You might also like
- APPI Pilot Manual 1.2 PDFDocument142 pagesAPPI Pilot Manual 1.2 PDFPrvoslav Vojinović100% (4)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Makino Basic ProgrammingDocument104 pagesMakino Basic ProgrammingAPSARAUSA100% (8)
- Autocad ManualDocument56 pagesAutocad ManualShiva Krishna Bhagavatula100% (3)
- Autocad ManualDocument56 pagesAutocad ManualShiva Krishna Bhagavatula100% (3)
- Okuma Lathe ManualDocument23 pagesOkuma Lathe ManualWong Lee QinNo ratings yet
- Fanuc Ot CNC Program Manual Gcodetraining 588Document104 pagesFanuc Ot CNC Program Manual Gcodetraining 588hiepkhachbk2010824350% (2)
- Rajyoga Meditation Day 2Document24 pagesRajyoga Meditation Day 2Shiva Krishna BhagavatulaNo ratings yet
- TextDocument6 pagesTextRisyane Yoandira AgnesaNo ratings yet
- Experiment P3 CNC Machining: ObjectiveDocument13 pagesExperiment P3 CNC Machining: ObjectivePhạm Ngọc HòaNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- Seminar Report: CNC Machines and ProgrammingDocument25 pagesSeminar Report: CNC Machines and ProgramminggurshantholaniNo ratings yet
- Lab Manual CNC LatheDocument10 pagesLab Manual CNC LatheSai Naga Sri Harsha100% (1)
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkNo ratings yet
- EN - Complete Sinumerik Operate Milling - v26Document690 pagesEN - Complete Sinumerik Operate Milling - v26Hieu Nguyen100% (1)
- NCDocument67 pagesNCRamesh UddagiriNo ratings yet
- CNC Turning (Bridgeport)Document63 pagesCNC Turning (Bridgeport)Siti Idah TawhidNo ratings yet
- STM Ust Lecture4 - 0Document28 pagesSTM Ust Lecture4 - 0Choukoura AldfeerNo ratings yet
- NC Programming: R. A. Wysk, PH.DDocument67 pagesNC Programming: R. A. Wysk, PH.DNalla MohamedNo ratings yet
- Computer-Aided Part ProgrammingDocument10 pagesComputer-Aided Part ProgrammingPradip PatelNo ratings yet
- CHAPTER 8manual Part ProgrammingDocument111 pagesCHAPTER 8manual Part ProgrammingHrishikesh deshpandeNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- CNC ProgrammingDocument27 pagesCNC ProgrammingAbhijit BiswasNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- Spindle Control Q+A: # Answer 1Document2 pagesSpindle Control Q+A: # Answer 1giovanny valverdeNo ratings yet
- A Parametric Programming Technique For Efficient CNC Machining Op PDFDocument4 pagesA Parametric Programming Technique For Efficient CNC Machining Op PDFpocerilloNo ratings yet
- G CodeDocument83 pagesG CodeEmanuelNo ratings yet
- CADCAM CNC Unit-3.1Document54 pagesCADCAM CNC Unit-3.1kiranchennoju2004No ratings yet
- CIM LAB ManualDocument58 pagesCIM LAB ManualBruce ColonNo ratings yet
- Slide01 Introduction CNCDocument149 pagesSlide01 Introduction CNCalexiskandarNo ratings yet
- AME - M2 Ktunotes - inDocument35 pagesAME - M2 Ktunotes - inlijinthomasNo ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- CNC MachinesDocument26 pagesCNC MachinesRahul KumarNo ratings yet
- CNC Machine Programming CourseDocument33 pagesCNC Machine Programming CourseHemant MeenaNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- Yashwant InternshipDocument17 pagesYashwant InternshipGoku RocksNo ratings yet
- Fanuc MacroDocument3 pagesFanuc MacroGopi Nath0% (1)
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- Chapter 2 Part ProgrammingDocument33 pagesChapter 2 Part ProgrammingKarnal 0388No ratings yet
- Typical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingDocument82 pagesTypical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingAbdul RehmanNo ratings yet
