You might also like
- (2006, DUGAS) - Dissertação BaseDocument145 pages(2006, DUGAS) - Dissertação BaseSuênia FernandesNo ratings yet
- Scale-Up of Chemical Engineering Process: Prof H R ShahDocument27 pagesScale-Up of Chemical Engineering Process: Prof H R Shahatgtegtrhrh100% (1)
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsFrom EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsRating: 2 out of 5 stars2/5 (1)
- Supplement Nice Specialty Areas and Work Role Ksas and TasksDocument548 pagesSupplement Nice Specialty Areas and Work Role Ksas and Tasksadi8066No ratings yet
- Candidate Experience CertificationHub September 2018 PDFDocument12 pagesCandidate Experience CertificationHub September 2018 PDFJun LiuNo ratings yet
- Design and Scheduling of Batch Processes: U H N T HDocument24 pagesDesign and Scheduling of Batch Processes: U H N T HLuv GuptaNo ratings yet
- Batch Processes Introduction I 20-03-13Document107 pagesBatch Processes Introduction I 20-03-13Coolgk2No ratings yet
- Computational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringFrom EverandComputational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringNo ratings yet
- Chapter 3 - Batch ProcessesDocument54 pagesChapter 3 - Batch ProcessesMuhamad Hazim Zaaba100% (1)
- How To Minimise Scaleup DifficultiesDocument6 pagesHow To Minimise Scaleup Difficultieskishore.charuNo ratings yet
- Reactor Energy BalanceDocument31 pagesReactor Energy Balancemans_01No ratings yet
- Batch Processing Safely: Jim Bickerton Jbsafety ConsultancyDocument4 pagesBatch Processing Safely: Jim Bickerton Jbsafety Consultancykirandevi1981No ratings yet
- Masters Presentation - Process Control - Boiler and Heat Exchanger Pilot PlantDocument97 pagesMasters Presentation - Process Control - Boiler and Heat Exchanger Pilot Plantdarure12340% (1)
- Scaled Up Process DirectlyDocument8 pagesScaled Up Process DirectlyAnonymous 1XHScfCINo ratings yet
- Balance On Reactive Systems LECTURE 5Document28 pagesBalance On Reactive Systems LECTURE 5OZIS AcademyNo ratings yet
- Reactor Design Scale UpDocument9 pagesReactor Design Scale UpMarcel ChevalierNo ratings yet
- Economics of Chemical PlantsDocument39 pagesEconomics of Chemical PlantsRaiha AmiraNo ratings yet
- 07 - Chemical Process SimulationDocument16 pages07 - Chemical Process SimulationChatchan67% (3)
- Introduction To Chemical Process Design EngineeringDocument4 pagesIntroduction To Chemical Process Design Engineeringankur2061100% (1)
- Distillation Column Design 2014Document4 pagesDistillation Column Design 2014John PortlandNo ratings yet
- Reactor Design PDFDocument13 pagesReactor Design PDFOmesh BoroleNo ratings yet
- Batch-Bioprocess Modeling 20140315Document66 pagesBatch-Bioprocess Modeling 20140315Rozaimi Abu SamahNo ratings yet
- Binary Distillation McCabe ThieleDocument4 pagesBinary Distillation McCabe ThieleDestileria POPLAR CAPITAL S.A.No ratings yet
- Binary Vapor Liquid EquilibriumDocument91 pagesBinary Vapor Liquid EquilibriumsdrtfgNo ratings yet
- Reactor Sizing and Pressure Drop CalculationDocument52 pagesReactor Sizing and Pressure Drop CalculationreineNo ratings yet
- CHEE3004 Project 1Document34 pagesCHEE3004 Project 1faizziNo ratings yet
- Ch.E-403 Chemical Engineering Plant DesignDocument262 pagesCh.E-403 Chemical Engineering Plant DesignAmna EhsanNo ratings yet
- Mixing Succeed at Scale UpDocument9 pagesMixing Succeed at Scale Upicingrock100% (1)
- Bonga BeDocument22 pagesBonga BeSpicyNo ratings yet
- Distillation DesignDocument18 pagesDistillation DesignViswanath KapavarapuNo ratings yet
- 1255 Chemical Process Simulation Using Ms ExcelDocument11 pages1255 Chemical Process Simulation Using Ms ExcelLex ERafael100% (1)
- Scale Up of Chemical ReactorsDocument51 pagesScale Up of Chemical ReactorsMilton MizrainNo ratings yet
- Plug Flow ReactorDocument6 pagesPlug Flow Reactormattgrisewood100% (11)
- Scale-Up - Right First TimeDocument4 pagesScale-Up - Right First TimeDoddappa Anekal0% (1)
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocument14 pages1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiNo ratings yet
- 5.4.3. Power Requirements For Pumping Liquids: 5.4. Pumps and CompressorsDocument3 pages5.4.3. Power Requirements For Pumping Liquids: 5.4. Pumps and Compressorsamir885No ratings yet
