You might also like
- Fundamentals of HydraulicsDocument101 pagesFundamentals of HydraulicsLuis Nunes100% (1)
- Tonello-Tusuka Washing LTD PDFDocument6 pagesTonello-Tusuka Washing LTD PDFvineesi100% (1)
- Water TreatmentDocument13 pagesWater TreatmentNikola Gulan100% (1)
- Everything You Need to Know About Your Fully Automatic Washing MachineDocument20 pagesEverything You Need to Know About Your Fully Automatic Washing MachineSaima Salman0% (1)
- Cavern - Nss - CdsDocument38 pagesCavern - Nss - Cdssuffendi1609No ratings yet
- Lectures in Waste Water Analysis Preface: Genium Publishing CorporationDocument29 pagesLectures in Waste Water Analysis Preface: Genium Publishing Corporationmkra_natNo ratings yet
- Climate and ArchitectureDocument19 pagesClimate and ArchitectureAndreea BernatchiNo ratings yet
- Guide to Comprehensive Land Use PlanningDocument26 pagesGuide to Comprehensive Land Use PlanningCris LuNo ratings yet
- Artemisia Pallens As Corrosion Inhibitor For Mild Steel in HCL MediumDocument6 pagesArtemisia Pallens As Corrosion Inhibitor For Mild Steel in HCL MediumDidier MauricioNo ratings yet
- Ijeit1412201301 27Document5 pagesIjeit1412201301 27Lokesh LokuNo ratings yet
- Failure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic PressureDocument9 pagesFailure Behavior of Nano-Sio Fillers Epoxy Coating Under Hydrostatic Pressureeid elsayedNo ratings yet
- Effects of Nano Pigments On The Corrosion Resistance of Alkyd CoatingDocument8 pagesEffects of Nano Pigments On The Corrosion Resistance of Alkyd Coatingdvega1981No ratings yet
- A Study of Bismuth-Film Electrodes For The Detection of Trace Metals by Anodic Stripping Voltammetry and Their Application To The Determination of PB and ZN in Tapwater and Human HairDocument8 pagesA Study of Bismuth-Film Electrodes For The Detection of Trace Metals by Anodic Stripping Voltammetry and Their Application To The Determination of PB and ZN in Tapwater and Human HairLara MarthollyNo ratings yet
- Tian 2011 Vacuum 1Document7 pagesTian 2011 Vacuum 1momenziNo ratings yet
- Decontamination of Mercury from Steel Using Iodine LixiviantDocument9 pagesDecontamination of Mercury from Steel Using Iodine LixiviantAzmi AhmadNo ratings yet
- Electroless Nickel Plating On Fibers For The Highly Porous ElectrodeDocument4 pagesElectroless Nickel Plating On Fibers For The Highly Porous Electrodeyonathan fausaNo ratings yet
- Studies On The Electrodeposition of High Speed Black CoatingsDocument7 pagesStudies On The Electrodeposition of High Speed Black Coatingsazm874119No ratings yet
- AA6082 Corrosion Behaviour .,2017Document9 pagesAA6082 Corrosion Behaviour .,2017Ahsan Iqbal AlamgirNo ratings yet
- Carbon Film Electrodes As Support of Metallic Particles: Int. J. Electrochem. Sci., 7 (2012) 150 - 166Document17 pagesCarbon Film Electrodes As Support of Metallic Particles: Int. J. Electrochem. Sci., 7 (2012) 150 - 166FelpnilNo ratings yet
- Article IJMME 123Document5 pagesArticle IJMME 123Jakin RookNo ratings yet
- Microstructure and Properties of Electroplated Ni-Co Alloy CoatingsDocument7 pagesMicrostructure and Properties of Electroplated Ni-Co Alloy CoatingsSutan Andreas Parlindungan HutaurukNo ratings yet
- 1 s2.0 S001346860701359X MainDocument6 pages1 s2.0 S001346860701359X MainAbraham Rojas Z.No ratings yet
- Vapour Phase Hydrogenation of Naphthalene On A Novel Ni-Containing Mesoporous Aluminosilicate CatalystDocument6 pagesVapour Phase Hydrogenation of Naphthalene On A Novel Ni-Containing Mesoporous Aluminosilicate Catalystioanaandra5690No ratings yet
