You might also like
- Nikos MIDI Pack - Chord Progression GuideDocument5 pagesNikos MIDI Pack - Chord Progression GuideSamuel ThompsonNo ratings yet
- Wealth and Poverty in The Book of Proverbs PDFDocument133 pagesWealth and Poverty in The Book of Proverbs PDFMaahes Cultural Library100% (1)
- Quality Assurance Manual: MIL-STD-45208ADocument37 pagesQuality Assurance Manual: MIL-STD-45208AJessica JamesNo ratings yet
- Temecula Quality Plating AS9100 REV C MANUALDocument13 pagesTemecula Quality Plating AS9100 REV C MANUALHoang TanNo ratings yet
- Coatings Audit Handbook Nov 2011Document19 pagesCoatings Audit Handbook Nov 2011Neil PiersonNo ratings yet
- Manufacturing Process Validation - NewDocument34 pagesManufacturing Process Validation - Newavrahamharris100% (1)
- 11.01.00 Calibration of Inspection Measuring and Test EquipmentDocument11 pages11.01.00 Calibration of Inspection Measuring and Test EquipmentSanjeev Reddy Kasula100% (1)
- Quick Die Change in HammersDocument16 pagesQuick Die Change in HammersBalram JiNo ratings yet
- QMS P 007 Procedure For Magnetic Particle Testing Revision 0Document18 pagesQMS P 007 Procedure For Magnetic Particle Testing Revision 0Mohamed Tarek Hamam100% (3)
- Manufacturing Process Audit: Example ReportDocument25 pagesManufacturing Process Audit: Example ReportJawad rahmanaccaNo ratings yet
- AC7114 Rev F - Nadcap NonDestructive Testing (NDT) Suppliers Accreditation Program Audit Criteria (To Be Used On or AFTER 1-JUL-12)Document23 pagesAC7114 Rev F - Nadcap NonDestructive Testing (NDT) Suppliers Accreditation Program Audit Criteria (To Be Used On or AFTER 1-JUL-12)skluxNo ratings yet
- Helium Leak Testing DubaiDocument32 pagesHelium Leak Testing DubaiAbhijitNo ratings yet
- Existentialism in CinemaDocument25 pagesExistentialism in CinemanormatthewNo ratings yet
- Guidelines Overall NDT Quality System Issue 1 080618Document73 pagesGuidelines Overall NDT Quality System Issue 1 080618HassanSoboh100% (2)
- NDT Audit Check ListDocument7 pagesNDT Audit Check ListShrikant Utekar50% (6)
- Quality Manual: UncontrolledDocument23 pagesQuality Manual: UncontrolledSiddhartha SrivastavaNo ratings yet
- Acceptance Sampling InspectionDocument8 pagesAcceptance Sampling InspectionsachinNo ratings yet
- 1.0 ITP - Pole Inspection and Test Plan R1Document7 pages1.0 ITP - Pole Inspection and Test Plan R1iobtecNo ratings yet
- Quality PlanDocument11 pagesQuality PlanArief Bahtiar BahryNo ratings yet
- Inspection Test Plan Rev 1Document2 pagesInspection Test Plan Rev 1Mohd KhairiNo ratings yet
- Vernier Calibration ProcedureDocument12 pagesVernier Calibration ProcedureAaron QuinnNo ratings yet
- Weldment Visual Inspection RequirementsDocument10 pagesWeldment Visual Inspection RequirementsKarthik P MuraliNo ratings yet
- Preventive Maintenance PlanDocument3 pagesPreventive Maintenance PlanBalram Ji86% (7)
- Equipment Master List (Updated On 14 November 2014)Document5 pagesEquipment Master List (Updated On 14 November 2014)vsnaiduqcNo ratings yet
- Route Card: Material SummaryDocument7 pagesRoute Card: Material SummaryBalram Ji100% (1)
- Saep 1146Document8 pagesSaep 1146Ronanki RaviNo ratings yet
