You might also like
- Motion Controller BES-516-604, Typical Applications: Balluff Zero Speed Controller On A Grinding MachineDocument8 pagesMotion Controller BES-516-604, Typical Applications: Balluff Zero Speed Controller On A Grinding MachinenorbertoNo ratings yet
- The Phase Control Circuit The TC787Document10 pagesThe Phase Control Circuit The TC787nansusanNo ratings yet
- Control Relay With ArduinoDocument5 pagesControl Relay With ArduinoMallikarjun RaoNo ratings yet
- Firmware ManualDocument146 pagesFirmware ManualBhaskar AddepalliNo ratings yet
- Frequency To Voltage Converter ReportDocument5 pagesFrequency To Voltage Converter ReportEssa SiddiquiNo ratings yet
- Pulse Analog ConverterDocument4 pagesPulse Analog ConverterAishiteruNo ratings yet
- LM2907 LM2917 Conversor F - VDocument18 pagesLM2907 LM2917 Conversor F - VAlejandra Vasquez GiraldoNo ratings yet
- Semi - Automatic Coil Winding MachineDocument3 pagesSemi - Automatic Coil Winding Machinemohiuddin_dhkNo ratings yet
- Power Rectifier ASIC ControllerDocument5 pagesPower Rectifier ASIC ControllerQuang TaNo ratings yet
- Sepic Converter Based DC Motor Speed ControlDocument18 pagesSepic Converter Based DC Motor Speed ControlCrispNo ratings yet
- B501 Series User Manual: Sensorless Current Vector Frequency InverterDocument136 pagesB501 Series User Manual: Sensorless Current Vector Frequency InverterkalepohNo ratings yet
- Boost DesignDocument4 pagesBoost DesignmuthukumartharaniNo ratings yet
- 1SAP130300R0271 Pm573 Ethac500 Prog Logic Contr 512kbDocument3 pages1SAP130300R0271 Pm573 Ethac500 Prog Logic Contr 512kbErick Romucho SánchezNo ratings yet
- LED Lamp Dimmer CircuitDocument3 pagesLED Lamp Dimmer CircuitashishNo ratings yet
- Three Phase Fault Analysis With Auto Reset For Temporary Fault and Trip ForDocument16 pagesThree Phase Fault Analysis With Auto Reset For Temporary Fault and Trip ForFirstLearnNo ratings yet
- Thyrotronic (Russian) (1.1 MB)Document8 pagesThyrotronic (Russian) (1.1 MB)brobataNo ratings yet
- Eb Power Failure AlarmDocument5 pagesEb Power Failure AlarmMahesh kumar0% (1)
- PA3000 en Arch 1011122Document78 pagesPA3000 en Arch 1011122lifgarygarcia100% (1)
- Universal Power Supply (Dc/Ac) With Function Generator: Lucas Nülle GMBH Page 1/1 WWW - Lucas-Nuelle - UsDocument1 pageUniversal Power Supply (Dc/Ac) With Function Generator: Lucas Nülle GMBH Page 1/1 WWW - Lucas-Nuelle - Usabbas ahmedNo ratings yet
- Service Manual RAINBOW 180E EnglishDocument54 pagesService Manual RAINBOW 180E EnglishJaroslaw BrzozowskiNo ratings yet
- Theory:: Experiment 3 Buck ConverterDocument3 pagesTheory:: Experiment 3 Buck ConverterRAVI DUTTNo ratings yet
- Practical No 1 Name M.Jawad Roll No 21Bsc01 Semester 4 Sir Bilal HussainDocument5 pagesPractical No 1 Name M.Jawad Roll No 21Bsc01 Semester 4 Sir Bilal HussainZAIN UL ABIDENNo ratings yet
- "Clap Switch": Submitted byDocument10 pages"Clap Switch": Submitted byKrishna Kumar SinghNo ratings yet
- Arduino SPWM Sine InverterDocument5 pagesArduino SPWM Sine InvertermaurilioctbaNo ratings yet