- 2519-Article Text-4689-1-10-20210407Document19 pages2519-Article Text-4689-1-10-20210407yousif husseinNo ratings yet
- Treatment of Dye Solution Containing Colored Index Acid Yellow 36 by Electrocoagulation Using Iron ElectrodesDocument7 pagesTreatment of Dye Solution Containing Colored Index Acid Yellow 36 by Electrocoagulation Using Iron ElectrodesazerfazNo ratings yet
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Document11 pagesIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationNo ratings yet
- Vani 2021 IOP Conf. Ser. Mater. Sci. Eng. 1065 012029Document9 pagesVani 2021 IOP Conf. Ser. Mater. Sci. Eng. 1065 012029Arpan BhandariNo ratings yet
- Novel Surface Treatment Processes To Protect Metal SubstratesDocument1 pageNovel Surface Treatment Processes To Protect Metal SubstratesMohamed WahidNo ratings yet
- TMP 47 A7Document13 pagesTMP 47 A7FrontiersNo ratings yet
- Electroplating Plastics Amp EffectsDocument4 pagesElectroplating Plastics Amp EffectsAnonymous P5qwnfhlNo ratings yet
- Optimization of Industrial Copper Electrowinning SolutionsDocument13 pagesOptimization of Industrial Copper Electrowinning SolutionsEduardo CandelaNo ratings yet
- Anodized Aluminum AlloysDocument8 pagesAnodized Aluminum AlloysAnonymous w6v7JWfr5No ratings yet
- Effect of PH On FlotationDocument10 pagesEffect of PH On FlotationInnocent Achaye100% (1)
- 5.isca RJCS 2012 173Document6 pages5.isca RJCS 2012 173Raj RudrapaaNo ratings yet
- Offshore CorrosionDocument16 pagesOffshore CorrosionpkannanNo ratings yet
- 1 Corrosion PDFDocument15 pages1 Corrosion PDFGeorge_Wabag_2014No ratings yet
- Synthesis of Single-And Multi-Wall Carbon Nanotubes Over Supported CatalystsDocument12 pagesSynthesis of Single-And Multi-Wall Carbon Nanotubes Over Supported CatalystsThomas LewisNo ratings yet
- Zinc Plating EffectDocument14 pagesZinc Plating EffectSantiago TuestaNo ratings yet
- Tobacco Rob Extract As Green Corrosion Inhibitor For N80 Steel in HCL SolutionDocument20 pagesTobacco Rob Extract As Green Corrosion Inhibitor For N80 Steel in HCL Solutionsri sandra deviNo ratings yet
- Synthesis and Characterization of Nickel Nanoparticles by Hydrazine Reduction in Ethylene GlycolDocument5 pagesSynthesis and Characterization of Nickel Nanoparticles by Hydrazine Reduction in Ethylene GlycolCaleb Juárez ReyesNo ratings yet
- New Development of Anodic Electrocatalysts for Chlor-Alkali IndustryDocument11 pagesNew Development of Anodic Electrocatalysts for Chlor-Alkali Industryfaisal58650No ratings yet
- The Dehydrogenation of 2-Butanol Over Copper-Based Catalysts-Optimising Catalyst Composition and Determining Kinetic Parameters PDFDocument10 pagesThe Dehydrogenation of 2-Butanol Over Copper-Based Catalysts-Optimising Catalyst Composition and Determining Kinetic Parameters PDFYohana MelianthaNo ratings yet
- Pineapple Additive Electrodeposition EffectDocument15 pagesPineapple Additive Electrodeposition EffectOlasubomi OmowaNo ratings yet
- Electrodeposition and Corrosion Behavior of Zinc-Nickel Films Obtained From Acid Solutions: Effects of TEOS As AdditiveDocument11 pagesElectrodeposition and Corrosion Behavior of Zinc-Nickel Films Obtained From Acid Solutions: Effects of TEOS As AdditiveterNo ratings yet
