You might also like
- VDL Service ManualDocument13 pagesVDL Service ManualSergio Martín BrionesNo ratings yet
- 05 1964 CH-Rear AxleDocument3 pages05 1964 CH-Rear AxleJose LaproviteraNo ratings yet
- Bearing Mounting Procedure: (Page 1 of 6)Document6 pagesBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGNo ratings yet
- TRC470ISDocument1 pageTRC470ISJay Mark SaysonNo ratings yet
- Auburn Gear E-Locker EctedDocument34 pagesAuburn Gear E-Locker EctedRogerNo ratings yet
- Ge Ge752 User Manual 61 62Document2 pagesGe Ge752 User Manual 61 62RICHARDNo ratings yet
- Isuzu Trooper and Trooper II Hublock Mounting Instructions: I. Remove Existing HubsDocument2 pagesIsuzu Trooper and Trooper II Hublock Mounting Instructions: I. Remove Existing HubsTrafu LarNo ratings yet
- Rockwell JointerDocument18 pagesRockwell Jointernotjustsomeone100% (2)
- MTB Bb30 Detailed InstructionsDocument5 pagesMTB Bb30 Detailed InstructionszanNo ratings yet
- Fifth Wheel MTD-WI-06Document10 pagesFifth Wheel MTD-WI-06vinothNo ratings yet
- Adjustable Pitch Propeller Taper-Lock HubDocument2 pagesAdjustable Pitch Propeller Taper-Lock HubhaosfNo ratings yet
- Service Bulletin: Topic: Ident No: Supersedes: Date: Subject: Models AffectedDocument2 pagesService Bulletin: Topic: Ident No: Supersedes: Date: Subject: Models AffectedAlfredoNo ratings yet
- Data-Tech 1993 Isuzu Amigo-Front SuspensionDocument14 pagesData-Tech 1993 Isuzu Amigo-Front SuspensionRuben AyalaNo ratings yet
- Petter AC1 MarineDocument33 pagesPetter AC1 Marinesergiozed0% (1)
- AUTOMOTIVE Servicing The GyroDocument5 pagesAUTOMOTIVE Servicing The GyroNeil Stephen GuiaoNo ratings yet
- 11 Trans ReassemDocument44 pages11 Trans ReassemAnangtri WahyudiNo ratings yet
- Harmonic Hdi Infinit Indexer CatalogDocument6 pagesHarmonic Hdi Infinit Indexer CatalogElectromateNo ratings yet
- Description: Rear AxleDocument16 pagesDescription: Rear AxleNoe CuandonNo ratings yet
- Blue Diamond Assembly Procedure 1593Document2 pagesBlue Diamond Assembly Procedure 1593Stephen GerhauserNo ratings yet
- Removal, Disassembly, Reassembly & InstallationDocument9 pagesRemoval, Disassembly, Reassembly & Installationchristian1777No ratings yet
- 205-05 Rear Jack Shaft Wheel Hub PICKUP JMCDocument13 pages205-05 Rear Jack Shaft Wheel Hub PICKUP JMCRusonegroNo ratings yet
- BR3 001 - Rex 2000,3000,5000,9000 Series Roller BearDocument5 pagesBR3 001 - Rex 2000,3000,5000,9000 Series Roller BearRodrigo Jechéla BarriosNo ratings yet
- MN3085 - 0222 (W)Document12 pagesMN3085 - 0222 (W)mariamalloney1730No ratings yet
- Chum Saf-Xt ManualDocument8 pagesChum Saf-Xt Manualingrojas_No ratings yet
- Giant Conduct SL User's ManualDocument10 pagesGiant Conduct SL User's ManualRicardo RegoNo ratings yet
- Compatibilidad Race Face PDFDocument4 pagesCompatibilidad Race Face PDFPepe GoteraNo ratings yet
- Cylinder Head Gasket - Installation (08 - 2013 - ) (Cylinder Head Assembly) - Toyota Sienna 3.5ltsDocument8 pagesCylinder Head Gasket - Installation (08 - 2013 - ) (Cylinder Head Assembly) - Toyota Sienna 3.5ltsFran SanchezNo ratings yet
- Procedimiento de Instalacion de La Culata Toyota 3sz-Ve PDFDocument12 pagesProcedimiento de Instalacion de La Culata Toyota 3sz-Ve PDFirvan hardiansyahNo ratings yet
