You might also like
- Armado de Block Vvti DualDocument11 pagesArmado de Block Vvti DualNelsonNo ratings yet
- Chery - SQR477F 1.5L 16V Sohc L4Document4 pagesChery - SQR477F 1.5L 16V Sohc L4ferran_alfonso0% (2)
- 600 Series Roller Bearings - Installation Manual - VNwhI8sDocument3 pages600 Series Roller Bearings - Installation Manual - VNwhI8skominthitsar7474No ratings yet
- Assembly Transmission Volvo A40GDocument52 pagesAssembly Transmission Volvo A40GNanang Setiawan100% (1)
- Final DriveDocument10 pagesFinal DriveaungaungoomanualNo ratings yet
- Track Gearbox, Assembly: Service InformationDocument10 pagesTrack Gearbox, Assembly: Service InformationaungaungoomanualNo ratings yet
- Syncro Trak Service ManualDocument26 pagesSyncro Trak Service ManualMelina SbhNo ratings yet
- DISC-O-FLEX COUPLING Installations& InstructionsDocument14 pagesDISC-O-FLEX COUPLING Installations& InstructionsbederinadmlNo ratings yet
- XQ28-2 6Y英文说明书Document26 pagesXQ28-2 6Y英文说明书ADM MTCNo ratings yet
- Axial Fan Series O&M ManualDocument11 pagesAxial Fan Series O&M ManualSebastian PrzybylowiczNo ratings yet
- Manual de Ensamblaje Symat 25Document7 pagesManual de Ensamblaje Symat 25jlgnNo ratings yet
- Reassembly: 1. Assemble Piston and Connecting RodDocument7 pagesReassembly: 1. Assemble Piston and Connecting Roddolphi_742078No ratings yet
- Instruction Manual-Smc 33KVDocument9 pagesInstruction Manual-Smc 33KVRAKESH CHANDRA PATRANo ratings yet
- Bifurcated Fan OM ManualDocument10 pagesBifurcated Fan OM ManualYana AzaharNo ratings yet
- fC81047 Cursor9CamshaftTimingforCAMwithEXHAUSTBRAKEJuly2013rev1Document8 pagesfC81047 Cursor9CamshaftTimingforCAMwithEXHAUSTBRAKEJuly2013rev1Victor Pinedo100% (1)
- 30 209FPManualDocument32 pages30 209FPManualEzequiel VásquezNo ratings yet
- Installation Instructions: WarningDocument6 pagesInstallation Instructions: WarningrobNo ratings yet
- PL218 Glute Trainer Service Manual: Johnson Issue Date Edition 01 Doc No. Revision Date Edition TimeDocument14 pagesPL218 Glute Trainer Service Manual: Johnson Issue Date Edition 01 Doc No. Revision Date Edition TimeSrboljub KitanovicNo ratings yet
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyDocument9 pagesChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryNo ratings yet
- Rockwell JointerDocument18 pagesRockwell Jointernotjustsomeone100% (2)
- Tow Bar Installation RENAULT CLIO 2 98-05Document2 pagesTow Bar Installation RENAULT CLIO 2 98-05vomitNo ratings yet
- Meritor Spindle NutDocument5 pagesMeritor Spindle NutPhrag MannsteinNo ratings yet
- Transmission and Torque Converter Hyster H360-620B Repair ManualDocument58 pagesTransmission and Torque Converter Hyster H360-620B Repair ManualArmando OrtaNo ratings yet
- Reassembly: 1. Assemble Piston and Connecting RodDocument7 pagesReassembly: 1. Assemble Piston and Connecting Roddawitmesfin9No ratings yet
- S400-S410 Tuning GuideDocument17 pagesS400-S410 Tuning GuideGuido Catello0% (1)
- ISHTT2Document6 pagesISHTT2krutesNo ratings yet
- VOLVO EC210 NLC EC210NLC EXCAVATOR Service Repair Manual PDFDocument16 pagesVOLVO EC210 NLC EC210NLC EXCAVATOR Service Repair Manual PDFfjjsjekdmme67% (3)
- File 94catalogo SumitomoDocument28 pagesFile 94catalogo SumitomoJaime Arreola100% (1)
