QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 1
I List of Clue-Generating Tools
a. Multi-Vari Analysis
b. Concentration Charts
c. Component Search
d. Paired Comparison
e. Product/Process Search
III. DOE Optimization
a. Scatter Plot - to Achieve Realistic
Specification and Tolerances
b. Response Surface Method
(RSM) - to Optimize Interactions
II. Formal Design of Experiment
Technique to Characterize a
Product / Process
a. Variable Search
b. The Full Factorial
c. B versus C
Statistical Process
Control:
a. Pre-control
Simple & effective technique
of Process Control
V. Transition from DOE to
Statistical Process Control
a. Positrol:
Holding the gains
B. Process Certification:
Eliminating Peripheral
Causes of Poor Quality
Shainins Methods Practical Design of Experiment
Shainins DOE Tools
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 2
CLUE GENERATION TOOLS
Multi-vary
Experiments
to reduce a larger number of unknowns and unmanageable causes of variation into a much
smaller of related variables containing the Red X (i.e most dominant cause.)
It is a graphical technique to zoom in to the most likely cause of the problem by eliminating
non-contributing causes of variation.
In most application, multi-vari technique acts as the first filter which later followed by other
clue generation tools.
Concentration
Charts
Sequel to Multi-vary Experiments. It is used to pinpoint repetitive defects
by location or components
Determines how a product/process is running; a quick snapshots without massive historical
data and can be substitute for replace process capability studies in some white collar
applications
Normally used when the Red X is within-unit
Min 9 to 15 or until 80% of historic variation is captured.
Component
Search
From hundred of thousands of components/ subassemblies, home in the Red X, capturing
the magnitude of ALL important main effects and interaction effects.
Normally used when there are two differently performing assemblies ( labeled as good
and bad) with interchangeable components (electric motors, suspension system of a
car..)
Typically use at prototype, engineering pilot run, production pilot run, or in field.
Require only 2 samples One(1) good unit and one(1) bad unit
I List of Clue-Generating Tools
a. Multi-Vari Analysis
b. Concentration Charts
c. Component Search
d. Paired Comparison
e. Product/Process Search
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 3
CLUE GENERATING TOOLS
Paired Comparison
Used to identify the Red X when the good and bad units, assembly or
subassembly cannot disassemble and reassemble without damaging or
destroying or radically changing the good and bad units properties.
Use in situation where there are two differently performing assemblies (
labeled as good and bad) incapable of interchangeable of the
components.
Commonly used in New product and/or process design production, field,
support services, administrative works, farms, hospital, and schools.
It is a logical sequence to component search, when the Red X, distilled
from the system, subsystem, and subassembly component search, cannot
be disassemble any further.
Sample size required : 12 to 16 - 6 to 8 good units and 6 to 8 bad
units in rank order.
Product Process Search
To identify important product variables identified with paired comparison.
To identify important process variables associated with 8 good and 8 bad
products.
Commonly used in situation where it is difficult to isolate important process
variables with multi-vari
Typically used during prototype, engineering pilot run, production pilot run,
in field or in full production
Sample size required: Sufficient units through a process to produce 8
good units and 8 bad units and their associated process parameters
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 4
FORMAL DESIGN OF EXPERIMENT TECHNIQUES
Variable Search
Excellent problem prevention tools normally used to Pinpoint the Red X,
Pink X etc.
Capture the Magnitude of all important main effects and interaction
effects. Of the red X, pink X etc.
To identify any unimportant factors so that their tolerances can be
liberated to reduce cost.
Normally used when there are High Number of variable to investigate (
5 to 20 variables).
Application in white collar work (off-line quality control).
Typically used in R& D , Development engineering, Product Process
Characterization in Production .
For pinpointing the Red X after Multi-Vari or Paired Comparison
experiments have been conducted.
Sample Size required - 1 to 20
Full Factorial
Variable Search
Latin Square
Plackett-Burman
Fractional Factorial
Taguchi Orthogonal
Array
PUREST
Most CONTAMINATED
II. Formal Design of Experiment
Technique to Characterize a
Product / Process
a. Variable Search
b. The Full Factorial
c. B versus C
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 5
FORMAL DESIGN OF EXPERIMENT TECHNIQUES
B versus C
Basically used as Verification Tool.
To predict how much better a given product or process is than
another, with confidence of 90% or higher.
To assure the permanency of an improved product or process over a
previous one.
To select one product or process over another, even if there is not
improvement in quality, because of some tangible benefits, such as
cost or cycle time.
To evaluate more than just two product, processes, materials
(B,C,D,E etc) simultaneously
Full Factorial
To determined which of the 2,3 or 4 variables - filtered through one
or more clue-generation techniques- are important and which are
unimportant;
To open up tolerance of the unimportant variables to reduce costs;
To quantify the magnitude and desired direction of the unimportant
variables and their interaction effects, and to tighten the tolerance
of these variables to achieve a Cp, Cpk = 2.00 and more;
Investigative tool at design or prototype stage where samples
are limited for other clue-generating tools.;
Note: Even though Full factorial experiment is a problem-solving
tool, it is not recommended to use it as a start of a problem
investigation bypassing other clue generation tools.
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 6
DOE FOR OPTIMIZATION
Scatter plot
Used to establish Realistic Specifications and Realistic Tolerances.
Used to adjust or Tighten the Tolerances of the important
product/process or Red X variables to achieve high Cpks.
Open up the Tolerances of the unimportant variables to reduce cost.
Response Surface Methods
(RSM)
To determine the BEST combinations of levels of two or more
INTERACTING input variables ( identified in previous DOE
experiments) to achieve a maximum, minimum , or optimum Green Y
( Response, output and Green Y are the same terms).