- Life Cycle Testing of Electrical Loads by Down Counter: AbstractDocument4 pagesLife Cycle Testing of Electrical Loads by Down Counter: AbstractTRIAD TECHNO SERVICESNo ratings yet
- Dual Converter Using ThyristorsDocument1 pageDual Converter Using ThyristorsEdgefx Kits100% (1)
- UtbsDocument41 pagesUtbsGaurav ChauhaanNo ratings yet
- Solid State RelayDocument4 pagesSolid State RelaymysisterandmeNo ratings yet
- Single Phase InverterDocument29 pagesSingle Phase InverterEla ResearchNo ratings yet
- Ee 328 Lecture 11Document55 pagesEe 328 Lecture 11somethingfornowNo ratings yet
- NetzteilUser ManualDocument4 pagesNetzteilUser ManualErick IñiguezNo ratings yet
- Z Source InverterDocument16 pagesZ Source InverterpradeepagrahariNo ratings yet
- Generating 50Hz PWM Using PIC16F877ADocument2 pagesGenerating 50Hz PWM Using PIC16F877AZarko DacevicNo ratings yet
- Analog Signal ConditioningDocument115 pagesAnalog Signal ConditioningAmmad Ilyas100% (1)
- Ferrite Transformer Turns Calculation With ExampleDocument4 pagesFerrite Transformer Turns Calculation With ExampleKerlin Sanabria0% (1)
- Clap SwitchDocument10 pagesClap SwitchKrishna Kumar Singh100% (2)
- EMT 369 Wk2 Power Semiconductor Devices (GC)Document53 pagesEMT 369 Wk2 Power Semiconductor Devices (GC)Ashraf YusofNo ratings yet
- Lesson 10 332a PDFDocument17 pagesLesson 10 332a PDFelmer magsinoNo ratings yet
- Space Vector Modulation M. H. Rashid (4th Edition)Document13 pagesSpace Vector Modulation M. H. Rashid (4th Edition)Rizwan AliNo ratings yet
- Clap Switch CircuitDocument5 pagesClap Switch CircuitSabid Uddin100% (2)
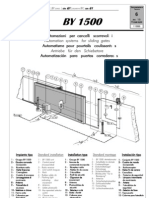
- Automation Systems For Sliding Gates Antriebe Für Den SchiebetoreDocument16 pagesAutomation Systems For Sliding Gates Antriebe Für Den SchiebetorejovandjNo ratings yet
- Hat220 V1Document6 pagesHat220 V1Avilio CastellanoNo ratings yet
- Frequency Meter Lecture NotesDocument4 pagesFrequency Meter Lecture NotesSam AndersonNo ratings yet
- Ac Voltage Controller Using Thyristor Project Report by SandeepDocument29 pagesAc Voltage Controller Using Thyristor Project Report by SandeepSANDEEP DHANDA100% (1)
- Voltage Source InverterDocument77 pagesVoltage Source InverterSaied Aly SalamahNo ratings yet
- Remote and Temperature Controlled FanDocument8 pagesRemote and Temperature Controlled Fanchipku23No ratings yet
- Batch-4 (B) - IR2110 Based Square Wave Inverter Using 555 TimerDocument37 pagesBatch-4 (B) - IR2110 Based Square Wave Inverter Using 555 TimerКети ТаневскаNo ratings yet
- On IgbtDocument19 pagesOn IgbtSayanta Saha100% (1)
- Power EngineeringDocument1 pagePower EngineeringWak TacuNo ratings yet
- DC AC InvertorDocument61 pagesDC AC InvertorPaul TodericNo ratings yet
- BLDC 5015aDocument5 pagesBLDC 5015aroozbehxoxNo ratings yet
- DCR01 Series, Regulated DC-DC Converter Modules 1 WattDocument28 pagesDCR01 Series, Regulated DC-DC Converter Modules 1 WattLullaby summerNo ratings yet
- Calculate Size of Diesel Generator SetDocument1 pageCalculate Size of Diesel Generator SetN_LocusNo ratings yet
- Triac Light DimmerDocument14 pagesTriac Light DimmerAhmad ShahNo ratings yet
- Chapter 2 - Discrete-State Control Part IIDocument63 pagesChapter 2 - Discrete-State Control Part IIVon JinNo ratings yet