- Huong Dan Lap Dat DCL 220kVDocument16 pagesHuong Dan Lap Dat DCL 220kVkenlavie1No ratings yet
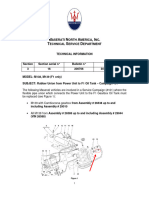
- Rubber Union From Power Unit To F1 Oil Tank Campaign 161Document17 pagesRubber Union From Power Unit To F1 Oil Tank Campaign 161WyattNo ratings yet
- Procedures For Rotational Capacity Testing For High Strength BoltsDocument15 pagesProcedures For Rotational Capacity Testing For High Strength Boltsefmartin1321No ratings yet
- Procedimiento de Instalacion de La Culata Toyota 3sz-Ve PDFDocument12 pagesProcedimiento de Instalacion de La Culata Toyota 3sz-Ve PDFirvan hardiansyahNo ratings yet
- 7 CP 06Document12 pages7 CP 06JackNo ratings yet
- Assembling The Power Unit: CrankcaseDocument1 pageAssembling The Power Unit: CrankcasePHUONG NGUYEN100% (1)
- Cylinder Bloc ReassemblyDocument7 pagesCylinder Bloc ReassemblyYannick de WalqueNo ratings yet
- CHERY - Tiggo5 - T21 - SR48F 2.0 16V - Cabeçote - Torque de ApertoDocument1 pageCHERY - Tiggo5 - T21 - SR48F 2.0 16V - Cabeçote - Torque de ApertoWiterMarcosNo ratings yet
- Lug Nut Torque: Requirements & MaintenanceDocument5 pagesLug Nut Torque: Requirements & MaintenanceSupriyanto AntokNo ratings yet
- Volvo d12d TimingDocument9 pagesVolvo d12d Timingali100% (1)
- Fig. 6 - Wear On Belt Grooves Fig. 7: Mounting and Adjusting of The V-Belt DriveDocument1 pageFig. 6 - Wear On Belt Grooves Fig. 7: Mounting and Adjusting of The V-Belt Drivearness22No ratings yet
- 2zr Fe Engine Mechanical Cylinder Head Gasket Installation 2009 Matrix PDFDocument7 pages2zr Fe Engine Mechanical Cylinder Head Gasket Installation 2009 Matrix PDFruben carranza100% (1)
- Bearing Mounting Procedure: (Page 1 of 6)Document6 pagesBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGNo ratings yet
- Disc Pack Coupling STCDocument2 pagesDisc Pack Coupling STCYudo ArdianNo ratings yet
- Comfort 100: Installation InstructionsDocument18 pagesComfort 100: Installation InstructionsKamaluddin MallikNo ratings yet
- Kbu KBZ5Document6 pagesKbu KBZ5Andrew VNo ratings yet
- 1985 1993 Chevrolet Metro 3 Cylinders 6 1.0L TBI SOHC 32388501Document89 pages1985 1993 Chevrolet Metro 3 Cylinders 6 1.0L TBI SOHC 32388501Jaime SánchezNo ratings yet
- Grinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsDocument2 pagesGrinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsMina MagdyNo ratings yet
- Repairs Manual GV 124 GV Av 12 GV Av 14 GV Av 17Document10 pagesRepairs Manual GV 124 GV Av 12 GV Av 14 GV Av 17Juan Carlos Aldea GriñenNo ratings yet
- Transpak: Installation InstructionsDocument9 pagesTranspak: Installation InstructionsFabricio TavaresNo ratings yet
- VW, Audi 7-Speed DSG Clutch Installer & Remover: Item Description OEMDocument12 pagesVW, Audi 7-Speed DSG Clutch Installer & Remover: Item Description OEMAnonymous WzR5h9g8VNo ratings yet
- Manual Tong WTMDocument45 pagesManual Tong WTMYuliana Andrea Zapata Rubio100% (1)
- Pin Brazing Procedure PB001Document6 pagesPin Brazing Procedure PB001krishnaNo ratings yet
- Suspension Bushing Service Tool: Go The DistanceDocument2 pagesSuspension Bushing Service Tool: Go The DistancePatricio G. ArrienNo ratings yet