- 035 - 22 - Technical Manual - Mechanical Groupsets Ergopower Commands - Campagnolo - REV00!07!13Document8 pages035 - 22 - Technical Manual - Mechanical Groupsets Ergopower Commands - Campagnolo - REV00!07!13asfilbike bicicletasNo ratings yet
- Max Prop 3 Blade Classic InstructionsDocument12 pagesMax Prop 3 Blade Classic InstructionsmruizNo ratings yet
- File 94catalogo SumitomoDocument28 pagesFile 94catalogo SumitomoJaime Arreola100% (1)
- VW, Audi 7-Speed DSG Clutch Installer & Remover: Item Description OEMDocument12 pagesVW, Audi 7-Speed DSG Clutch Installer & Remover: Item Description OEMAnonymous WzR5h9g8VNo ratings yet
- Spherical Pillow Block Manual (MN3085, 2018)Document13 pagesSpherical Pillow Block Manual (MN3085, 2018)Dillon BuyeNo ratings yet
- Engine - Mechanical 2Document1 pageEngine - Mechanical 2Fabricio VilelaNo ratings yet
- 2014 RMB Tech Manual Rev Apr 8Document71 pages2014 RMB Tech Manual Rev Apr 8muzNo ratings yet
- Worm Reduction Gear Units: Installation, Operation and Maintenance ManualDocument14 pagesWorm Reduction Gear Units: Installation, Operation and Maintenance Manualtadela_553439598No ratings yet
- Installation InstructionsDocument5 pagesInstallation InstructionsLeonel PaseroNo ratings yet
- HDBIDocument5 pagesHDBIkevlar315No ratings yet
- DODGE Type C Pillow Blocks, Flange Bearings, Hanger Bearings and UnitsDocument4 pagesDODGE Type C Pillow Blocks, Flange Bearings, Hanger Bearings and UnitsMuhammadAmmarNo ratings yet
- Eurodrive Torque Arm Technical NotesDocument6 pagesEurodrive Torque Arm Technical NotesLuis RojasNo ratings yet
- 5310 2Document11 pages5310 2CTN2010No ratings yet
- PDFDocument10 pagesPDFPaul HuaraychiriNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5ADocument7 pagesRoatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5AtungNo ratings yet
- Assembly Instructions: Retrofit For Bridgeport Series 1 MillsDocument4 pagesAssembly Instructions: Retrofit For Bridgeport Series 1 MillsDustin_JanesNo ratings yet
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSDocument10 pagesFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002No ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- DODGE SAF-XT & SAFS Pillow Blocks: Instruction ManualDocument4 pagesDODGE SAF-XT & SAFS Pillow Blocks: Instruction ManualALFONSO FERNANDEZ MULETNo ratings yet
- BR3 002 ManualDocument10 pagesBR3 002 ManualEric LempkeNo ratings yet
- Bultaco Swingarm Needle Roller Conversion Installation Guide R1Document6 pagesBultaco Swingarm Needle Roller Conversion Installation Guide R1Steve NewmanNo ratings yet
- Fork Lowering Kit Installation InstructionsDocument6 pagesFork Lowering Kit Installation InstructionsSinca LucianNo ratings yet
- Clutch Hino 4.5Document3 pagesClutch Hino 4.5Yeam_90No ratings yet
- Manual Avance AutomaticoDocument20 pagesManual Avance AutomaticopesyrNo ratings yet
- Sistema de TransmisionDocument239 pagesSistema de TransmisionCez Lopez BañezNo ratings yet
- Drive Shaft Removal PDFDocument2 pagesDrive Shaft Removal PDFantonioNo ratings yet
- Yukon Super U-Joint GuideDocument2 pagesYukon Super U-Joint GuideCAP History LibraryNo ratings yet
- Manual de Ensamblaje Symat 25Document7 pagesManual de Ensamblaje Symat 25jlgnNo ratings yet
- Wheel Alignment Theory Operation PDFDocument5 pagesWheel Alignment Theory Operation PDFOskars ŠtālsNo ratings yet