- Ame - Met 306 - M 2Document88 pagesAme - Met 306 - M 2lijinthomasNo ratings yet
- Manual FanucDocument104 pagesManual FanucTauasi TauasisNo ratings yet
- NC ProgrammingDocument29 pagesNC ProgrammingManju Parkavi0% (1)
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- CNC Lab ManualDocument25 pagesCNC Lab Manualiamav31No ratings yet
- Custom MacroDocument31 pagesCustom Macroshiva d100% (1)
- CNC Basic & Prog.Document89 pagesCNC Basic & Prog.Christine BrownNo ratings yet
- Resume Chedule LUL and ASFDocument6 pagesResume Chedule LUL and ASFAldo Efrain Hernandez De La CruzNo ratings yet
- 01 Cadfil - NC - Controller - RequirementsDocument3 pages01 Cadfil - NC - Controller - RequirementsHuber AlvaradoNo ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- Haas TM-1P Vertical CNC Machining CenterDocument3 pagesHaas TM-1P Vertical CNC Machining CenterSabir AliNo ratings yet
- Cad Cam End Sem VDDocument90 pagesCad Cam End Sem VDDerik NelsonNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- CNC TechDocument20 pagesCNC TechBharath KumarNo ratings yet
- 990TDBDocument106 pages990TDBRodrigo Torneiro MecânicoNo ratings yet
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC MachinesBHAVESHNo ratings yet
- Chapter 6Document56 pagesChapter 6gashawletaNo ratings yet
- CNC Machining: Workshop TechnologyDocument11 pagesCNC Machining: Workshop Technologymews03No ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Unit III BitsDocument6 pagesUnit III BitsShiva Krishna BhagavatulaNo ratings yet
- Automation in Manufacturing Unit-I: (A) Logic B) NC Tape Programming C) Software D) WorkstationDocument1 pageAutomation in Manufacturing Unit-I: (A) Logic B) NC Tape Programming C) Software D) WorkstationShiva Krishna BhagavatulaNo ratings yet
- Rajyoga Meditation Day 1Document16 pagesRajyoga Meditation Day 1Shiva Krishna BhagavatulaNo ratings yet
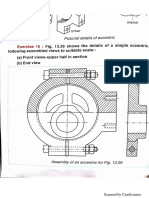
- EccentricDocument1 pageEccentricShiva Krishna BhagavatulaNo ratings yet
- Complete Aeronautical Engineering Colleges in IndiaDocument14 pagesComplete Aeronautical Engineering Colleges in IndiaShiva Krishna BhagavatulaNo ratings yet
- Screw JackDocument1 pageScrew JackShiva Krishna Bhagavatula100% (1)
- Experiment No. 9: Aim: To Find The Mechanical Advantage, Velocity Ratio and Efficiency of Simple andDocument2 pagesExperiment No. 9: Aim: To Find The Mechanical Advantage, Velocity Ratio and Efficiency of Simple andShiva Krishna Bhagavatula50% (2)
- Introduction To Knuckle JointDocument4 pagesIntroduction To Knuckle JointShiva Krishna BhagavatulaNo ratings yet
- Subroutines and MacrosDocument14 pagesSubroutines and MacrosShiva Krishna BhagavatulaNo ratings yet
- Importance of CAM in MFG Industry TodayDocument1 pageImportance of CAM in MFG Industry TodayShiva Krishna BhagavatulaNo ratings yet
- Architecture of CADDocument1 pageArchitecture of CADShiva Krishna BhagavatulaNo ratings yet
- Rayleigh Ritz MethodDocument2 pagesRayleigh Ritz MethodShiva Krishna Bhagavatula100% (2)
- Stages of CAD ProcessDocument2 pagesStages of CAD ProcessShiva Krishna Bhagavatula50% (8)
- Here's How Kanban WorksDocument3 pagesHere's How Kanban WorksShiva Krishna BhagavatulaNo ratings yet
- Rexroth Hydraulic FormulaeDocument43 pagesRexroth Hydraulic FormulaePremangshu SahaNo ratings yet
- EEE 103 - Load Flow AnalysisDocument107 pagesEEE 103 - Load Flow AnalysisVanessa Tan100% (1)