- WI-824-003 First Article InspectionDocument2 pagesWI-824-003 First Article InspectionAndreas Schlager100% (1)
- Handling of InstrumentsDocument10 pagesHandling of InstrumentsBalram JiNo ratings yet
- Calibration Interval 1Document7 pagesCalibration Interval 1fajar_92No ratings yet
- QA QC ManualDocument25 pagesQA QC ManualWaldo At100% (1)
- Ferrite ContentDocument5 pagesFerrite ContentMohammad Rizwan100% (1)
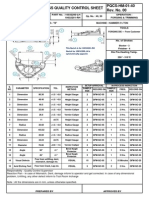
- PQCS Tube Flange Rough - ForgingDocument1 pagePQCS Tube Flange Rough - ForgingBalram JiNo ratings yet
- SOP 006 Rev - NC Calibration & Verification of EquipmentDocument5 pagesSOP 006 Rev - NC Calibration & Verification of EquipmentmeongNo ratings yet
- Argon Pure GasDocument2 pagesArgon Pure GasRaghu Pathy100% (1)
- Quality AssuranceDocument2 pagesQuality Assurancevikasphopale1100% (1)
- Rework Record For Heat Treated Parts: Original Production DetailsDocument1 pageRework Record For Heat Treated Parts: Original Production DetailsBalram Ji100% (2)
- Sample NTD Inspection ReportDocument127 pagesSample NTD Inspection ReportGeorge NicolaidesNo ratings yet
- Supplier Audit Check SheetDocument33 pagesSupplier Audit Check SheetMotive PostNo ratings yet
- Ac7114-5 - Rev - 0 Audit Criteria For Nondestructive Testing Facility Eddy Current SurveyDocument15 pagesAc7114-5 - Rev - 0 Audit Criteria For Nondestructive Testing Facility Eddy Current SurveyskluxNo ratings yet
- Dimensional Inspection ReportDocument2 pagesDimensional Inspection Reportshabbir626No ratings yet
- KQP 16 Inspection & Testing Rev 04Document11 pagesKQP 16 Inspection & Testing Rev 04Mohd Isa HarunNo ratings yet
- Leadership and Management in Different Arts FieldsDocument10 pagesLeadership and Management in Different Arts Fieldsjay jayNo ratings yet
- D.Muthu Swamy: QMS Lead AuditorDocument4 pagesD.Muthu Swamy: QMS Lead Auditormuthuswamy77No ratings yet
- VT Procedure 1Document1 pageVT Procedure 1Mahmoud Alwasif50% (2)
- Sms Mockup Testing ProcedureDocument19 pagesSms Mockup Testing ProcedureIksan Adityo Mulyo100% (1)
- PmiDocument10 pagesPmiparaneetharanNo ratings yet
- SubaruDocument7 pagesSubaruclaude terizlaNo ratings yet
- WPQR Sample FormDocument1 pageWPQR Sample FormshwayeNo ratings yet
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13100% (1)
- Pmi Testing ProcedureDocument4 pagesPmi Testing ProcedureDhanushNo ratings yet
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- NDT Procedure Reshadat Project Complete Rev1Document165 pagesNDT Procedure Reshadat Project Complete Rev1sherviny100% (2)
- SOP For Yield Range For TV Batches With CommentsDocument5 pagesSOP For Yield Range For TV Batches With CommentsPurushothaman SubramanianNo ratings yet
- The Welding Inspection Services Are Define in Three Stages As BelowDocument9 pagesThe Welding Inspection Services Are Define in Three Stages As BelowdeliNo ratings yet
- NDT ProceduresDocument7 pagesNDT ProceduresDavid DaemmejNo ratings yet
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Document5 pagesStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomNo ratings yet
- RNS - NDT - MT - 001 Rev.0Document10 pagesRNS - NDT - MT - 001 Rev.0Goutam Kumar DebNo ratings yet
- Incoming Inspection-Qmp-Qc-01Document2 pagesIncoming Inspection-Qmp-Qc-01Rohit VishwakarmaNo ratings yet