- Photocatalytic Decolorization of Remazol Red RR in Aqueous Zno SuspensionsDocument6 pagesPhotocatalytic Decolorization of Remazol Red RR in Aqueous Zno SuspensionsSurendran BalakrishnanNo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- Zincalum - Galvanised Coating in H2SDocument10 pagesZincalum - Galvanised Coating in H2ScahyoNo ratings yet
- Paper 2Document13 pagesPaper 2saviyasathuNo ratings yet
- ZN - Ni Alloy Deposit For Cadmium Repalcement Applications: October 2013Document7 pagesZN - Ni Alloy Deposit For Cadmium Repalcement Applications: October 2013Nguyễn Ngọc SơnNo ratings yet
- 1495-Article Text-4716-1-10-20221115Document7 pages1495-Article Text-4716-1-10-20221115Herda CahyaningrumNo ratings yet
- ProsidingDocument465 pagesProsidingMuhammad Arif Setiawan100% (1)
- Decolourisation of Textile Dyeing Wastewater by Modified Solar PhotoFenton ProcessDocument18 pagesDecolourisation of Textile Dyeing Wastewater by Modified Solar PhotoFenton ProcessUtkarsh PatilNo ratings yet
- Terje MahanDocument15 pagesTerje MahanErikaNo ratings yet
- ivy-AAO ExperimentDocument9 pagesivy-AAO Experimentxiyu sunNo ratings yet
- Electrolytic Activity of Carbon-supportedPt-Au Nano Particles ForDocument7 pagesElectrolytic Activity of Carbon-supportedPt-Au Nano Particles ForAmitvikram DubeyNo ratings yet
- Corrosion Behavior of Ni Steels in Aerated 3.5-Wt.% Nacl Solution at 25ºc by Potentiodynamic MethodDocument12 pagesCorrosion Behavior of Ni Steels in Aerated 3.5-Wt.% Nacl Solution at 25ºc by Potentiodynamic MethodHassen LazharNo ratings yet
- Baybars Ali Fil, and Mustafa Korkmaz, Cengiz ÖzmetinDocument6 pagesBaybars Ali Fil, and Mustafa Korkmaz, Cengiz ÖzmetinAmmr MahmoodNo ratings yet
- Kinetics and Equilibrium Adsorption Study of Lead (II) Onto Activated Carbon Prepared From Coconut ShellDocument7 pagesKinetics and Equilibrium Adsorption Study of Lead (II) Onto Activated Carbon Prepared From Coconut ShellsureshbabuchallariNo ratings yet
- TMP 2 B55Document24 pagesTMP 2 B55FrontiersNo ratings yet
- Electropolishing of Re-Melted SLM Stainless Steel 316L Parts Using Deep Eutectic Solvents: 3 9 3 Full Factorial DesignDocument11 pagesElectropolishing of Re-Melted SLM Stainless Steel 316L Parts Using Deep Eutectic Solvents: 3 9 3 Full Factorial DesignSumantra AaryaNo ratings yet
- Accepted ManuscriptDocument30 pagesAccepted ManuscriptASTRID BARCO TULANDENo ratings yet
- Desalination: Feryal Akbal, Selva Camc IDocument9 pagesDesalination: Feryal Akbal, Selva Camc IMauro FerrareseNo ratings yet
- Journal of Hazardous MaterialsDocument8 pagesJournal of Hazardous MaterialsmiladrahimianNo ratings yet
- Adsorption and Corrosion Inhibition of New Synthesized Pyridazinium-Based Ionic Liquid On Carbon Steel in 0.5 M H SODocument9 pagesAdsorption and Corrosion Inhibition of New Synthesized Pyridazinium-Based Ionic Liquid On Carbon Steel in 0.5 M H SOHyd BenNo ratings yet
- Corrosion Science: Gang Kong, Lingyan Liu, Jintang Lu, Chunshan Che, Zheng ZhongDocument6 pagesCorrosion Science: Gang Kong, Lingyan Liu, Jintang Lu, Chunshan Che, Zheng ZhongEva Pa'e ONo ratings yet
- Direct Electrochemical Reduction of Indigo: Process Optimization and Scale-Up in A Ow CellDocument5 pagesDirect Electrochemical Reduction of Indigo: Process Optimization and Scale-Up in A Ow CellKarrar HaiderNo ratings yet
- Surface Plasmon Enhanced, Coupled and Controlled FluorescenceFrom EverandSurface Plasmon Enhanced, Coupled and Controlled FluorescenceNo ratings yet
- CDR Pdfs-Indexed-504 1 PDFDocument10 pagesCDR Pdfs-Indexed-504 1 PDFJeremy MurrayNo ratings yet
