You might also like
- Storage Tanks Overfill Prevention Better PracticesDocument2 pagesStorage Tanks Overfill Prevention Better PracticesRicardo Bec100% (1)
- Evaporative Rates of A SpillDocument3 pagesEvaporative Rates of A SpillkurtbkNo ratings yet
- Column Pressure ControlDocument11 pagesColumn Pressure ControlrajeshbharatNo ratings yet
- Easily Find The Wetted Surface Area of Side HeadsDocument4 pagesEasily Find The Wetted Surface Area of Side HeadsЛеонид КорельштейнNo ratings yet
- Control Valve DPDocument8 pagesControl Valve DPAmit SawantNo ratings yet
- Baker 2 Phase FlowDocument2 pagesBaker 2 Phase FlowSteve WanNo ratings yet
- Pressure Drop Calculation in Sieve Plate Distillation ColumnDocument15 pagesPressure Drop Calculation in Sieve Plate Distillation ColumnAnoop Kumar GuptaNo ratings yet
- Vapor Liquid Separator PDFDocument10 pagesVapor Liquid Separator PDFClemenNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNo ratings yet
- The Weby's: PSV Selection For BeginnerDocument15 pagesThe Weby's: PSV Selection For BeginnerShanmuga MuthukumarNo ratings yet
- Self Venting Drain PDFDocument4 pagesSelf Venting Drain PDFIBIKUNLENo ratings yet
- HP New Analysis For FlaresDocument0 pagesHP New Analysis For Flareskataria200784No ratings yet
- Designing For Pressure Releases-Part 1Document3 pagesDesigning For Pressure Releases-Part 1john VilladaNo ratings yet
- Heat-Exchanger Bypass Control: William L. LuybenDocument9 pagesHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- Process STD 400-1.2 PDFDocument71 pagesProcess STD 400-1.2 PDFBassemNo ratings yet
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDocument6 pages4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMNo ratings yet
- Using DIERS Two-Phase Equations To Estimate Tube Rupture FlowratesDocument8 pagesUsing DIERS Two-Phase Equations To Estimate Tube Rupture FlowratesAugusto Jorge Lozada100% (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- UniSim Flare Getting Started GuideDocument62 pagesUniSim Flare Getting Started GuideSaputra100% (1)
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsFrom EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsRating: 2 out of 5 stars2/5 (1)
- Aspen Hysys Dynamics Process ControlDocument6 pagesAspen Hysys Dynamics Process ControlAkhi Sofi0% (1)
- Tube Rupture. Dynamic SimulationDocument5 pagesTube Rupture. Dynamic SimulationAbbasNo ratings yet
- Solving Vessel Equations PDFDocument5 pagesSolving Vessel Equations PDFNaturasfera Suplementos AlimenticiosNo ratings yet
- Catalyst Passivation For Safer, More Efficient TurnaroundsDocument4 pagesCatalyst Passivation For Safer, More Efficient TurnaroundsAltif AboodNo ratings yet
- The Design and Operation of Offshore Relief - Venting SystemsDocument24 pagesThe Design and Operation of Offshore Relief - Venting SystemsMichael HaiseNo ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- Relief Device Inlet Piping, Beyond The 3 Percent RuleDocument6 pagesRelief Device Inlet Piping, Beyond The 3 Percent RulekronafNo ratings yet
- Surge Control Dynamic Simulation Centrifugal CompDocument3 pagesSurge Control Dynamic Simulation Centrifugal CompAnil B YadavNo ratings yet
- Applying Relief Load Calculation MethodsDocument9 pagesApplying Relief Load Calculation MethodsKamil Marszałek100% (1)
- Sizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesDocument5 pagesSizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesJavierNo ratings yet
