You might also like
- GuideDocument8 pagesGuideMichael A. HackneyNo ratings yet
- BSISO 7005-1 2011 Steel Flanges For Industrial and General Service Piping SystemsDocument22 pagesBSISO 7005-1 2011 Steel Flanges For Industrial and General Service Piping Systemsacas35100% (1)
- Desalination PART 1Document25 pagesDesalination PART 1Net_MohammedNo ratings yet
- 10-Coagulation and PrecipitationDocument34 pages10-Coagulation and PrecipitationAnu NNo ratings yet
- Knowledge For The Sulphuric Acid Industry: Sulphur SystemsDocument5 pagesKnowledge For The Sulphuric Acid Industry: Sulphur Systemsacas35No ratings yet
- Ion Exchange PDFDocument14 pagesIon Exchange PDFKomma RameshNo ratings yet
- CECO Filters - Ammonium Nitrate Applications ManualDocument35 pagesCECO Filters - Ammonium Nitrate Applications ManualabsahkahNo ratings yet
- Proses Pembuatan Aluminium FluorideDocument14 pagesProses Pembuatan Aluminium FluorideRisma C. Astarini100% (1)
- Energy BalanceDocument25 pagesEnergy BalanceEngr. Asif malik100% (1)
- Ullmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedDocument44 pagesUllmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedMuhammad FirmansyahNo ratings yet
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentFrom EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNo ratings yet
- 500 02006Document24 pages500 02006zizitro100% (1)
- Material Selection & Corrosion Resistance Alloys For Petroleum IndustryDocument4 pagesMaterial Selection & Corrosion Resistance Alloys For Petroleum Industryعزت عبد المنعمNo ratings yet
- Jar TestDocument6 pagesJar TestEdyrianaNo ratings yet
- 07 - Lime SofteningDocument4 pages07 - Lime SofteningRAJ_1978No ratings yet
- Chem OxidationDocument37 pagesChem OxidationAghnia Qinthari Nabilah100% (1)
- Ionexchange PDFDocument31 pagesIonexchange PDFAnonymous 6Nt20xKNo ratings yet
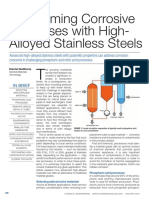
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocument7 pagesOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Tivar 88-2: Drop-In Liners Solve Flow ProblemsDocument1 pageTivar 88-2: Drop-In Liners Solve Flow Problemsacas35100% (1)
- Selected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionFrom EverandSelected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionNo ratings yet
- Plant Design and Economics (CPE 604)Document160 pagesPlant Design and Economics (CPE 604)Vandenberg Soares de AndradeNo ratings yet
- 2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea PlantsDocument11 pages2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea Plantsrj13103100% (1)
- Cyanide Treatment TechnologiesDocument3 pagesCyanide Treatment Technologiesdei_sandeep7994No ratings yet
- Fouling in Phosphoric AcidDocument8 pagesFouling in Phosphoric AcidÖmer LaçinNo ratings yet
- Degumming of OilDocument31 pagesDegumming of OilGOVIND KUMAR100% (2)
- Phosphate of SteelDocument23 pagesPhosphate of SteelSathiyaPrakashNo ratings yet
- Presented By: Dr. Mohamed AbdulkarimDocument30 pagesPresented By: Dr. Mohamed AbdulkarimEri VirnandoNo ratings yet
- SAND Study For Orifice PDFDocument48 pagesSAND Study For Orifice PDFAnoop GeorgeNo ratings yet
- Lecture 5. Coagulation and FlocculationDocument72 pagesLecture 5. Coagulation and FlocculationFatima Al-Doski100% (1)
- Dryer Data SheetDocument1 pageDryer Data Sheetacas35100% (1)
- Coagulation and FloculationDocument42 pagesCoagulation and FloculationAngelJuniorVialetNo ratings yet
- 6 - Phosphoric AcidDocument17 pages6 - Phosphoric AcidRohan GohilNo ratings yet
- SP 2 Ion - Exchange-RevDocument44 pagesSP 2 Ion - Exchange-Revgeevitha raoNo ratings yet
- Lecture 3 Coagulation and FlocculationDocument53 pagesLecture 3 Coagulation and FlocculationAbo-Khaled Mohammed100% (1)
- Water Softening (IR)Document15 pagesWater Softening (IR)Iser100% (2)
- SBR Chapter - 3Document45 pagesSBR Chapter - 3Noureddine MerahNo ratings yet
- Ion ExchangeDocument34 pagesIon ExchangeFroilan Roman Vergara PineNo ratings yet
- DOW Water and Process Solutions: Calculation of A Demineralisation Plant With Rohm and Haas Ion Exchange ResinsDocument2 pagesDOW Water and Process Solutions: Calculation of A Demineralisation Plant With Rohm and Haas Ion Exchange Resinsak_thimiriNo ratings yet