- Adjustment Procedure For Heavy Duty Right Angle Drive: Output ShaftDocument8 pagesAdjustment Procedure For Heavy Duty Right Angle Drive: Output Shaftanibal cruzNo ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- Bolens Models 1969 1972Document3 pagesBolens Models 1969 1972Paul MartinNo ratings yet
- Engine, Assembling: Service InformationDocument29 pagesEngine, Assembling: Service Informationducatiss90074% (23)
- CH2100 Instruction ManualDocument17 pagesCH2100 Instruction ManualronnfolkNo ratings yet
- Specified Anchor Bolt Category Bolt Standards Nut StandardsDocument3 pagesSpecified Anchor Bolt Category Bolt Standards Nut StandardsrefaeNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Bulletin #D4EDocument2 pagesBulletin #D4EΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Bulletin #D19EDocument2 pagesBulletin #D19EΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
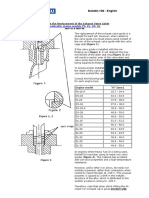
- Notes On The Replacement of The Exhaust Valve Guide: Applicable Engine Models PS, PL, DS, DLDocument2 pagesNotes On The Replacement of The Exhaust Valve Guide: Applicable Engine Models PS, PL, DS, DLΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Mitsubishi S6U-Mtk: Conrod Bearing STD 1Document1 pageMitsubishi S6U-Mtk: Conrod Bearing STD 1ΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- ISO Metric Threads: 5. Use of ISO Metric Threads On PS-26D (E) Engine Parts DAIHATSU Has Marketed The PS-26H Engine, AnDocument1 pageISO Metric Threads: 5. Use of ISO Metric Threads On PS-26D (E) Engine Parts DAIHATSU Has Marketed The PS-26H Engine, AnΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Notes On Cylinder Head Packings: Bulletin #D3f - EnglishDocument2 pagesNotes On Cylinder Head Packings: Bulletin #D3f - EnglishΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Bulletin #D4 - EnglishDocument2 pagesBulletin #D4 - EnglishΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- SK 8902Document1 pageSK 8902ΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Bulletin #D3b - English: Marine Industrial Concerns S.ADocument2 pagesBulletin #D3b - English: Marine Industrial Concerns S.AΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Modification of Piston Crown On DS-26 Engines: Bulletin #D3d - EnglishDocument1 pageModification of Piston Crown On DS-26 Engines: Bulletin #D3d - EnglishΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Modification of Oil Ring On DS-Series Engines: Bulletin #D3c - EnglishDocument2 pagesModification of Oil Ring On DS-Series Engines: Bulletin #D3c - EnglishΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- D.G DAIHATSU 8PSHTc-26D Main Bearing Pockets Calibration Check PDFDocument1 pageD.G DAIHATSU 8PSHTc-26D Main Bearing Pockets Calibration Check PDFΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Downloaded From Manuals Search EngineDocument71 pagesDownloaded From Manuals Search EngineΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- Surgical Technique: Available in Titanium and Stainless SteelDocument53 pagesSurgical Technique: Available in Titanium and Stainless SteelJorge Trinidad de la CruzNo ratings yet
- ETAG 001: Guideline For European Technical Approval OFDocument16 pagesETAG 001: Guideline For European Technical Approval OFGopiNo ratings yet
- ALP-WP-3.08 Rev 1 PDFDocument46 pagesALP-WP-3.08 Rev 1 PDFOliverBrayanNo ratings yet