- PSV Sizing For Tube RuptureDocument25 pagesPSV Sizing For Tube Ruptureanghel_florin82No ratings yet
- Purge Gas OptimizationDocument7 pagesPurge Gas OptimizationVangapanduSrinivasarao100% (2)
- FAYF-Causes of OverpressureDocument1 pageFAYF-Causes of OverpressurejargiaNo ratings yet
- Hysys Liquid PumpingDocument8 pagesHysys Liquid PumpingEkundayo JohnNo ratings yet
- Vessel Sizing For Hysys SimulationDocument1 pageVessel Sizing For Hysys SimulationSaravanan Ilango100% (1)
- Piping Design 5 PDFDocument9 pagesPiping Design 5 PDFSandra MArrugo100% (1)
- A I Che Weir Loading SPR 2009Document13 pagesA I Che Weir Loading SPR 2009mehul10941No ratings yet
- Estimate Two-Phase Flow in Safety DevicesDocument5 pagesEstimate Two-Phase Flow in Safety DevicesHoang-Vu BuiNo ratings yet
- Relief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFDocument7 pagesRelief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Vent Sizing Applications For Reactive SystemsDocument10 pagesVent Sizing Applications For Reactive SystemsAritraDalalNo ratings yet
- Thermosyphon Reboiler HydraulicsDocument2 pagesThermosyphon Reboiler HydraulicskaramullahrasheedNo ratings yet
- UniSim Flare Getting Started GuideDocument66 pagesUniSim Flare Getting Started GuideAnonymous VVfzTyFNo ratings yet
- Depressuring Flow - Quick Manual MethodDocument3 pagesDepressuring Flow - Quick Manual MethodElton Situmeang100% (1)
- Chemeng - 201001 Aa2bc0b481 PPDocument6 pagesChemeng - 201001 Aa2bc0b481 PPponnusjNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- A Guideline For Design Pressure - Part 2Document4 pagesA Guideline For Design Pressure - Part 2Said Ahmed SalemNo ratings yet
- Heat Exchanger PerformanceDocument6 pagesHeat Exchanger Performanceramadoss_alwar7307No ratings yet
- Blowdown ReportDocument26 pagesBlowdown ReportPaul OhiorNo ratings yet
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDocument5 pagesPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Compressor Stage Pressure - Design & OptimizationDocument4 pagesCompressor Stage Pressure - Design & OptimizationAshwin ChandaranaNo ratings yet
- Relief Valves Sizing MethodsDocument10 pagesRelief Valves Sizing MethodsRicardo BecNo ratings yet
- Best Practices For The Control of Fuel GasDocument4 pagesBest Practices For The Control of Fuel GasLeon SanchezNo ratings yet
- Designing For Pressure Safety Valves in Super Critical ServiceDocument4 pagesDesigning For Pressure Safety Valves in Super Critical ServicePeer Nishar Shajudeen100% (1)
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Dynamic Behaviour of Large Non-Return ValvesDocument7 pagesDynamic Behaviour of Large Non-Return ValvesAlexanderNo ratings yet
- Ethylene Glycol ProductionDocument1 pageEthylene Glycol ProductionAlexander50% (2)
- Cavitation in Centrifugal PumpsDocument34 pagesCavitation in Centrifugal PumpsAlexanderNo ratings yet
- Steam Trap TroublesDocument6 pagesSteam Trap TroublesAlexander100% (1)
- Are Your Steam Traps Wasting Energy PDFDocument8 pagesAre Your Steam Traps Wasting Energy PDFAlexanderNo ratings yet
- Short-Cut Piping CostsDocument6 pagesShort-Cut Piping CostsAlexander100% (3)
- ANSI Pipe SizesDocument1 pageANSI Pipe SizesAlexanderNo ratings yet
- Wanda 4 Heat - Nov2012Document4 pagesWanda 4 Heat - Nov2012AlexanderNo ratings yet