- QF Qa 30 Visual Dimension Final Inspection ReportDocument8 pagesQF Qa 30 Visual Dimension Final Inspection ReportVikas Mani TripathiNo ratings yet
- QMS P 008 Procedure For Liquid Penetrant Testing Revision 0Document9 pagesQMS P 008 Procedure For Liquid Penetrant Testing Revision 0Jai BhandariNo ratings yet
- Quality Audit NotesDocument17 pagesQuality Audit NotesFlex GodNo ratings yet
- AC7122-R Rev CDocument33 pagesAC7122-R Rev CNamelezz ShadowwNo ratings yet
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- WI-INSP-11 R0 Work Instruction-Fastener InspDocument3 pagesWI-INSP-11 R0 Work Instruction-Fastener InspRakesh MishraNo ratings yet
- 7 Methods of Coating Thickness MeasurementDocument7 pages7 Methods of Coating Thickness MeasurementRauf AliyevNo ratings yet
- Supplier Quality Assessment Questionnaire (CA-017FRM)Document5 pagesSupplier Quality Assessment Questionnaire (CA-017FRM)Mustafa AydemirNo ratings yet
- F 8.4 PU 03 - PRF Supplier Audit Check Sheet - EMFDocument13 pagesF 8.4 PU 03 - PRF Supplier Audit Check Sheet - EMFkumar QANo ratings yet
- Mil STD 105eDocument76 pagesMil STD 105eAli HassanNo ratings yet
- PFEMA Attachment B Rev 16fe15Document1 pagePFEMA Attachment B Rev 16fe15Saulo TrejoNo ratings yet
- 1 0 ITP Pole Inspection and Test Plan R1Document7 pages1 0 ITP Pole Inspection and Test Plan R1omarqasimNo ratings yet
- Design of A Double Acceptance Sampling Plan To Minimize A Consumer's Risk Considering An OC Curve PDFDocument5 pagesDesign of A Double Acceptance Sampling Plan To Minimize A Consumer's Risk Considering An OC Curve PDFAbid YusufNo ratings yet
- Chap-02 Pair ofDocument9 pagesChap-02 Pair ofBalram JiNo ratings yet
- Oerlikon Checklist 2012Document14 pagesOerlikon Checklist 2012Balram JiNo ratings yet
- Tootan Wala KhoohDocument92 pagesTootan Wala KhoohBalram Ji100% (3)
- Stavax ESRDocument13 pagesStavax ESRBalram JiNo ratings yet
- Ramya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Document1 pageRamya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Balram JiNo ratings yet
- Kmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtDocument1 pageKmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtBalram JiNo ratings yet
- Lea - 5SDocument1 pageLea - 5SallanjulesNo ratings yet
- PQCS Tube Flange Rough - CuttingDocument1 pagePQCS Tube Flange Rough - CuttingBalram JiNo ratings yet
- Jominy Formula SheetDocument2 pagesJominy Formula SheetBalram JiNo ratings yet
- Job Specification For Recruitment (HEAT SHOP)Document2 pagesJob Specification For Recruitment (HEAT SHOP)Balram JiNo ratings yet
- Technical Delivery Condition: Applicable To Parts: Ring WCFN0055Document4 pagesTechnical Delivery Condition: Applicable To Parts: Ring WCFN0055Balram JiNo ratings yet
- Shewhart Individuals Control ChartDocument2 pagesShewhart Individuals Control ChartBalram JiNo ratings yet
- Work Instructions - Nickel Spot TestDocument2 pagesWork Instructions - Nickel Spot TestBalram JiNo ratings yet
- Why SpiritualityDocument37 pagesWhy SpiritualityBalram JiNo ratings yet
- Job Specification For Recruitment (MACHINE SHOP)Document2 pagesJob Specification For Recruitment (MACHINE SHOP)Balram JiNo ratings yet
