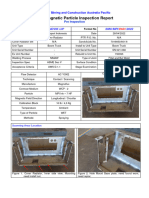
- 109.8181.MPI - Pre.Unit.730395.Cover RadiatorDocument2 pages109.8181.MPI - Pre.Unit.730395.Cover RadiatorHerr Ddiman100% (1)
- Radiographic Testing Training OutlineDocument2 pagesRadiographic Testing Training OutlineTino SabalNo ratings yet
- prEN ISO 15614-5 2002 (E)Document27 pagesprEN ISO 15614-5 2002 (E)Mohammad LavasaniNo ratings yet
- Cen tr1 15135 Avaliação Design para NDTDocument24 pagesCen tr1 15135 Avaliação Design para NDT_PiperCub_No ratings yet
- Shadesofgrey by Dr. KolblDocument1 pageShadesofgrey by Dr. KolblAnonymous JLrzWCNo ratings yet
- EN 1090 White Paper tcm17-119019Document24 pagesEN 1090 White Paper tcm17-119019Gerard BorstNo ratings yet
- BS 750 1984 Specification For Underground Fire Hydrants and Surface Box Frames and CoversDocument28 pagesBS 750 1984 Specification For Underground Fire Hydrants and Surface Box Frames and CoversTrần ĐộNo ratings yet
- 10210-10219 - Hollow SectDocument2 pages10210-10219 - Hollow SectBenedictus MurdonoNo ratings yet
- En 14399 Preloaded AssembliesDocument47 pagesEn 14399 Preloaded AssembliesAngelo VieitoNo ratings yet
- Matrix Installation Guide PDFDocument75 pagesMatrix Installation Guide PDFBrendan PrattNo ratings yet
- A M 09 Metalwork July 09Document21 pagesA M 09 Metalwork July 09suneethmohanNo ratings yet
- Design and Manufacturing GuidelinesDocument10 pagesDesign and Manufacturing GuidelinesEdisson100% (1)
- IRS-T-12-2009 Incorporated Up To ACS 5, Corrigendum 1 of ACS No 1 and 5Document81 pagesIRS-T-12-2009 Incorporated Up To ACS 5, Corrigendum 1 of ACS No 1 and 5Dwijamani SinghaNo ratings yet
- Hot and Dry ClimateDocument4 pagesHot and Dry Climatemariya0% (1)
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDocument7 pagesStrength and Protective Coatings On Steel Industrial Fence FrameworkDarwin DarmawanNo ratings yet
- Mill Test & Inspection Certificate: ACCORDING TO EN 10204: 2004 3.1Document1 pageMill Test & Inspection Certificate: ACCORDING TO EN 10204: 2004 3.1suria qaqcNo ratings yet
- Apr May 2021Document32 pagesApr May 2021Lai Kok UeiNo ratings yet
- Seminar Report (Sample Copy) DeepakDocument29 pagesSeminar Report (Sample Copy) DeepakAnjaliNo ratings yet
- Sobre o Alu6061Document2 pagesSobre o Alu6061Lais RanieleNo ratings yet
- ASTM A29 Standard Specification Steel Bars Carbon and Alloy Hot Wrought General RequirementsDocument16 pagesASTM A29 Standard Specification Steel Bars Carbon and Alloy Hot Wrought General RequirementsAndrés Molina100% (2)
- Dental Material MCQ Test Bank Chapter 011Document16 pagesDental Material MCQ Test Bank Chapter 011Táláát Älsurori100% (1)
- Principles of Brazing. Jacobson, HumpsonDocument281 pagesPrinciples of Brazing. Jacobson, Humpsonluisbmwm680% (5)
- Multicolumn Blast Valve PV-KK-SM AND - SMX PDFDocument2 pagesMulticolumn Blast Valve PV-KK-SM AND - SMX PDFyousufbashaNo ratings yet
- Research PaperDocument3 pagesResearch Paperpablo narag0% (1)
- Waterproofing Using Crystalline TechnologyDocument36 pagesWaterproofing Using Crystalline TechnologyReshma mathewNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- NCR No. 402000-00540-QA-NCR-0119Document8 pagesNCR No. 402000-00540-QA-NCR-0119Putri Candra Dewi FebriantikaNo ratings yet
- Grades of Reinforcing SteelDocument15 pagesGrades of Reinforcing Steelshuckss taloNo ratings yet
- Selection of Bolting Materials, Carbon and Alloy Steel For PDocument7 pagesSelection of Bolting Materials, Carbon and Alloy Steel For PswatkoolNo ratings yet
- LMV2257ST Install 150714 - MFL37192905 - EN PDFDocument15 pagesLMV2257ST Install 150714 - MFL37192905 - EN PDFPhillip SmithNo ratings yet
- PT20B Metro20b Resi FA EBrochureDocument8 pagesPT20B Metro20b Resi FA EBrochureFiona TenNo ratings yet
- Gold ExtractionDocument1 pageGold Extractionsanchezlea40No ratings yet
- Thread o RingDocument2 pagesThread o Ringahsanasir864439No ratings yet
- Flooring Materials, Walling Materials, Ceiling and Acoustical Materials, & Roofing MaterialsDocument58 pagesFlooring Materials, Walling Materials, Ceiling and Acoustical Materials, & Roofing MaterialsGio Padilla100% (1)
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama Putrachink07No ratings yet
- Notes - Unit 4 - Corrosion ScienceDocument40 pagesNotes - Unit 4 - Corrosion ScienceAlexis UthaNo ratings yet
- Meever Meever BrochureDocument28 pagesMeever Meever BrochureAlok MehtaNo ratings yet
- Intermediate Cross Girder (Icg) Section A-A: Client: ConsultantDocument5 pagesIntermediate Cross Girder (Icg) Section A-A: Client: ConsultantkailashaharNo ratings yet
- Influence of Temperature On Laminated Glass Performances Assembled With Various InterlayersDocument14 pagesInfluence of Temperature On Laminated Glass Performances Assembled With Various InterlayersDiego Vega HernándezNo ratings yet
- A 874 - A 874M - 98 - Qtg3nc9bodc0tqDocument3 pagesA 874 - A 874M - 98 - Qtg3nc9bodc0tqQaisir MehmoodNo ratings yet
- Sprinkler Hydraulic Calculation For Ordinary Hazard-1 For VideoDocument25 pagesSprinkler Hydraulic Calculation For Ordinary Hazard-1 For VideoDivine Engineering ServicesNo ratings yet
- Engineering GlossaryDocument8 pagesEngineering GlossaryChris MedeirosNo ratings yet