You might also like
- RC Product and Tech Tranining 2006Document226 pagesRC Product and Tech Tranining 2006amin peyvandNo ratings yet
- Smith BitDocument4 pagesSmith BitRio RizkiNo ratings yet
- ENPE 515 W 2013 Assignment 3.313Document2 pagesENPE 515 W 2013 Assignment 3.313ench501No ratings yet
- Mainan DewasaDocument153 pagesMainan DewasaHeris SitompulNo ratings yet
- Rock BitsDocument17 pagesRock Bitssuresh_501No ratings yet
- Drill Bits: SupervisorDocument12 pagesDrill Bits: SupervisorNazeer AlyasNo ratings yet
- Lecture 5 Drill Bit Types and Their ApplicationsDocument8 pagesLecture 5 Drill Bit Types and Their ApplicationsSaurav SenguptaNo ratings yet
- GT Drilling Bits 6aug FinalDocument46 pagesGT Drilling Bits 6aug FinalRanjith Premadasan100% (1)
- PENG 6002 - Assignment 1Document12 pagesPENG 6002 - Assignment 1Kirk Woo ChongNo ratings yet
- Drilling Bits: Dr. Gaurav Pandey Assistant Professor UpesDocument78 pagesDrilling Bits: Dr. Gaurav Pandey Assistant Professor UpeshassanNo ratings yet
- Type BitsDocument3 pagesType BitsHuda BasimNo ratings yet
- How Does A Drill Bit WorkDocument2 pagesHow Does A Drill Bit WorkrajasekharboNo ratings yet
- Hybrid Drill Bit TechnologyDocument17 pagesHybrid Drill Bit TechnologyShehrox Khan RindNo ratings yet
- Category and Selection of Roller BitDocument23 pagesCategory and Selection of Roller BitEyanya MtilaNo ratings yet
- Confined Compressive Strength Model of Rock For Drilling OptimizationDocument7 pagesConfined Compressive Strength Model of Rock For Drilling Optimizationodex100% (2)
- Defining BitsDocument2 pagesDefining BitsahmedNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- Chap 03-Rotary Percussive Drilling Accessories PDFDocument12 pagesChap 03-Rotary Percussive Drilling Accessories PDFpnakurNo ratings yet
- Chap EDocument44 pagesChap ERANJITH K PNo ratings yet
- Daihatsu PartDocument1 pageDaihatsu PartLeonard Capriant100% (1)
- RDT Heavy Weight Drill Pipe PDFDocument2 pagesRDT Heavy Weight Drill Pipe PDFLizandro Quispe GomezNo ratings yet
- PDC Make-Up TorqueDocument1 pagePDC Make-Up TorqueSug E QalanderNo ratings yet
- Autoclave DimensionsDocument1 pageAutoclave DimensionsAttila SolyomNo ratings yet
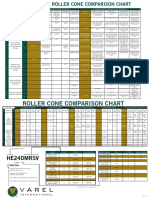
- VAREL RC Comparison Chart Final 2012Document2 pagesVAREL RC Comparison Chart Final 2012Baitaw WanwarangNo ratings yet
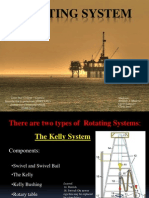
- Kelly Down SistemDocument18 pagesKelly Down SistemOswal Agusto Cabrera PantojaNo ratings yet
- Bit Condition ChartDocument1 pageBit Condition ChartMas KuncritNo ratings yet
- DRLG 451 - Assignment #3 Well ControlDocument6 pagesDRLG 451 - Assignment #3 Well ControlnijamediaNo ratings yet
- 65500e Hydro-Form CentralizersDocument2 pages65500e Hydro-Form CentralizersNavin KumarNo ratings yet
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- Rollercone Bit DesignDocument15 pagesRollercone Bit Designvano0No ratings yet
- Bowen Mechanical Jar DownDocument1 pageBowen Mechanical Jar Downnasr yassinNo ratings yet
- Roller Cone Dull GradingDocument45 pagesRoller Cone Dull GradingRuben AntezanaNo ratings yet
- Strength Properties of Metamorphic RocksDocument5 pagesStrength Properties of Metamorphic Rockscsreejith100% (1)
- Expandable Drill BitDocument6 pagesExpandable Drill BitJohnSmithNo ratings yet
- Rilling Ngineering Course (2 Ed.)Document43 pagesRilling Ngineering Course (2 Ed.)MarcoNo ratings yet
- Desco R30 Inventory FinalDocument7 pagesDesco R30 Inventory FinalTiffany DacinoNo ratings yet