- Job Specification For Recruitment (Electrical)Document2 pagesJob Specification For Recruitment (Electrical)Balram JiNo ratings yet
- Job Specification For Recruitment Forging - Page 2Document1 pageJob Specification For Recruitment Forging - Page 2Balram JiNo ratings yet
- Enlightened ExperimentationDocument8 pagesEnlightened ExperimentationRaeed HassanNo ratings yet
- SafetyRelay CR30Document3 pagesSafetyRelay CR30Luis GuardiaNo ratings yet
- PDFDocument40 pagesPDFAndi NursinarNo ratings yet
- DIR-819 A1 Manual v1.02WW PDFDocument172 pagesDIR-819 A1 Manual v1.02WW PDFSerginho Jaafa ReggaeNo ratings yet
- Lesson 1 3 Transes in Reading in Philippine HistoryDocument17 pagesLesson 1 3 Transes in Reading in Philippine HistoryNAPHTALI WILLIAMS GONo ratings yet
- Vitamins - CyanocobalaminDocument12 pagesVitamins - CyanocobalaminK PrashasthaNo ratings yet
- Genuine Fakes: How Phony Things Teach Us About Real StuffDocument2 pagesGenuine Fakes: How Phony Things Teach Us About Real StuffGail LeondarWrightNo ratings yet
- KLA28 ProductsapplicationpresetDocument2 pagesKLA28 ProductsapplicationpresetcarxmozNo ratings yet
- G10 Lesson2 DLPDocument13 pagesG10 Lesson2 DLPAngeles, Mark Allen CNo ratings yet
- The Rise of Australian NovelDocument412 pagesThe Rise of Australian NovelSampath Kumar GummadiNo ratings yet
- 40 Sink and FloatDocument38 pages40 Sink and Floatleandro hualverdeNo ratings yet
- Literature Review Template DownloadDocument4 pagesLiterature Review Template Downloadaflsigfek100% (1)
- SilmaDocument12 pagesSilmanobleconsultantsNo ratings yet
- DirectionDocument1 pageDirectionJessica BacaniNo ratings yet
- Sale Counter List JuneDocument9 pagesSale Counter List Junep6a4nduNo ratings yet
- Application of The Strain Energy To Estimate The Rock Load in Non-Squeezing Ground ConditionDocument17 pagesApplication of The Strain Energy To Estimate The Rock Load in Non-Squeezing Ground ConditionAmit Kumar GautamNo ratings yet
- 8 A - 1615864446 - 1605148379 - 1579835163 - Topic - 8.A.EffectiveSchoolsDocument9 pages8 A - 1615864446 - 1605148379 - 1579835163 - Topic - 8.A.EffectiveSchoolsYasodhara ArawwawelaNo ratings yet
- I. Learning Objectives / Learning Outcomes: Esson LANDocument3 pagesI. Learning Objectives / Learning Outcomes: Esson LANWilliams M. Gamarra ArateaNo ratings yet
- Grade 3 - Unit 1 Increase and Decrease PatternDocument7 pagesGrade 3 - Unit 1 Increase and Decrease PatternKyo ToeyNo ratings yet
- DJ Crypto ResumeDocument1 pageDJ Crypto ResumeNitin MahawarNo ratings yet
- Based On PSA 700 Revised - The Independent Auditor's Report On A Complete Set of General Purpose Financial StatementsDocument12 pagesBased On PSA 700 Revised - The Independent Auditor's Report On A Complete Set of General Purpose Financial Statementsbobo kaNo ratings yet
- Job Satisfaction VariableDocument2 pagesJob Satisfaction VariableAnagha Pawar - 34No ratings yet
- Pioneer 1019ah-K Repair ManualDocument162 pagesPioneer 1019ah-K Repair ManualjekNo ratings yet
- (Sat) - 072023Document7 pages(Sat) - 072023DhananjayPatelNo ratings yet
- Very Narrow Aisle MTC Turret TruckDocument6 pagesVery Narrow Aisle MTC Turret Truckfirdaushalam96No ratings yet