- Evolution of Process Structrues of MemsDocument5 pagesEvolution of Process Structrues of MemsvsmurthytNo ratings yet
- Fabrication of Test Structures To Monitor Stress in SU-8 Films Used For MEMS ApplicationsDocument6 pagesFabrication of Test Structures To Monitor Stress in SU-8 Films Used For MEMS ApplicationsJeremy MurrayNo ratings yet
- PDFDocument6 pagesPDFJeremy MurrayNo ratings yet
- MapLayersGDS .TxtetstDocument1 pageMapLayersGDS .TxtetstJeremy MurrayNo ratings yet
- Sustainability Presentation On RecyclingDocument25 pagesSustainability Presentation On Recyclingapi-280793093No ratings yet
- Toplotna Pumpa Hidria Clint - Eu - Cha K - 182 P 604 P - cls61.7 EngDocument2 pagesToplotna Pumpa Hidria Clint - Eu - Cha K - 182 P 604 P - cls61.7 EngMuhidin KozicaNo ratings yet
- Happy Fishing Lab Tragedy of The CommonsDocument2 pagesHappy Fishing Lab Tragedy of The Commonsme0w mayoNo ratings yet
- How To Solve Eating Difficulty in ChildrenDocument5 pagesHow To Solve Eating Difficulty in Childrenhardika damanikNo ratings yet
- Hydrao Smart Shower Head 2020 ProposalDocument10 pagesHydrao Smart Shower Head 2020 Proposalapi-310288926No ratings yet
- ENVI-PUR Operating Instructions BC 51-200Document72 pagesENVI-PUR Operating Instructions BC 51-200Merzouq IngNo ratings yet
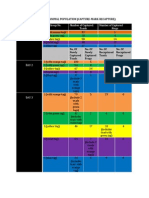
- Day Group No. Number of Captured Toads Number of Captured Frogs Day 1Document5 pagesDay Group No. Number of Captured Toads Number of Captured Frogs Day 1Sheila Marey Morata LibraoNo ratings yet
- Addis Ababa University: Course: Environmental PlanningDocument30 pagesAddis Ababa University: Course: Environmental PlanningHabtie Habtie ZewduNo ratings yet
- Tourism in Bangladesh in 2100Document28 pagesTourism in Bangladesh in 2100Md. Mamun Hasan BiddutNo ratings yet
- RacDocument26 pagesRacgurunakhale123No ratings yet
- Properties of WaterDocument23 pagesProperties of WaterNiken Rumani100% (1)
- Planning Principles of Arid Zone SettlementDocument17 pagesPlanning Principles of Arid Zone SettlementGarimaNo ratings yet
- Musi River Pollution Its Impact On Health and Economic Conditions of Down Stream Villages-A StudyDocument12 pagesMusi River Pollution Its Impact On Health and Economic Conditions of Down Stream Villages-A StudyBest MhikeNo ratings yet
- Dams Safety Committee Annual Report 2012 / 2013Document65 pagesDams Safety Committee Annual Report 2012 / 2013Evren SeyrekNo ratings yet
- Fabrication of Pedal Powered Water Purifier: V.Sridhar, G.Vinay, K.Sai Ram, B.Ajay RamDocument9 pagesFabrication of Pedal Powered Water Purifier: V.Sridhar, G.Vinay, K.Sai Ram, B.Ajay Ramvidu rathodNo ratings yet
- Total Azolla ZS 150 - MSDSDocument5 pagesTotal Azolla ZS 150 - MSDSTya 'iyoet' KiranaNo ratings yet
- Texas Water Utility HandbookDocument250 pagesTexas Water Utility HandbookjosedevianaNo ratings yet
- 1BAcid Base Worksheet1Document4 pages1BAcid Base Worksheet1Pramudith LiyanageNo ratings yet
- A Guide To Rooftop GardeningDocument41 pagesA Guide To Rooftop GardeningdantranzNo ratings yet
- Poultry health lab test resultsDocument3 pagesPoultry health lab test resultsNoni sasanti mpNo ratings yet
- Introduction To Cooling Towers Quiz PDF FINALDocument12 pagesIntroduction To Cooling Towers Quiz PDF FINALخالدNo ratings yet
- Basic Refrigeration & Air ConditioningDocument152 pagesBasic Refrigeration & Air ConditioningRiza Agung NugrahaNo ratings yet