You might also like
- 3 - TransformatorDocument32 pages3 - TransformatorBlaž Klopčič100% (1)
- Elektronika I ElektrotehnikaDocument148 pagesElektronika I ElektrotehnikaDomagojLevatić100% (2)
- Dimenzioniranje KablovDocument32 pagesDimenzioniranje KablovŠpela SternenNo ratings yet
- Električni Luk I Njegove Karakteristike (Mustafa Mešić)Document20 pagesElektrični Luk I Njegove Karakteristike (Mustafa Mešić)Mustafa MešićNo ratings yet
- Provodni IzolatoriDocument15 pagesProvodni IzolatoriRuža KukićNo ratings yet
- Izvajanje VarjenjaDocument16 pagesIzvajanje VarjenjaVuhic VuhicNo ratings yet
- Dozvoleno Ctrujno Optovaruvawe Na Energetckite Kabli: Glava V: "Document44 pagesDozvoleno Ctrujno Optovaruvawe Na Energetckite Kabli: Glava V: "atanas zafirov100% (1)
- KK5 PDFDocument44 pagesKK5 PDFStefanija ManevaNo ratings yet
- Svasta RisanjeDocument26 pagesSvasta RisanjeAmir BevabNo ratings yet
- Mini Recnik Iz ElektronikeDocument8 pagesMini Recnik Iz ElektronikeBojan NeškovićNo ratings yet
- Opravka Radio Aparata I Elektroakustichkih Uredjaja PDFDocument275 pagesOpravka Radio Aparata I Elektroakustichkih Uredjaja PDFZoran Lalkovic100% (1)
- Nanošenje Prevlake Nikla Na Predmet Od CelikaDocument9 pagesNanošenje Prevlake Nikla Na Predmet Od Celikaborko10306No ratings yet
- Seminarski Rad - VaristoriDocument22 pagesSeminarski Rad - VaristoriRudi Peric100% (1)
- Elk Ref Uvod V Elektrotehniko 01 PredstavitevDocument16 pagesElk Ref Uvod V Elektrotehniko 01 PredstavitevIvan KoličNo ratings yet
- Svet Elektronike Esr C Meter-2Document4 pagesSvet Elektronike Esr C Meter-2aves1100% (1)
- Galvanski-Člen - Iz OpenprofDocument14 pagesGalvanski-Člen - Iz OpenprofMatejkaKureNo ratings yet
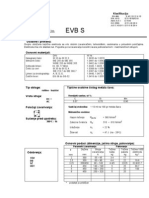
- EvbsDocument1 pageEvbsHans DitrihNo ratings yet
- Elektronska Kocka Seminarska NalogaDocument5 pagesElektronska Kocka Seminarska NalogaZmago CerovšekNo ratings yet
- Konrad-Komplet Za Digitalno ElektronikoDocument37 pagesKonrad-Komplet Za Digitalno ElektronikoSinel MasicNo ratings yet
- SVETILADocument2 pagesSVETILAUrban JermanNo ratings yet
- SeminarskaDocument5 pagesSeminarskaminecraft davidNo ratings yet
- Magnetsko Puhanje Električnog LukaDocument4 pagesMagnetsko Puhanje Električnog LukaSlaven BačanlijaNo ratings yet
- Tig 200DC 210P AcdcDocument21 pagesTig 200DC 210P AcdcTomaž BajželjNo ratings yet
- Jeklo Na KonstrukcijiDocument6 pagesJeklo Na KonstrukcijiAhac NavodnikNo ratings yet
- Elektricne Instalacije in RazsvetljavaDocument17 pagesElektricne Instalacije in Razsvetljavajure100% (1)
- Elektrohemijske MetodeDocument28 pagesElektrohemijske MetodeMarko Markohol JonovicNo ratings yet
- Teorija ElektrotehnikaDocument89 pagesTeorija ElektrotehnikagtancicaNo ratings yet
- El PaljenjeDocument3 pagesEl Paljenjejoni222466No ratings yet
- SSE9 Elektricno Skladistenje EnergijeDocument9 pagesSSE9 Elektricno Skladistenje EnergijeMahir SejdinoskiNo ratings yet
