You might also like
- HRSG Water Chemistry Control OverviewDocument5 pagesHRSG Water Chemistry Control OverviewRahul Choubey100% (1)
- Sensitization of Inconel 625Document9 pagesSensitization of Inconel 625nantha kumarNo ratings yet
- Nooter Eriksen HRSG AdvantagesDocument3 pagesNooter Eriksen HRSG Advantagesaliscribd46No ratings yet
- ACC - Offer 000984 Rev PDFDocument31 pagesACC - Offer 000984 Rev PDFMohamed SaaDNo ratings yet
- Combined Cycle - ArticleDocument7 pagesCombined Cycle - Articlemgkvpr100% (2)
- Technical Specifications CanopyDocument5 pagesTechnical Specifications CanopyNaman SharmaNo ratings yet
- Heat Recovery Steam GeneratorDocument4 pagesHeat Recovery Steam Generatorrr1819100% (1)
- HRSG1 (终版)Document120 pagesHRSG1 (终版)Atif KhanNo ratings yet
- HRSGDocument13 pagesHRSGMohit Tyagi100% (1)
- Retrofittability DLN Dle Systems PDFDocument10 pagesRetrofittability DLN Dle Systems PDFJJNo ratings yet
- Condensate in HRSG PDFDocument15 pagesCondensate in HRSG PDFCoalhouse Walker JuniorNo ratings yet
- HRSG High Pressure Evaporator Sampling For Internal DepositDocument26 pagesHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriNo ratings yet
- Veo HRSG Brochure 2012Document6 pagesVeo HRSG Brochure 2012Jayanath Nuwan SameeraNo ratings yet
- Steam Line Blowing Procedure GeneralDocument5 pagesSteam Line Blowing Procedure GenerallovegrkNo ratings yet
- 20.06 - GEK110856j Steam Seal System RequirementsDocument24 pages20.06 - GEK110856j Steam Seal System RequirementsLIU100% (2)
- Failures of BoilersDocument7 pagesFailures of BoilersTeuku Rizal El SilencioNo ratings yet
- 3s Steam BoilerDocument13 pages3s Steam BoilertahirNo ratings yet
- Alstom BFB PDFDocument18 pagesAlstom BFB PDFNaveed RabbaniNo ratings yet
- FW Utility Boiler PDFDocument12 pagesFW Utility Boiler PDFChandan AulakhNo ratings yet
- Chapter 14 Boiler System Failures: Deaerator CrackingDocument22 pagesChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranNo ratings yet
- ESR - Hazard AnalysisDocument24 pagesESR - Hazard Analysisbmanojkumar16No ratings yet
- HRSG Final InspectionDocument8 pagesHRSG Final Inspectionmkarahan100% (1)
- Optimizing Duct Burner ReliabilityDocument10 pagesOptimizing Duct Burner ReliabilityPajooheshNo ratings yet
- Steam Blowing: Technical BulletinDocument3 pagesSteam Blowing: Technical BulletinCartila MawratiNo ratings yet
- Strategies For Inspecting Hrsgs in Two-Shift and Low-Load ServiceDocument12 pagesStrategies For Inspecting Hrsgs in Two-Shift and Low-Load ServicevnchromeNo ratings yet
- 304HCu 310NDocument40 pages304HCu 310NmalsttarNo ratings yet
- Initial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradDocument7 pagesInitial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradSaravoot MetahNo ratings yet
- Nooter Eriksen PresentationDocument72 pagesNooter Eriksen Presentationahmadarya100% (4)
- Basics of Boiler DesignDocument92 pagesBasics of Boiler DesignJitender SinghNo ratings yet
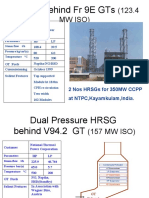
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Document20 pagesHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- Stage 1 Shroud For FS7001BDocument1 pageStage 1 Shroud For FS7001Bteedee1No ratings yet
- Metal TempDocument101 pagesMetal TempJKKNo ratings yet
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghNo ratings yet
- Boiler Inspection Tips 1Document146 pagesBoiler Inspection Tips 1SenakeNo ratings yet
- Boiler Istructional Manual PDFDocument74 pagesBoiler Istructional Manual PDFcynaiduNo ratings yet
- Supercritical Benson BoilerDocument18 pagesSupercritical Benson BoilerJerry Mateo100% (2)
- A HRSG System DescriptionDocument25 pagesA HRSG System Descriptionکالرو تحریک اتحادNo ratings yet
- Development of Steam DrumDocument8 pagesDevelopment of Steam DrumRaja SellappanNo ratings yet