III. DOE Optimization
a. Scatter Plot - to Achieve Realistic
Specification and Tolerances
b. Response Surface Method
(RSM) - to Optimize Interactions
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 7
Vi) Statistical Process
Control:
a. Pre-control
Simple & effective technique
of Process Control
V. Transition from DOE to
Statistical Process Control
a. Positrol:
Holding the gains
B. Process Certification:
Eliminating Peripheral
Causes of Poor Quality
TRANSITION FROM DOE TO SPC
Positrol
The POSITROL plan determines:
a) WHAT the variable characterized and optimized through
previous DOE experiment.
B) WHO should be performing the monitoring, measuring and
recording each of important variables.
C) HOWdetermines the correct instrumentation to measure
these important variables( observing the 5:1 rule ).
D) WHERE determine optimum location of measuring the
process parameters so that it truly reflects the correct value.
E)WHEN is the frequency of measurement, determine initially
by engineering judgment, but later by pre-control.
Process Certification
Use process certification to eliminate the Peripheral Causes of
Variation and Poor Quality such as:
Management/supervision inadequacy
Violation of Good Manufacturing Practices (GMP)
Plant/Equipment inattention
Environment Neglect
Human Shortcomings
STATISTICAL PROCESS CONTROL
SPC: Pre-Control
The use of simple and cost effective pro-control chart and reaction
plan to ensure the process sustain the improvement achieved.
Typically at the last stage of improvement process.
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 8
Problem Solving Framework - linking all the Shainins Tools
ProblemSolving Steps Objectives Common Shainins DOE Tools
[Link] the problem
( Green Y)
Proper Understanding and defining
the problem at hand.
2. Quantify and measure the
Green Y
To pinpoint the problem
Improve the resolution of the
problem
Measure scatter plot
Use Likert Scale to convert
attributes into variables
[Link] History (problem
history, defect rate, cost)
Understanding historical
background of the problem
Trends (Pareto, Defect rate,
Cost )
[Link] Clues To identify all possible causes of the
problem and sources of variation
To identify the possible
variables/factors related to the
problem
Multi-vari ( including
concentration chart)
Component Search
Paired Comparison
Product/Process Search
[Link] Design of Experiment
(DOE)
To identify the possible process
variables/factors related to the
problem
To identify the possible
parts/components related to the
problem
Variable Search
Full Factorial
B vs.C
6. Turn Problem on and Off
ensuring permanence of
improvement
To validate the possible
parts/components related to the
problem
> B vs. C
7. Establish realistic specification
and Tolerances (optimize)
To specified the optimize the Red X
( significant cause(s) ) with proper
tolerances.
Scatter Plot
Response Surfaced Method
(RSM)
8. 8. Hold the process
improvement gains
To maintain the improvement
achieved through well defined series
of control mechanisms
Positirol
9. Hold the Gain with SPC Manage the improved / validate
process
Daily management of the process
Pre-control
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 9
Note: Solving for the Red X, Pink X and Pale Pink X can:
1. Reduce variation
3. Eliminate the Green Y (problem)
2. Achieve Cpk of 2.00 to 10.00 with one, two or three experiments
50%
Green Y
1 2 3 4 5 6 7
Causes/variable/factors/component/parts
The Vital Few
The Trivial Many
Red X
Pink X
Pale Pink X
Relationship between Green Y and Red X : Pareto Principle
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 10
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
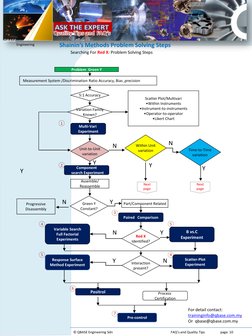
Searching For Red X: Problem Solving Steps
Problem Green Y
Measurement System /Discrimination Ratio Accuracy, Bias ,precision
5:1 Accuracy
Variation Family
Known?
Unit-to-Unit
variation
Within Unit
variation
Time-to-Time
variation
Component
search Experiment
Assemble/
Reassemble
Green Y
Constant?
Progressive
Disassembly
Part/Component Related
Multi-Vari
Experiment
Paired Comparison
Red X
Identified?
B vs.C
Experiment
Variable Search
Full Factorial
Experiments
Interaction
present?
Scatter-Plot
Experiment
Response Surface
Method Experiment
Process
Certification
Positrol
Pre-control
Scatter Plot/Multivari
Within Instruments
Instrument-to-instruments
Operator-to-operator
Likert Chart
Shainins Methods Problem Solving Steps
Next
page
Next
page
1
2
3
4 5
4 5
6
7
Y
Y
N
N
Y
Y
N Y
N Y
Y N
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 11
Unit-to-Unit
variation
Within Unit
variation
Time-to-Time
variation
Concentration
Chart
Paired
Comparison
Red X
Identified?
B vs.C
Experiment
Variable Search
Full Factorial
Experiments
Interaction
present?
ScatterPlot
Experiment
Response Surface
Method Experiment
Process
Certification
Positrol
Pre-control
From
Previous
Page
Next
page
Refer to
Previous
Page
Searching For Red X: Problem Solving Steps
Shainins Methods Problem Solving Steps
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
N Y
Y
N
N
N
y
QBASE
Engineering
QBASE Engineering Sdn FAQs and Quality Tips page 12
Unit-to-Unit
variation
Within Unit
variation
Time-to-Time
variation
Product
Process Search
Red X
Identified?
B vs.C
Experiment
Variable Search
Full Factorial
Experiments
Interaction
present?
ScatterPlot
Experiment
Response Surface
Method Experiment
Process
Certification
Positrol
Pre-control
From
Previous
Page
Refer to
Previous
Page
Refer to
Previous
Page
Searching For Red X: Problem Solving Steps
Shainins Methods Problem Solving Steps
For detail contact:
traininginfo@[Link]
Or qbase@[Link]
N Y
Y
Y