- PraksaDocument8 pagesPraksaMladen PetronijevicNo ratings yet
- DiodiDocument28 pagesDiodiBlastNo ratings yet
- Izpitne Naloge Prenos ToploteDocument3 pagesIzpitne Naloge Prenos ToploteBambooNo ratings yet
- Elektro - Vprašanja Z Odgovori - Matura ZagovorDocument10 pagesElektro - Vprašanja Z Odgovori - Matura ZagovorSlobodan GerićNo ratings yet
- Jeklarstvo-EOP 6 1 14Document36 pagesJeklarstvo-EOP 6 1 14kartakoNo ratings yet
- JUS IEC 781 1996 Uputstvo Za Proracun Struja Ks U NN Radijalnim SistemimaDocument28 pagesJUS IEC 781 1996 Uputstvo Za Proracun Struja Ks U NN Radijalnim SistemimaBethany BarnettNo ratings yet
- Visokoproduktivno Varjenje - High Productivity Welding-Literature Review - Marjan SubanDocument107 pagesVisokoproduktivno Varjenje - High Productivity Welding-Literature Review - Marjan SubanMarjan SubanNo ratings yet
- Keramicni Ionski PrevodnikiDocument12 pagesKeramicni Ionski PrevodnikiMartin PetricNo ratings yet
- Motorji, GeneratorjiDocument33 pagesMotorji, GeneratorjiIvan KoličNo ratings yet
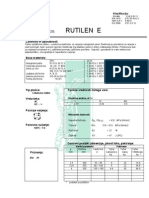
- RutileneDocument1 pageRutileneHans DitrihNo ratings yet
- ReferatDocument16 pagesReferatblaagicaNo ratings yet
- ELEKTRDocument14 pagesELEKTRTrajkoNo ratings yet
- PoluvodiČiDocument33 pagesPoluvodiČiKrasnodar KišurNo ratings yet
- Opravka Radio Aparata I Elektroakustichkih UredjajaDocument275 pagesOpravka Radio Aparata I Elektroakustichkih UredjajaPeca80% (5)
- Inox PDFDocument33 pagesInox PDFSanja JagustovićNo ratings yet
- MEHANO E185 Instructions Final VersionDocument669 pagesMEHANO E185 Instructions Final VersionKruno KisicNo ratings yet
- Razvodni OrmariDocument18 pagesRazvodni OrmariAnonymous dsmqke5PNo ratings yet
- 29.ura - Vezja Z ElektromotorjemDocument15 pages29.ura - Vezja Z ElektromotorjemdusanbNo ratings yet
- TP 2. Oprema Za Glavata Na Distributivnite NVDocument38 pagesTP 2. Oprema Za Glavata Na Distributivnite NVBlashko GjorgjievNo ratings yet
- Elektricna OgradaDocument8 pagesElektricna OgradaDejan JovićNo ratings yet
- DIMENZIONIRANJEVODNIKOVRobert CebronDocument13 pagesDIMENZIONIRANJEVODNIKOVRobert CebronSimon SimonNo ratings yet
- Instalacijski Odklopniki in Njihove Tehnične KarakteristikeDocument4 pagesInstalacijski Odklopniki in Njihove Tehnične KarakteristikeejmieNo ratings yet
- Najpogostejša Izpitna Vprašanja - 01Document14 pagesNajpogostejša Izpitna Vprašanja - 01andraž lorgerNo ratings yet
- Naponski Testovi Električne OpremeDocument1 pageNaponski Testovi Električne OpremeSenail Mehić0% (1)
- Osnovni Tehni Ki Zahtevi Za Projektovawe I Gradwu Nadzemnih VodovaDocument69 pagesOsnovni Tehni Ki Zahtevi Za Projektovawe I Gradwu Nadzemnih VodovadarenedNo ratings yet
- Rainbow 202Hf: Navodila Za UporaboDocument5 pagesRainbow 202Hf: Navodila Za UporaboRobert LikarNo ratings yet