- Schofield 2002Document12 pagesSchofield 2002Wilhelm WesselsNo ratings yet
- Useful Mathematical Techniques For PhysicistsDocument24 pagesUseful Mathematical Techniques For PhysicistsMoataz EmamNo ratings yet
- Final Project Report On Spraying Drone 27-1-20Document49 pagesFinal Project Report On Spraying Drone 27-1-20Ankush Chauhan100% (1)
- Aura Power Station Brochure 8p Uk SingleDocument8 pagesAura Power Station Brochure 8p Uk SingleclaudiaeandreaNo ratings yet
- Finger Tracking in Real Time Human Computer InteractionDocument12 pagesFinger Tracking in Real Time Human Computer InteractionJishnu RemeshNo ratings yet
- Double Integral Over A Triangular RegionDocument2 pagesDouble Integral Over A Triangular RegionSuresh PrasadNo ratings yet
- Optical Properties of MaterialsDocument24 pagesOptical Properties of Materialsgwenny_castle100% (1)
- Demo Project On LDR Based Street LightDocument18 pagesDemo Project On LDR Based Street LightHarsh SinghNo ratings yet
- Sat Math Easy Practice QuizDocument11 pagesSat Math Easy Practice QuizneenaNo ratings yet
- Fabrication and Design of Multi-Layered Radar Absorbing Structures of MWNT-filled Glass/epoxy Plain-Weave CompositesDocument9 pagesFabrication and Design of Multi-Layered Radar Absorbing Structures of MWNT-filled Glass/epoxy Plain-Weave CompositesRiston SinagaNo ratings yet
- Air Quality: A Global Problem: Particulate Matter (PM) Nitrogen Oxides (Nox) Ozone (O) Sulphur Oxides (Sox)Document34 pagesAir Quality: A Global Problem: Particulate Matter (PM) Nitrogen Oxides (Nox) Ozone (O) Sulphur Oxides (Sox)Vesko IlijaziNo ratings yet
- PH115 CH 26 HWDocument18 pagesPH115 CH 26 HWKallu BadmashNo ratings yet
- How To Select The Best Earthing SystemDocument50 pagesHow To Select The Best Earthing SystemShrikant Kajale100% (2)
- 9-Introduction To Resistivity MeasurementsDocument24 pages9-Introduction To Resistivity Measurementsهيثم قاسم طاهر الميدمهNo ratings yet
- BeneluxMeeting09 BookofAbstractsDocument266 pagesBeneluxMeeting09 BookofAbstractslicorne05No ratings yet
- Nelson SPWLA 1994 V35n3a4Document37 pagesNelson SPWLA 1994 V35n3a4ridha hNo ratings yet
- Air Conditioning System For Your CarDocument9 pagesAir Conditioning System For Your CarSanjeev GuptaNo ratings yet
- ASME Performance Test CodesDocument2 pagesASME Performance Test CodesPrabhakar KattulaNo ratings yet
- Understanding The Moon PhasesDocument3 pagesUnderstanding The Moon PhasesThe Best SharingNo ratings yet
- PSCExample1ASeminar JLS Jul05Document10 pagesPSCExample1ASeminar JLS Jul05Ekky CecilNo ratings yet
- L-12 CoulumnsDocument59 pagesL-12 CoulumnsBilal KhanNo ratings yet
- Control System Lab ManualDocument52 pagesControl System Lab ManualMohammad Umar RehmanNo ratings yet
- Schrödinger Wave Equation and Function: Basics and Concise Relations With Consciousness/MindDocument9 pagesSchrödinger Wave Equation and Function: Basics and Concise Relations With Consciousness/MindVenu SdharanNo ratings yet
- NEESE-Defense Base-Isolation Tests Effectiveness of Friction Pendulum and Lead-Rubber Bearings SystemsDocument10 pagesNEESE-Defense Base-Isolation Tests Effectiveness of Friction Pendulum and Lead-Rubber Bearings SystemsciscoNo ratings yet
- Concrete Mix Design Workshop-Group 3.1Document18 pagesConcrete Mix Design Workshop-Group 3.1Chuckie EntocNo ratings yet
- Theodore Maiman - WikipediaDocument7 pagesTheodore Maiman - WikipediadopointtNo ratings yet