You might also like
- The Pochade and Wet Panel Carrier Do It Yourself PlanFrom EverandThe Pochade and Wet Panel Carrier Do It Yourself PlanRating: 4 out of 5 stars4/5 (1)
- Design of Turning FixtureDocument23 pagesDesign of Turning FixtureDIPAK VINAYAK SHIRBHATE100% (1)
- Building Outdoor Furniture: Classic Deck, Patio & Garden Projects That Will Last a LifetimeFrom EverandBuilding Outdoor Furniture: Classic Deck, Patio & Garden Projects That Will Last a LifetimeNo ratings yet
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDocument30 pagesPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Design of Milling Fixture PDFDocument18 pagesDesign of Milling Fixture PDFgsudhanta1604No ratings yet
- 512 User's ManualDocument17 pages512 User's ManualSam CozaNo ratings yet
- Design of Milling FixtureDocument18 pagesDesign of Milling FixtureRajesh MishraNo ratings yet
- Design of Milling FixtureDocument18 pagesDesign of Milling FixtureDIPAK VINAYAK SHIRBHATE75% (4)
- OX Assembly ManualDocument44 pagesOX Assembly ManualMati FernandezNo ratings yet
- Panasonic - System SA-PM27 - CD MechanismDocument21 pagesPanasonic - System SA-PM27 - CD MechanismRenatoMaiaNo ratings yet
- Design of Turning Fixture: Prepared byDocument20 pagesDesign of Turning Fixture: Prepared byDIPAK VINAYAK SHIRBHATE100% (1)
- Vemco 612 User's ManualDocument25 pagesVemco 612 User's ManualRobert Cannavino100% (1)
- Assembly and Operating Instructions for METTLER TOLEDO Model 4182-A Portable Beam ScaleDocument12 pagesAssembly and Operating Instructions for METTLER TOLEDO Model 4182-A Portable Beam ScaleKadson AmaralNo ratings yet
- Angle Plate Jig:: Types of Work Pieces That Angle Plate AccommodatesDocument4 pagesAngle Plate Jig:: Types of Work Pieces That Angle Plate AccommodatesAli NoraizNo ratings yet
- Ender-3 Assembly Instruction (V1.0)Document14 pagesEnder-3 Assembly Instruction (V1.0)ffffNo ratings yet
- Manual Ender 3Document14 pagesManual Ender 3Marco Cisternas100% (1)
- Celestron Advanced Series CG5-GT ManualDocument39 pagesCelestron Advanced Series CG5-GT ManualMandu CerianoNo ratings yet
- Lathe contour attachment gear designDocument27 pagesLathe contour attachment gear designNaveen Kumar100% (1)
- Kolida KT Service Manual enDocument25 pagesKolida KT Service Manual enbaxter100% (1)
- Shimano Nexus Inter-7 - Coaster - BrakeDocument12 pagesShimano Nexus Inter-7 - Coaster - BrakeGeorge OrfanidisNo ratings yet
- Jigs and Fixtures Design GuideDocument36 pagesJigs and Fixtures Design GuideThulasi RamNo ratings yet
- Slotting MachineDocument3 pagesSlotting MachineNishit ParmarNo ratings yet
- 600 Series Roller Bearings - Installation Manual - VNwhI8sDocument3 pages600 Series Roller Bearings - Installation Manual - VNwhI8skominthitsar7474No ratings yet
- Diamond Pin Locator and V Blocks 1Document8 pagesDiamond Pin Locator and V Blocks 1pratik thakareNo ratings yet
- Technical Bulletin: CopierDocument22 pagesTechnical Bulletin: CopiernickypanzeNo ratings yet
- Explain Drilling, Boring, Reaming, Counterboring, Countersinking and Spot Facing OperationsDocument7 pagesExplain Drilling, Boring, Reaming, Counterboring, Countersinking and Spot Facing OperationsNishit ParmarNo ratings yet
- Bulletin #D1 EDocument4 pagesBulletin #D1 EΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Jigs and Fixtures: Essential Guide to Locating, Clamping and Cutting Tool GuidanceDocument47 pagesJigs and Fixtures: Essential Guide to Locating, Clamping and Cutting Tool GuidanceSaumya SinhaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument27 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Chap6 - Jigs&Fixtures-updateDocument15 pagesChap6 - Jigs&Fixtures-update2021812718No ratings yet
- Coupling Bay InstallationDocument18 pagesCoupling Bay InstallationHendra LaksmanaNo ratings yet