- Superheater Problems, Their Causes and SolutionsDocument12 pagesSuperheater Problems, Their Causes and Solutionshamirazi67% (3)
- Ultra Super Critical TechDocument18 pagesUltra Super Critical Techdurgeshsharma2No ratings yet
- Babcock Wilcox Co Steam Its Generation and UseDocument225 pagesBabcock Wilcox Co Steam Its Generation and UseTony AppsNo ratings yet
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDocument9 pagesDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596No ratings yet
- NERC Modeling Notification - Gas Turbine Governor ModelingDocument7 pagesNERC Modeling Notification - Gas Turbine Governor Modelingsaiko_searchNo ratings yet
- Natural Circulation in BoilerDocument9 pagesNatural Circulation in BoilerSajjad AhmedNo ratings yet
- Power PlantDocument14 pagesPower PlantKanna B Cool100% (1)
- Turbines and GoverningDocument31 pagesTurbines and GoverningKVV100% (2)
- Boiler Performance & Technical Data JT-K13467-E01-0Document15 pagesBoiler Performance & Technical Data JT-K13467-E01-0Puntanata Siagian0% (1)
- Tube To Header JointsDocument4 pagesTube To Header Jointsshabbir626No ratings yet
- Prepared By: Hemanthkrishnan R Roll No 44 S5Ma NssceDocument22 pagesPrepared By: Hemanthkrishnan R Roll No 44 S5Ma NssceKingNo ratings yet
- Nickel Base Alloy GTD 222Document2 pagesNickel Base Alloy GTD 222JJNo ratings yet
- Scope ASME Section Requirements For Boiler ASME StampDocument3 pagesScope ASME Section Requirements For Boiler ASME StampThineshraaj Naidu JayaramanNo ratings yet
- Burner ManualDocument36 pagesBurner ManualWajih AnsariNo ratings yet
- Practical Guidelines For Determining Electrical Area ClassificationDocument17 pagesPractical Guidelines For Determining Electrical Area ClassificationOmar AzzainNo ratings yet
- 3.2 Big Block Assembly 3.2.1 Work Shop Assembly Pre-RequisitionsDocument14 pages3.2 Big Block Assembly 3.2.1 Work Shop Assembly Pre-RequisitionsEur-Ing Nicola GalluzziNo ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Vindh 9 CAVT ReportDocument20 pagesVindh 9 CAVT ReportSamNo ratings yet
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsFrom EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNo ratings yet
- Attachment 4 - HRSG General ProcedureDocument6 pagesAttachment 4 - HRSG General ProcedureRicky JayaNo ratings yet
- Heat Recovery Steam Generator - HRSG General Usage: Combined-Cycle Gas Turbine CogenerationDocument4 pagesHeat Recovery Steam Generator - HRSG General Usage: Combined-Cycle Gas Turbine CogenerationGustavo FamaNo ratings yet
- Indian Oil Corporation Eprocurement Portal-1Document2 pagesIndian Oil Corporation Eprocurement Portal-1Naman SharmaNo ratings yet
- BPCL A SiteDocument1 pageBPCL A SiteNaman SharmaNo ratings yet
- Patient Detail: Department of Health and Family Welfare & Medical Education, ChhattisgarhDocument1 pagePatient Detail: Department of Health and Family Welfare & Medical Education, ChhattisgarhNaman SharmaNo ratings yet
- EssayDocument103 pagesEssayNaman SharmaNo ratings yet
- Open Letter To IndiaDocument18 pagesOpen Letter To IndiaNaman SharmaNo ratings yet
- Chattisgarh Engineering Workshop 18.05.2019Document1 pageChattisgarh Engineering Workshop 18.05.2019Naman SharmaNo ratings yet
- Communication System That Connects Us To PSTN. - Use Radio Frequency Signals. - Useful For Subscribers Located in PocketsDocument3 pagesCommunication System That Connects Us To PSTN. - Use Radio Frequency Signals. - Useful For Subscribers Located in PocketsNaman SharmaNo ratings yet
- Current Affairs For 2011Document90 pagesCurrent Affairs For 2011Naman SharmaNo ratings yet
- Chanakya QuotesDocument4 pagesChanakya QuotesNaman Sharma100% (1)
- Bed MAterial ChemistryDocument9 pagesBed MAterial Chemistryyogeshmangal1317No ratings yet
- DkboseDocument2 pagesDkboseNaman SharmaNo ratings yet
- 2IN1Document92 pages2IN1Naman SharmaNo ratings yet