- BSNL Training ReportDocument47 pagesBSNL Training Reportdivatitiksha33% (3)
- 12) PTS PrivateDocument0 pages12) PTS Privateleather_nunNo ratings yet
- Artos Blades MechtrixDocument34 pagesArtos Blades Mechtrixquantum70No ratings yet
- TIJ BK640 Ink Data SheetDocument2 pagesTIJ BK640 Ink Data SheetYsabel Cristina Yaguaracuto TorrealbaNo ratings yet
- FM5300 User Manual V2.7Document105 pagesFM5300 User Manual V2.7Alex CanNo ratings yet
- Final DmadvDocument39 pagesFinal DmadvMehrad Sarabandi100% (1)
- M T10000FS 02 05Document104 pagesM T10000FS 02 05Lari Simi100% (1)
- Draw Works and Mud PumpsDocument3 pagesDraw Works and Mud PumpsJohn RongNo ratings yet
- C Chap08Document25 pagesC Chap08Srinidhi UpadhyaNo ratings yet
- Codes Standards RegulationsDocument6 pagesCodes Standards RegulationsKoshala Balasuriya100% (3)
- Mellitah Oil & Gas BV: Wafa Gathering ProcedureDocument19 pagesMellitah Oil & Gas BV: Wafa Gathering ProcedureThirukkumaranBalasubramanianNo ratings yet
- EEPROM - m24c64-w PDFDocument38 pagesEEPROM - m24c64-w PDFLodewyk KleynhansNo ratings yet
- Iso 8502 - 9-2001Document14 pagesIso 8502 - 9-2001smupy_122-1No ratings yet
- Zimbra Collaboration Administrator Guide PDFDocument742 pagesZimbra Collaboration Administrator Guide PDFZeeshan OpelNo ratings yet
- EHS Management SystemsDocument4 pagesEHS Management SystemsArdago LenggaNo ratings yet
- Standard Engine Exhause Silencer and Accessories Catalog PDFDocument32 pagesStandard Engine Exhause Silencer and Accessories Catalog PDFslow_bbNo ratings yet
- 6.1.1.1 Video Tutorial - The Purpose of QoSDocument1 page6.1.1.1 Video Tutorial - The Purpose of QoSCao Chi KienNo ratings yet
- TYIT New SyllabusDocument26 pagesTYIT New SyllabusImtishal Ali0% (1)
- Allen Bradley Micrologix 1500Document3 pagesAllen Bradley Micrologix 1500oscar.hidalgoNo ratings yet
- Iso 16162 2005Document9 pagesIso 16162 2005Ranjeet DongreNo ratings yet
- Regular Compliance Audit - FormsDocument6 pagesRegular Compliance Audit - FormsSaji JimenoNo ratings yet
- RISHABH Rish EINE Digital Panel Meter DatasheetDocument6 pagesRISHABH Rish EINE Digital Panel Meter Datasheetpriyanka236No ratings yet
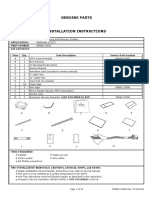
- Genuine Parts: Description: Application: Part Number: Kit Contents: Item Qty. Service Part Number Part DescriptionDocument10 pagesGenuine Parts: Description: Application: Part Number: Kit Contents: Item Qty. Service Part Number Part DescriptionNguyen DuyNo ratings yet
- LCD Monitor DC E2200hda 20080717 114144 Service Manual E2200hda 9h (1) .Y3vln - Ixx v01Document42 pagesLCD Monitor DC E2200hda 20080717 114144 Service Manual E2200hda 9h (1) .Y3vln - Ixx v01stelianlazaroiu0% (1)
- SampleDocument14 pagesSampleRahul KumarNo ratings yet
- How To Improve Your Self-Control - PsyBlogDocument117 pagesHow To Improve Your Self-Control - PsyBlogShree KrishnaNo ratings yet
- DNP3 Guide: Serveron® TM8 and TM3 On-Line Transformer Monitors 810-1651-09 Rev ADocument43 pagesDNP3 Guide: Serveron® TM8 and TM3 On-Line Transformer Monitors 810-1651-09 Rev AjoseNo ratings yet
- Conducting Data Quality AssessmentsDocument9 pagesConducting Data Quality AssessmentsЮля ГруздєваNo ratings yet
- Kundan Switch Gear Private Limited Was Established in 2001Document12 pagesKundan Switch Gear Private Limited Was Established in 2001vivek_jangir2007No ratings yet
- PresentationDocument29 pagesPresentationreliableplacement100% (3)