- Packing FactorDocument80 pagesPacking FactorRabya Sana100% (1)
- Materials and Processes for CO2 Capture, Conversion, and SequestrationFrom EverandMaterials and Processes for CO2 Capture, Conversion, and SequestrationNo ratings yet
- Oxidation of Sulfur Dioxide Heterogeneous CatalystDocument13 pagesOxidation of Sulfur Dioxide Heterogeneous Catalysthafidz maNo ratings yet
- Boilers 1Document29 pagesBoilers 1Thakur Kamal Prasad50% (2)
- Groundwater Aeration Towers, Degasifiers, Air Strippers: Advanced Odor Removal SystemsDocument1 pageGroundwater Aeration Towers, Degasifiers, Air Strippers: Advanced Odor Removal SystemsherikNo ratings yet
- Lecture 1 - Sulfur and Sulfuric AcidDocument9 pagesLecture 1 - Sulfur and Sulfuric AcidNayan HalderNo ratings yet
- TSB ManualDocument138 pagesTSB ManualruwaaquaNo ratings yet
- WRD Ot Chemical Clarification Metals Precipitation 445210 7Document38 pagesWRD Ot Chemical Clarification Metals Precipitation 445210 7Fadella VilutamaNo ratings yet
- Colloidal Silica Removal in Coagulation - PubMed MobileDocument1 pageColloidal Silica Removal in Coagulation - PubMed MobileSandeep MishraNo ratings yet
- Internship Report PBLDocument26 pagesInternship Report PBLTalha FarooqNo ratings yet
- SP 1b Adsorption-Part2Document38 pagesSP 1b Adsorption-Part2geevitha raoNo ratings yet
- Imene Djedid Coagulation-FloculationDocument3 pagesImene Djedid Coagulation-Floculationmanel KaddourNo ratings yet
- Gas AbsorptionDocument34 pagesGas Absorptionlickaa200100% (1)
- Ion Exchange CapacityDocument31 pagesIon Exchange CapacityAaron RoyNo ratings yet
- Applications of Weak Acid Cation Resin in Waste TreatmentDocument9 pagesApplications of Weak Acid Cation Resin in Waste TreatmentSandeep MishraNo ratings yet
- Calco-Carbonic Equilibrium Calculation: DesalinationDocument8 pagesCalco-Carbonic Equilibrium Calculation: DesalinationffoNo ratings yet
- EWT Carrousel Systems: UNR SeriesDocument8 pagesEWT Carrousel Systems: UNR SeriesKhang TrầnNo ratings yet
- Silica Scaling in Water TreatmentDocument5 pagesSilica Scaling in Water TreatmentRais Nur FuadiNo ratings yet
- Mass Transfer (Presentation) : Group MembersDocument14 pagesMass Transfer (Presentation) : Group MembersSalim ChohanNo ratings yet
- Wastewater CharacteristicsDocument33 pagesWastewater CharacteristicsBishal Lamichhane100% (1)
- Overview of The ProcessDocument10 pagesOverview of The ProcessChaitanya PottiNo ratings yet
- Review On Cellulosic Fibers Extracted From Date Palms (Phoenix Dactylifera L.) and Their ApplicationsDocument24 pagesReview On Cellulosic Fibers Extracted From Date Palms (Phoenix Dactylifera L.) and Their ApplicationsHamzaNo ratings yet
- Unit-2 Water ChemistryDocument15 pagesUnit-2 Water ChemistryKunjal singhNo ratings yet
- Ion Exchange 2Document26 pagesIon Exchange 2api-3737745100% (3)
- Fab Reactor 2Document5 pagesFab Reactor 2Yasmeen Sana SaadiNo ratings yet
- Ion Exchange - Treatment-2Document86 pagesIon Exchange - Treatment-2Shabbir OsmaniNo ratings yet
- Rapid Sand Filtration DetailedDocument13 pagesRapid Sand Filtration DetailedAbhijith SPNo ratings yet
- Colloids - 15-11Document51 pagesColloids - 15-11Vo Trung Kien B2100780No ratings yet
- Informacion Tecnica Hipoclorito PDFDocument15 pagesInformacion Tecnica Hipoclorito PDFlukiguerrero501No ratings yet
- Simuworks ManualDocument65 pagesSimuworks ManualJJBAnonymousNo ratings yet
- Shortcut Nitrogen Removal-Nitrite Shunt and DeammonificationFrom EverandShortcut Nitrogen Removal-Nitrite Shunt and DeammonificationNo ratings yet
- Introductory Titrimetric and Gravimetric Analysis: The Commonwealth and International Library: Chemistry DivisionFrom EverandIntroductory Titrimetric and Gravimetric Analysis: The Commonwealth and International Library: Chemistry DivisionNo ratings yet
- Sandvik 2re10Document7 pagesSandvik 2re10himan_chongiNo ratings yet
- NJIT Module-Liquid Mixing Fundamentals-ArmenanteDocument233 pagesNJIT Module-Liquid Mixing Fundamentals-Armenanteacas35No ratings yet