- Cutting Efficiency With PDC BitDocument6 pagesCutting Efficiency With PDC BitDanny RevillaNo ratings yet
- Cougar DLLG Solutions FaqDocument5 pagesCougar DLLG Solutions FaqLenis CeronNo ratings yet
- Bit Balling and Nozzle Plugging Mitigation - 6059263 - 01Document12 pagesBit Balling and Nozzle Plugging Mitigation - 6059263 - 01Khairatul Nada BurhanuddinNo ratings yet
- Directional DrillingDocument66 pagesDirectional DrillingAjeet PriyanshaNo ratings yet
- 24 Pilot Mill 2Document2 pages24 Pilot Mill 2jorge vargas zapataNo ratings yet
- Underreamer - WikipediaDocument2 pagesUnderreamer - WikipediaHistory MatchingNo ratings yet
- Basic of Drillpipe Tensile Capacity and Its CalculationDocument5 pagesBasic of Drillpipe Tensile Capacity and Its CalculationMokr AchourNo ratings yet
- HeavyWeight 3.5 25.58lbs NC-38 PDFDocument3 pagesHeavyWeight 3.5 25.58lbs NC-38 PDFHomero NavarroNo ratings yet
- CH-7 TrapsDocument38 pagesCH-7 TrapsHamza AkhtarNo ratings yet
- Champ Ion PackerDocument2 pagesChamp Ion PackerCHO ACHIRI HUMPHREYNo ratings yet
- Aerated DrillingDocument7 pagesAerated DrillingHarisma BagusNo ratings yet
- Well Pressure Profile BetaDocument3 pagesWell Pressure Profile BetaDevito PradiptaNo ratings yet
- Iadc Bit GradingDocument1 pageIadc Bit GradingBilly WilsonNo ratings yet
- Successfully Drills Through Total Losses Zones, Saves 17.6 DaysDocument2 pagesSuccessfully Drills Through Total Losses Zones, Saves 17.6 DaysAriel Della TorreNo ratings yet
- Air Flow Calculation of Reverse Circulation Drilling Technique With Air DTH Hammer PDFDocument6 pagesAir Flow Calculation of Reverse Circulation Drilling Technique With Air DTH Hammer PDFSathishKumar ArumugamNo ratings yet
- Drilling Engineering Calculations Archives - Drilling Formulas and Drilling CalculationsDocument8 pagesDrilling Engineering Calculations Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Black Max Downhole Motors PDFDocument52 pagesBlack Max Downhole Motors PDFGeorge BoafoNo ratings yet
- Utilized Mud Pump Parts ListDocument16 pagesUtilized Mud Pump Parts ListJuan Felipe Garza GNo ratings yet
- مادة التحليلات الهندسيهDocument61 pagesمادة التحليلات الهندسيهحسن صالح حسن المياحيNo ratings yet
- Drill String SlidesDocument93 pagesDrill String SlidesAyush RawatNo ratings yet
- Drilling BitsDocument9 pagesDrilling BitsAli AbdelrahemNo ratings yet
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryDocument15 pagesBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulNo ratings yet
- Drilling Engineering Pe 311 An Introduction To Drilling Drill BitsDocument14 pagesDrilling Engineering Pe 311 An Introduction To Drilling Drill BitsHamaamNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Quality Management KPI Metric Determination PDFDocument21 pagesQuality Management KPI Metric Determination PDFJessica Cecilia Silva AnguloNo ratings yet
- Calidad Erp 02Document14 pagesCalidad Erp 02Jessica Cecilia Silva AnguloNo ratings yet
- Deep Penetration Shaped Charges 2013Document1 pageDeep Penetration Shaped Charges 2013Jessica Cecilia Silva AnguloNo ratings yet
- Wire Rope CaracteristicasDocument19 pagesWire Rope CaracteristicasJessica Cecilia Silva AnguloNo ratings yet
- Comparison of Under-Balanced and Managed-Pressure Drilling TechniquesDocument10 pagesComparison of Under-Balanced and Managed-Pressure Drilling TechniquesJessica Cecilia Silva Angulo100% (1)
- Cementing 1Document32 pagesCementing 1Jessica Cecilia Silva AnguloNo ratings yet