- Microprogrammed Control UnitDocument25 pagesMicroprogrammed Control UnityeswanthNo ratings yet
- CountersDocument5 pagesCountersmuzzammil4422No ratings yet
- PLC Problem Set 2: Timers + CountersDocument7 pagesPLC Problem Set 2: Timers + CountersZim ShahNo ratings yet
- Description Ex5Document5 pagesDescription Ex5Alina NedelciuNo ratings yet
- Flanged Connection - Norsk Standard L-005Document69 pagesFlanged Connection - Norsk Standard L-005Srdjan VareskicNo ratings yet
- Programme Title:: (Dd/mm/yyyy) (XXX)Document4 pagesProgramme Title:: (Dd/mm/yyyy) (XXX)ghanNo ratings yet
- Mss sp-44 1996Document28 pagesMss sp-44 1996DsokasNo ratings yet
- CH2 CS OnlineDocument1 pageCH2 CS OnlineghanNo ratings yet
- Why Jesus Became ManDocument6 pagesWhy Jesus Became Manghan100% (1)
- Water and Waste Water Management Solutions: Modern Storage Tank Inspection TechniquesDocument26 pagesWater and Waste Water Management Solutions: Modern Storage Tank Inspection TechniquesghanNo ratings yet
- ALS Tank Integrity ServicesDocument2 pagesALS Tank Integrity ServicesghanNo ratings yet
- Statics Meriam 5th Ch05-07 ISMv2Document527 pagesStatics Meriam 5th Ch05-07 ISMv2Marcos HerculanoNo ratings yet
- PadeyeDocument1 pagePadeyeghanNo ratings yet
- ALS Tank Integrity ServicesDocument2 pagesALS Tank Integrity ServicesghanNo ratings yet
- AerodynamicsDocument4 pagesAerodynamicsghan0% (1)
- GF-GP E327 Us PDFDocument2 pagesGF-GP E327 Us PDFghanNo ratings yet
- API 5ct S Pipe Drifts Casing Data ChartDocument1 pageAPI 5ct S Pipe Drifts Casing Data ChartghanNo ratings yet
- Technical SpecificationDocument11 pagesTechnical SpecificationghanNo ratings yet
- IG4DB A 2 @28B : V/) /c.a (/) - /WZ Ax/z (../..d//az C-'/.Document3 pagesIG4DB A 2 @28B : V/) /c.a (/) - /WZ Ax/z (../..d//az C-'/.ghanNo ratings yet
- Arrays and ClustersDocument8 pagesArrays and ClustersghanNo ratings yet
- Bosnian DesignDocument1 pageBosnian DesignghanNo ratings yet
- Product Information Bulletin: Handling ToolsDocument7 pagesProduct Information Bulletin: Handling ToolsghanNo ratings yet
- Gods PresenceDocument1 pageGods PresenceghanNo ratings yet
- Design ProcessDocument1 pageDesign ProcessghanNo ratings yet
- Bangla DesignDocument1 pageBangla DesignghanNo ratings yet
- Guia Carro Casa Miluska P-37Document76 pagesGuia Carro Casa Miluska P-37Adan Arribasplata SeguinNo ratings yet
- Piston Seal Data Sheet K20 R 11852 2 enDocument2 pagesPiston Seal Data Sheet K20 R 11852 2 enghanNo ratings yet
- For and While LoopsDocument6 pagesFor and While LoopsghanNo ratings yet
- Technical Manual: 5 1/2" Clincher® Uht T 5 1/2" UHT B 5 1/2" LOCKJAW™ D P BDocument136 pagesTechnical Manual: 5 1/2" Clincher® Uht T 5 1/2" UHT B 5 1/2" LOCKJAW™ D P BghanNo ratings yet
- NIDocument55 pagesNInermen_5No ratings yet
- Performance LogDocument1 pagePerformance LogghanNo ratings yet
- Performance LogDocument1 pagePerformance LogalfierebastardoNo ratings yet
- Wiper Seal Data Sheet A02 B 11782 1 enDocument2 pagesWiper Seal Data Sheet A02 B 11782 1 enghanNo ratings yet
- Performance LogDocument1 pagePerformance LogghanNo ratings yet