- Repair Procedure HS14 - S7.4x2.5 - 26-10-7632Document9 pagesRepair Procedure HS14 - S7.4x2.5 - 26-10-7632Cesar Camones100% (1)
- Instruction Manual For Speed Reduction Gearbox: 2250 KW, 989 / 119.99 RPM M/S. DVC Mejia Thermal Power StationDocument19 pagesInstruction Manual For Speed Reduction Gearbox: 2250 KW, 989 / 119.99 RPM M/S. DVC Mejia Thermal Power StationAmitava PalNo ratings yet
- Construction - Bicycles, Dicycles Or Otto Type Machines And TricyclesFrom EverandConstruction - Bicycles, Dicycles Or Otto Type Machines And TricyclesNo ratings yet
- Extension Dolly Assembly For Reference OnlyDocument6 pagesExtension Dolly Assembly For Reference Onlyanibal cruzNo ratings yet
- Dolly As. Retaining RingDocument2 pagesDolly As. Retaining Ringanibal cruzNo ratings yet
- Crown Assy.Document1 pageCrown Assy.anibal cruzNo ratings yet
- Vendor Supplied DocumentDocument2 pagesVendor Supplied Documentanibal cruzNo ratings yet
- Break Tiedown Adj. CylinderDocument1 pageBreak Tiedown Adj. Cylinderanibal cruzNo ratings yet
- Isometric View For Reference Only Isometric View For Reference OnlyDocument8 pagesIsometric View For Reference Only Isometric View For Reference Onlyanibal cruzNo ratings yet
- Presentación 1Document1 pagePresentación 1anibal cruzNo ratings yet
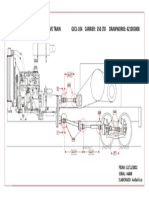
- Right Angle DriveDocument2 pagesRight Angle Driveanibal cruzNo ratings yet
- Sand Reel BrakesDocument1 pageSand Reel Brakesanibal cruzNo ratings yet
- Tele Ram X02485Document1 pageTele Ram X02485anibal cruzNo ratings yet
- Sand Reel Clutch EccentricsDocument2 pagesSand Reel Clutch Eccentricsanibal cruzNo ratings yet
- Bendix ABSDocument93 pagesBendix ABSanibal cruzNo ratings yet
- Sand ReelDocument1 pageSand Reelanibal cruzNo ratings yet
- Telescoping Ram 6002Document1 pageTelescoping Ram 6002anibal cruzNo ratings yet
- Telescoping Ram 6001Document1 pageTelescoping Ram 6001anibal cruzNo ratings yet
- Ix-5 4Document1 pageIx-5 4anibal cruzNo ratings yet
- Tableros de Distribucion PowerPlus PDFDocument12 pagesTableros de Distribucion PowerPlus PDFanibal cruzNo ratings yet
- Mustang 1964-1973Document268 pagesMustang 1964-1973anibal cruzNo ratings yet
- Profi 16TI Parts List and DrawingsDocument29 pagesProfi 16TI Parts List and Drawingsanibal cruzNo ratings yet
- Motor Hidraulico Serie 15Document11 pagesMotor Hidraulico Serie 15anibal cruzNo ratings yet
- Manual de Servicio FullerDocument66 pagesManual de Servicio FullerMaquinas CamionesNo ratings yet
- Model T 1909-1927Document228 pagesModel T 1909-1927anibal cruzNo ratings yet
- 1997 F-250HD, F-350, F-Super Duty Owners GuideDocument377 pages1997 F-250HD, F-350, F-Super Duty Owners Guidedockmaster13100% (1)
- Parker Valve Safety CrownDocument11 pagesParker Valve Safety Crownayman akrabNo ratings yet
- EWK RatingsDocument131 pagesEWK RatingsPeter Maxwell DG100% (3)
- CapsulePhilips MDIP 070621 PDFDocument7 pagesCapsulePhilips MDIP 070621 PDFDEIVEEGAN MATHINo ratings yet
- Whitepaper Intro To Barcode VerificationDocument13 pagesWhitepaper Intro To Barcode VerificationLaura FlorescuNo ratings yet
- Ejercicios TransitoriosDocument13 pagesEjercicios TransitoriosCARLOS DANIEL MEJIA BANDANo ratings yet