- Installation Manual For Evo BrakesDocument31 pagesInstallation Manual For Evo BrakesДмитрий ТрифоновNo ratings yet
- Palbit - W ProDocument8 pagesPalbit - W ProPedja StojanovicNo ratings yet
- VW Polo 6 Body Repairs Exterior EngDocument400 pagesVW Polo 6 Body Repairs Exterior EngFrancisco MoraNo ratings yet
- Hydraulic Torque WrenchesDocument2 pagesHydraulic Torque WrenchesvNo ratings yet
- PROTO Catálogo 2012 - TorquimetrosDocument26 pagesPROTO Catálogo 2012 - TorquimetroscalidadcdokepNo ratings yet
- Cofimco B Series I O Manual 7 2011Document31 pagesCofimco B Series I O Manual 7 2011Podeh Aspriyanto100% (1)
- Tightening and Maintenance of Bolted JointsDocument10 pagesTightening and Maintenance of Bolted Jointspercy f.fNo ratings yet
- Ariel JGKDocument164 pagesAriel JGKDIEGO YECID MILLAN MENDOZA100% (1)
- The Epocast Marine HandbookDocument43 pagesThe Epocast Marine Handbookswapneel_kulkarni100% (2)
- GXHQ - EN - CLIPS - RailLok Clip W25 Instal & Weld Instruc - 2018-02 - R1.1Document4 pagesGXHQ - EN - CLIPS - RailLok Clip W25 Instal & Weld Instruc - 2018-02 - R1.1Emmanuel Hernandez100% (1)
- Gedore Torque Tools 2016 PDFDocument45 pagesGedore Torque Tools 2016 PDFKrzysztof OkrajekNo ratings yet
- CEDAR English CatalogDocument8 pagesCEDAR English CatalogTùng NguyễnNo ratings yet
- 014-MS For Bolt Tightening (Piping& Equipments) PDFDocument23 pages014-MS For Bolt Tightening (Piping& Equipments) PDFKöksal PatanNo ratings yet
- Rock DrillDocument75 pagesRock DrillElber Luis Chavez BarriosNo ratings yet
- HELIAX® SureGuard Version 2.0 Wea Therproofing System For 1 - 4 3 - 8 and 1 - 2 SureFlex® JumpersDocument2 pagesHELIAX® SureGuard Version 2.0 Wea Therproofing System For 1 - 4 3 - 8 and 1 - 2 SureFlex® JumpersOscar Danilo Reyes ReyesNo ratings yet
- Tor Qui MetroDocument68 pagesTor Qui MetroVíc Mac IINo ratings yet
- Tohnichi - Katalog 2020 ENDocument76 pagesTohnichi - Katalog 2020 END.T.No ratings yet
- Hewitt (Nordberg) Gyrex ScreenDocument36 pagesHewitt (Nordberg) Gyrex ScreenCarlos anderson Sossa ChaverraNo ratings yet
- Suspension Assemblies: Service Manual For SAF Axles andDocument55 pagesSuspension Assemblies: Service Manual For SAF Axles andWaldemar JęczewskiNo ratings yet
- Wrench Operating ManualDocument14 pagesWrench Operating ManualHernan EscobarNo ratings yet
- S03 Rock Drill HLX5 MaintenanceDocument16 pagesS03 Rock Drill HLX5 MaintenancereynaldoNo ratings yet
- NissanDocument244 pagesNissanWael BouabdellahNo ratings yet
- A320 - Ata 70 - b1 - Iae v2500 Standard Practices EngineDocument28 pagesA320 - Ata 70 - b1 - Iae v2500 Standard Practices EngineOmair Aziz Rabbani100% (2)
- Torque Wrenches: 08-514 307 60 WWW - Bonthron-Ewing - SeDocument2 pagesTorque Wrenches: 08-514 307 60 WWW - Bonthron-Ewing - Setaimoor hasanNo ratings yet
- 3.2 Tools, Equipment and Materials Automotive Servicing - NC IDocument3 pages3.2 Tools, Equipment and Materials Automotive Servicing - NC IFrancis MartinezNo ratings yet
- Warp Drive Propellers 001-04-23 Setting Propeller Blade Pitch InstructionsDocument4 pagesWarp Drive Propellers 001-04-23 Setting Propeller Blade Pitch Instructionssymbiotico6462No ratings yet
- GB - Operating Instructions Sensotork 712 - 713Document23 pagesGB - Operating Instructions Sensotork 712 - 713georgescuriosNo ratings yet