- PROJECT STANDARDS AND SPECIFICATIONS Compressed Air Systems Rev01 PDFDocument19 pagesPROJECT STANDARDS AND SPECIFICATIONS Compressed Air Systems Rev01 PDFacas35No ratings yet
- Sizing The Air ReceiverDocument3 pagesSizing The Air Receivernandhamech25No ratings yet
- Nexus 07202015Document2 pagesNexus 07202015acas35No ratings yet
- Falling Objects CalculationsDocument11 pagesFalling Objects CalculationsAnonymous GfPSYi4nNo ratings yet
- Limestone ("0" Grind) : Typical Composition and Chemical PropertiesDocument1 pageLimestone ("0" Grind) : Typical Composition and Chemical Propertiesacas35No ratings yet
- SDS-EN Burnt Dolime 2 0Document15 pagesSDS-EN Burnt Dolime 2 0acas35No ratings yet
- Knockin' On Heaven's Door: Bob DylanDocument1 pageKnockin' On Heaven's Door: Bob Dylanacas35No ratings yet
- Limestone Material Safety Data Sheet (MSDS) : Manufacturer'S Contact InformationDocument4 pagesLimestone Material Safety Data Sheet (MSDS) : Manufacturer'S Contact Informationacas35No ratings yet
- Phosphates NewsDocument14 pagesPhosphates Newsacas35No ratings yet
- Manufacture: Phosphoric Acid, Also Known As Orthophosphoric Acid or Phosphoric (V) Acid, Is ADocument3 pagesManufacture: Phosphoric Acid, Also Known As Orthophosphoric Acid or Phosphoric (V) Acid, Is AVinod NairNo ratings yet
- Phosphate Fertilizers: Complete Plant Concepts Tailored To Your NeedsDocument12 pagesPhosphate Fertilizers: Complete Plant Concepts Tailored To Your NeedsMoussa DieneNo ratings yet
- General Chemistry Nomenclature: AnionsDocument2 pagesGeneral Chemistry Nomenclature: Anions65yyssNo ratings yet
- Baumgardner - Industry PerspectiveDocument40 pagesBaumgardner - Industry PerspectiveAPE MKTNo ratings yet
- Qualitative AnalysisDocument90 pagesQualitative AnalysisMahesh100% (1)
- Sciencedirect: The Use of Advanced Process Controls in A Phosphoric Acid ReactorDocument7 pagesSciencedirect: The Use of Advanced Process Controls in A Phosphoric Acid ReactorJavier Alejandro RodriguezNo ratings yet
- C3642 eDocument3 pagesC3642 eErwin CabangalNo ratings yet
- June 2018 QP - Paper 1 OCR (A) Chemistry AS-LevelDocument24 pagesJune 2018 QP - Paper 1 OCR (A) Chemistry AS-LevelRunNo ratings yet
- Manufacturing Commercial Phosphate FertilizerDocument2 pagesManufacturing Commercial Phosphate FertilizerGhulam Mohy UddinNo ratings yet
- MET 52 3 337 340 RudolfDocument4 pagesMET 52 3 337 340 RudolfEduardo FlorianoNo ratings yet
- ApatitDocument9 pagesApatittrinh xuan hiepNo ratings yet
- Self Etching Adhesive On Intact Enamel: Devarasa GM, Subba Reddy VV, Chaitra NLDocument6 pagesSelf Etching Adhesive On Intact Enamel: Devarasa GM, Subba Reddy VV, Chaitra NLNiNis Khoirun NisaNo ratings yet
- Is 1477 1 1971Document26 pagesIs 1477 1 1971raisingh085No ratings yet
- Chemical Aspects of Self-Etching Enamel-Dentin Adhesives: A Systematic ReviewDocument16 pagesChemical Aspects of Self-Etching Enamel-Dentin Adhesives: A Systematic ReviewBenjiNo ratings yet
- Synthesis of Hydroxyapatite From Crab Shell (Scylla Serrata) Waste With Different Methods Added PhosphateDocument3 pagesSynthesis of Hydroxyapatite From Crab Shell (Scylla Serrata) Waste With Different Methods Added Phosphatemikeshu94No ratings yet
- Clinical Trials With Crystal Growth Conditioning As An Alternative To Acid-Etch Enamel PretreatmentDocument8 pagesClinical Trials With Crystal Growth Conditioning As An Alternative To Acid-Etch Enamel PretreatmentJegan KumarNo ratings yet
- S Determination of Phosphoric Acid Content in SoftdrinksDocument5 pagesS Determination of Phosphoric Acid Content in SoftdrinksMike Anderson0% (1)
- CCI - Tannic Acid Treatment - 9-5 - eDocument4 pagesCCI - Tannic Acid Treatment - 9-5 - eDan Octavian PaulNo ratings yet
- Surface Pretereatment by Phosphate Conversion Coating-ReviewsDocument23 pagesSurface Pretereatment by Phosphate Conversion Coating-ReviewsdamianNo ratings yet
- Presentation 1Document49 pagesPresentation 1Khawaja Rehan Ahmed100% (1)
- Che 329 - Lectre - 2Document95 pagesChe 329 - Lectre - 2anandseshadri901No ratings yet
- PiperacilinDocument2 pagesPiperacilinivaNo ratings yet