- Scale UpDocument109 pagesScale UpΟδυσσεας ΚοψιδαςNo ratings yet
- Chemical Process DesignDocument93 pagesChemical Process DesignAudrey Patrick Kalla50% (2)
- Aspe. Plus User ManualDocument936 pagesAspe. Plus User ManualKen LandyNo ratings yet
- Batch Centrifugal DesignDocument9 pagesBatch Centrifugal DesignpedroNo ratings yet
- Pinch Technology by ShubhamDocument29 pagesPinch Technology by Shubhamapi-381283580% (5)
- Chemical Process ConceptionDocument66 pagesChemical Process ConceptionRapee Puaksungnoen100% (1)
- UniSim Heat Exchangers User GuideDocument22 pagesUniSim Heat Exchangers User Guidebabis1980No ratings yet
- (Marko Zlokarnik) Scale-Up in Chemical EngineeringDocument9 pages(Marko Zlokarnik) Scale-Up in Chemical EngineeringakilaprabuNo ratings yet
- Difference Between Continuous and Batch ProcessDocument4 pagesDifference Between Continuous and Batch ProcessPresupuesto 2020No ratings yet
- Intelligen Inc. - SuperPro Designer Batch Process SimulatioDocument6 pagesIntelligen Inc. - SuperPro Designer Batch Process SimulationidejoNo ratings yet
- Dynamic Analysis of Cyclohexane Production With Aspen HYSYS® V8.0Document0 pagesDynamic Analysis of Cyclohexane Production With Aspen HYSYS® V8.0udokasNo ratings yet
- Flow MeasurementDocument64 pagesFlow MeasurementMena GergesNo ratings yet
- Che 408 Plant Design Project September 2017Document30 pagesChe 408 Plant Design Project September 2017Tamzidul AlamNo ratings yet
- AutoCAD 2016 Tutorials For Chemical Engineering BasicDocument2 pagesAutoCAD 2016 Tutorials For Chemical Engineering BasicLi ChNo ratings yet
- 1 Process Dynamics and Control No1Document32 pages1 Process Dynamics and Control No1Ayushi100% (1)
- Introduction To Chemical Process DesignDocument45 pagesIntroduction To Chemical Process DesignAhmed AnsariNo ratings yet
- Chemcad 6 User GuideDocument202 pagesChemcad 6 User Guideerhan ünal100% (1)
- Chemical Engineering Process SimulationFrom EverandChemical Engineering Process SimulationDominic FooNo ratings yet
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringFrom EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Dynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsFrom EverandDynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsNo ratings yet
- Multivariable Predictive Control: Applications in IndustryFrom EverandMultivariable Predictive Control: Applications in IndustryNo ratings yet
- Bound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatDocument1 pageBound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatjokishNo ratings yet
- Notes On Plant Layout Part 1Document1 pageNotes On Plant Layout Part 1jokishNo ratings yet
- The Characteristics of Scrubbing LiquidDocument1 pageThe Characteristics of Scrubbing LiquidjokishNo ratings yet
- Major Process StandardsDocument1 pageMajor Process StandardsjokishNo ratings yet
- How A Steam Jet EjectorDocument1 pageHow A Steam Jet EjectorjokishNo ratings yet
- Bound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatDocument1 pageBound Moisture. This Is Water Retained So That It Exerts A Vapour Pressure Less Than ThatjokishNo ratings yet
- What Is CommissioningDocument1 pageWhat Is CommissioningjokishNo ratings yet
- ConductanceDocument1 pageConductancejokishNo ratings yet
- Humid PDFDocument4 pagesHumid PDFFrank MtetwaNo ratings yet
- Calculation of The LFL and UFL of MixturesDocument1 pageCalculation of The LFL and UFL of MixturesjokishNo ratings yet
- Chemical Engineering ReferenceDocument2 pagesChemical Engineering Referencejokish0% (1)
- Impeller TypesDocument1 pageImpeller TypesjokishNo ratings yet
- Typical Overall Heat-Transfer CoefficientsDocument2 pagesTypical Overall Heat-Transfer CoefficientsjokishNo ratings yet
- How To Do Sundarkand Path & BenifitsDocument1 pageHow To Do Sundarkand Path & BenifitsjokishNo ratings yet
- Intro To Mechanical Draft CoolersDocument1 pageIntro To Mechanical Draft CoolersjokishNo ratings yet
- Use of Simulated Process ModelDocument2 pagesUse of Simulated Process ModeljokishNo ratings yet
- Systems Review: Systems Are Defined As A Set of Interacting or Interdependent Equipment and ProcessDocument2 pagesSystems Review: Systems Are Defined As A Set of Interacting or Interdependent Equipment and ProcessjokishNo ratings yet