- Siprotec 7sj66 - ProfileDocument2 pagesSiprotec 7sj66 - ProfileVaibhav kumbharNo ratings yet
- (M5 MAIN) 8086 8088 InstructionSetsDocument153 pages(M5 MAIN) 8086 8088 InstructionSetsAkademiko HelperNo ratings yet
- Catálogo de Despiece Spare Parts Catalogue Máquina Vetro Y Vetro XL Vetro and Vetro XL MachineDocument33 pagesCatálogo de Despiece Spare Parts Catalogue Máquina Vetro Y Vetro XL Vetro and Vetro XL MachineRuben muñozNo ratings yet
- Revista de TransmisionesDocument68 pagesRevista de TransmisionesTransmisiones Automáticas Chepe100% (4)
- 3Ds Max With Vray Outline PDFDocument5 pages3Ds Max With Vray Outline PDFMuhammed AmeenNo ratings yet
- CrashDocument4 pagesCrashzDarkCodexNo ratings yet
- DT 900 Pro X: FeaturesDocument1 pageDT 900 Pro X: FeaturestristonNo ratings yet
- WWG Ibt-5 Basic Rate Access ISDN Tester: BN 7522/10, BN 7522/20 and BN 7522/70 Series DA ..Document97 pagesWWG Ibt-5 Basic Rate Access ISDN Tester: BN 7522/10, BN 7522/20 and BN 7522/70 Series DA ..broecker_mail.deNo ratings yet
- ISO 14121-2-2007 Risk AssessmentDocument1 pageISO 14121-2-2007 Risk AssessmentMancamiaicuruNo ratings yet
- Sunrom 212189Document3 pagesSunrom 212189Rohan DeswalNo ratings yet
- Product Overview UK BDDocument28 pagesProduct Overview UK BDNaser Jahangiri100% (1)
- AMTED109015EN Web PDFDocument28 pagesAMTED109015EN Web PDFJulián Jair Cadena SánchezNo ratings yet
- Benchmarking and A Case Study On Intellex': Apparel Quality Management IiDocument8 pagesBenchmarking and A Case Study On Intellex': Apparel Quality Management IivibhavNo ratings yet
- 3512C and 3516C MARINE Auxiliary Engines: Maintenance IntervalsDocument55 pages3512C and 3516C MARINE Auxiliary Engines: Maintenance IntervalsMohamed Sharawey100% (2)
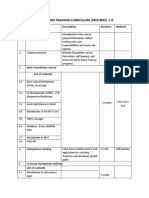
- Outsystems Training Curriculum (Freshers)Document3 pagesOutsystems Training Curriculum (Freshers)Chethan BkNo ratings yet
- Sap Ep Course ContentDocument3 pagesSap Ep Course ContentPandian NadaarNo ratings yet
- A Straightforward Guide To ERC20 Tokens - EthHubDocument9 pagesA Straightforward Guide To ERC20 Tokens - EthHubAsad HayatNo ratings yet
- Analog IC Design With Low-Dropout RegulatorsDocument374 pagesAnalog IC Design With Low-Dropout Regulatorsberbou100% (2)
- Ivanti Neurons For MDM (Formerly Mobileiron Cloud) : ChallengeDocument4 pagesIvanti Neurons For MDM (Formerly Mobileiron Cloud) : ChallengeFernando RuizNo ratings yet
- Antenna Design GuideDocument33 pagesAntenna Design GuideBijin RajuNo ratings yet
- Diaphragm Operated Two-Way Valves - Series 418, Ductile Body and Series 420, Steel BodyDocument4 pagesDiaphragm Operated Two-Way Valves - Series 418, Ductile Body and Series 420, Steel BodyDaniel ArgumedoNo ratings yet
- Ias 2 0 Revc Gold ManualDocument590 pagesIas 2 0 Revc Gold Manualphani22No ratings yet
- FactoryTalk Historian SE V4 - 0 Frequently Asked QuestionsDocument9 pagesFactoryTalk Historian SE V4 - 0 Frequently Asked QuestionsRidho AnjikoNo ratings yet
- Com311 - Lesson 1Document21 pagesCom311 - Lesson 1MadushaNo ratings yet
- Purchase Requisition Automation For SAP - KofaxDocument3 pagesPurchase Requisition Automation For SAP - Kofaxphogat projectNo ratings yet
- Mod Menu Log - Com - Ea.game - nfs14 - RowDocument64 pagesMod Menu Log - Com - Ea.game - nfs14 - RowM. FahryNo ratings yet