- Section and Development (Compatibility Mode)Document10 pagesSection and Development (Compatibility Mode)Jeyaram KumarNo ratings yet
- Hercus 260 Lathe Maintenance ManualDocument24 pagesHercus 260 Lathe Maintenance ManualNewNo ratings yet
- LK Si0708 NsiDocument1 pageLK Si0708 NsiVanessa ArceNo ratings yet
- Manufacturing Technology Ii Assignment I: Batch 10Document11 pagesManufacturing Technology Ii Assignment I: Batch 10sh_nk2010No ratings yet
- Winding Machine Instruction ManualDocument67 pagesWinding Machine Instruction Manualkhaled abdalnaserNo ratings yet
- 7 CP 06Document12 pages7 CP 06JackNo ratings yet
- Design of Turning Fixture: Prepared By: ISHITA .S.LAKHE Roll No.: 071041018 Ty Btech ProductionDocument18 pagesDesign of Turning Fixture: Prepared By: ISHITA .S.LAKHE Roll No.: 071041018 Ty Btech ProductionDIPAK VINAYAK SHIRBHATENo ratings yet
- MD r19 - Part - B PPT NewDocument42 pagesMD r19 - Part - B PPT Newashok junapudiNo ratings yet
- Manual de Ensamblaje Symat 25Document7 pagesManual de Ensamblaje Symat 25jlgnNo ratings yet
- Lathe OperationsDocument28 pagesLathe OperationsKrunal PatilNo ratings yet
- MaestroJack enDocument11 pagesMaestroJack enAymen OmariNo ratings yet
- ENGINEERING APPLICATIONS OF SECTIONING AND DEVELOPMENT OF SOLIDSDocument26 pagesENGINEERING APPLICATIONS OF SECTIONING AND DEVELOPMENT OF SOLIDShotnili100% (2)
- TM3 Cable Carrier Assembly InstructionsDocument7 pagesTM3 Cable Carrier Assembly InstructionsMarius MocanuNo ratings yet
- Assembly Transmission Volvo A40GDocument52 pagesAssembly Transmission Volvo A40GNanang SetiawanNo ratings yet
- Adjustable Pitch Propeller Taper-Lock HubDocument2 pagesAdjustable Pitch Propeller Taper-Lock HubhaosfNo ratings yet
- Firstscope 114eq 31044Document15 pagesFirstscope 114eq 31044Lukas MatysekNo ratings yet
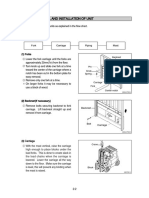
- Group 2 Removal and Installation of Unit: 1. MastDocument13 pagesGroup 2 Removal and Installation of Unit: 1. MastHa doan trieuNo ratings yet
- SONY Z MechanismDocument64 pagesSONY Z MechanismHarinarayana ChennupatiNo ratings yet
- Final Project: Pulley PullerDocument19 pagesFinal Project: Pulley Pullerapollo_1785No ratings yet
- Unit 11 Layout Work and Safety Issues: StructureDocument11 pagesUnit 11 Layout Work and Safety Issues: StructureakashkumardevNo ratings yet
- Servicing ManualDocument28 pagesServicing ManualAlex1963alexNo ratings yet
- MACHINING RIFLE BARRELSDocument64 pagesMACHINING RIFLE BARRELSj miller100% (2)
- 2005-2010 Tacoma Bed Extender PT329-35050 Rev. A - PT329-35050Document8 pages2005-2010 Tacoma Bed Extender PT329-35050 Rev. A - PT329-35050kylemac123No ratings yet
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- xv1000bk PDFDocument80 pagesxv1000bk PDFHung PhuNo ratings yet
- A. Shaper MachineDocument7 pagesA. Shaper Machinechandan kumarNo ratings yet
- Mechanical Department, DCEDocument36 pagesMechanical Department, DCEASIST MechNo ratings yet
- Dynamics of MachineryDocument92 pagesDynamics of Machinerygkgj100% (1)
- AT2401 NotesDocument58 pagesAT2401 NotesERKATHIRNo ratings yet
- TWA2005 v1n1 PillarsDocument6 pagesTWA2005 v1n1 PillarsRajeswari DhamotharanNo ratings yet
- AE 1402 Composite Materials and StructuresDocument15 pagesAE 1402 Composite Materials and Structuresbhuvan_enthiranNo ratings yet
- FixtureDocument20 pagesFixturesrinivaskurmapu9101No ratings yet
- Engineering Metrology and MeasurementsDocument35 pagesEngineering Metrology and MeasurementsPairu Muneendra Mithul100% (2)
- AE 1402 Composite Materials and StructuresDocument15 pagesAE 1402 Composite Materials and Structuresbhuvan_enthiranNo ratings yet
- Advanced Active MaterialsDocument21 pagesAdvanced Active MaterialsRajeswari DhamotharanNo ratings yet
- Finite Element AnalysisDocument10 pagesFinite Element Analysisvigneshmechssiet100% (1)
- Design of Machine ElementsDocument53 pagesDesign of Machine ElementsRajeswari DhamotharanNo ratings yet