- Definition of Modelling and SimulationDocument2 pagesDefinition of Modelling and Simulationjokish100% (1)
- Preliminary Heat Exchanger Design ExampleDocument4 pagesPreliminary Heat Exchanger Design ExamplejokishNo ratings yet
- Systems and ProcessesDocument2 pagesSystems and ProcessesjokishNo ratings yet
- NPSHADocument5 pagesNPSHAjokishNo ratings yet
- Flow and Capacity CalculationsDocument1 pageFlow and Capacity CalculationsjokishNo ratings yet
- Separators: Introduction: 2-Phase Separators 3-Phase SeparatorsDocument1 pageSeparators: Introduction: 2-Phase Separators 3-Phase SeparatorsjokishNo ratings yet
- SEPARATOR Design ConsiderationsDocument1 pageSEPARATOR Design ConsiderationsjokishNo ratings yet
- Sodeca Veleprodajni Cenik 2016Document228 pagesSodeca Veleprodajni Cenik 2016Radoman KuburovicNo ratings yet
- # 18-0031 - Southwest Specialty Contractors Office & Warehouse - Assembly DrgsDocument94 pages# 18-0031 - Southwest Specialty Contractors Office & Warehouse - Assembly Drgsdavid Lang578No ratings yet
- FM Global Property Loss Prevention Data Sheets: Electrical Equipment in Hazardous (Classified) LocationsDocument48 pagesFM Global Property Loss Prevention Data Sheets: Electrical Equipment in Hazardous (Classified) LocationsOmar PinedaNo ratings yet
- B18 American National Standards For Bolts, Nuts, Rivets, Screws, Washers, and Similar FastenersDocument1 pageB18 American National Standards For Bolts, Nuts, Rivets, Screws, Washers, and Similar FastenerskarthegreNo ratings yet
- 2507 Super Duplex SSDocument3 pages2507 Super Duplex SSm_senthilNo ratings yet
- Loading Bay Equipment Brochure 3Document52 pagesLoading Bay Equipment Brochure 3Phanendra UjjiNo ratings yet
- L-A Review On Integration of Lightweight Gradient Lattice Structures in Additive Manufacturing PartsDocument21 pagesL-A Review On Integration of Lightweight Gradient Lattice Structures in Additive Manufacturing PartsJon SnowNo ratings yet
- CV Ari Setiawan 86Document4 pagesCV Ari Setiawan 86Ibnu RozaqNo ratings yet
- Project Management InstituteDocument48 pagesProject Management InstitutesergioNo ratings yet
- 560PSU02 DS enDocument3 pages560PSU02 DS enDumitrescu LuigiNo ratings yet
- Civil Engineering November 2013Document92 pagesCivil Engineering November 2013Tyburg R DhliwayoNo ratings yet
- Br100slaDocument18 pagesBr100slajoeb00gieNo ratings yet
- QM Manual EnglishDocument331 pagesQM Manual EnglishSharath Prasad Deshikan100% (1)
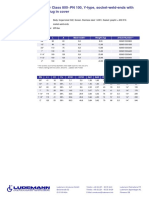
- Strainer Class 800 PN 100, Y-Type, Socket-Weld-Ends With Drain-Plug in CoverDocument2 pagesStrainer Class 800 PN 100, Y-Type, Socket-Weld-Ends With Drain-Plug in CoverFery FebryantoNo ratings yet
- Digitalmarketing Curriculum April 2019 PDFDocument58 pagesDigitalmarketing Curriculum April 2019 PDFBilawal ZiaNo ratings yet
- LISTDocument6 pagesLISTSamuelNo ratings yet
- Instruction Bladder AccumulatorsDocument38 pagesInstruction Bladder AccumulatorsAdrian MicuNo ratings yet
- Integration of Production System Technoserv Consulting : Moscow 2017Document15 pagesIntegration of Production System Technoserv Consulting : Moscow 2017lsd_calculusNo ratings yet
- Infosphere DataStage Hive Connector To Read Data From Hive Data SourcesDocument8 pagesInfosphere DataStage Hive Connector To Read Data From Hive Data Sourcesmichael breionNo ratings yet
- V76 ReportAdminFeature GuideDocument98 pagesV76 ReportAdminFeature GuidesingalasgmailcomNo ratings yet
- Edb 6625385 GBR enDocument2 pagesEdb 6625385 GBR enGrucito KonfyNo ratings yet
- 2SJ 449 - NecDocument9 pages2SJ 449 - NecStevenNo ratings yet
- Airline Company Litreture Review 1Document6 pagesAirline Company Litreture Review 1Khaled ToffahaNo ratings yet
- Inspection Cert StafDocument1 pageInspection Cert Stafacr84No ratings yet
- Aqualisa Quartz CaseDocument6 pagesAqualisa Quartz Caseaakash urangapuliNo ratings yet
- V8 Pro BRDocument20 pagesV8 Pro BRwtn2013No ratings yet
- Brij Trivedi - CX PresalesDocument3 pagesBrij Trivedi - CX PresalesbrijtrivediNo ratings yet
- Performance Specification Oxygen, Aviator'S Breathing, Liquid and GasDocument11 pagesPerformance Specification Oxygen, Aviator'S Breathing, Liquid and GasAviasafe AviationNo ratings yet