You might also like
- Ischebeck Titan Ground Engineering Systems 0523Document32 pagesIschebeck Titan Ground Engineering Systems 0523Thomas GlasbyNo ratings yet
- Renault Scenic Air ConditioningDocument107 pagesRenault Scenic Air Conditioningwofeba80% (10)
- Catalog Vulcain 50s Presidents' WatchDocument26 pagesCatalog Vulcain 50s Presidents' WatchVulcainWatchesNo ratings yet
- Sheetpile Handbook ch3 PDFDocument18 pagesSheetpile Handbook ch3 PDFTarek HareedyNo ratings yet
- E - 2 - Effect of Casting Shape and Size On Solidification TimeDocument6 pagesE - 2 - Effect of Casting Shape and Size On Solidification Timeoğuz kağanNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Core MANUFUCTURINGDocument35 pagesCore MANUFUCTURINGAnonymous Zx7EG1PaNo ratings yet
- MT-2 Core MaterialsDocument3 pagesMT-2 Core MaterialsRavasaheb BholeNo ratings yet
- Gating SystemDocument24 pagesGating SystemTri Yudha SetiawanNo ratings yet
- GCE4145 Lecture 3 - CoreDocument14 pagesGCE4145 Lecture 3 - CoreAbdullah SubbirNo ratings yet
- Chor InovDocument7 pagesChor Inovmanoj ranathiive100% (1)
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocument7 pagesKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaNo ratings yet
- Core Sand MaterialDocument20 pagesCore Sand MaterialsudhirNo ratings yet
- KAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enDocument4 pagesKAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enCarlos Alfaro GuerraNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraNo ratings yet
- Cores and CoremakingDocument12 pagesCores and CoremakingupenderNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- BS en 736-2 189Document12 pagesBS en 736-2 189dionepsouzaNo ratings yet
- Expendable Mold CastingDocument18 pagesExpendable Mold CastingCheeragNo ratings yet
- Manufacturing Process-I (Casting)Document25 pagesManufacturing Process-I (Casting)Rahul Deb PalNo ratings yet
- Cost Effective Casting Design PDFDocument20 pagesCost Effective Casting Design PDFBambangIrawan48No ratings yet
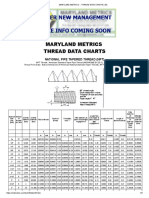
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Core CastingDocument27 pagesCore Castingchetan100% (1)
- Sand Casting: Pouring Cup Cope Down Sprue RiserDocument71 pagesSand Casting: Pouring Cup Cope Down Sprue Riservenkat4No ratings yet
- PM 2 LibroDocument18 pagesPM 2 LibrolupitagonzalezNo ratings yet
- Chapter 11-Metal Casting ProcessesDocument80 pagesChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNo ratings yet
- Cores, Types, Chaplets - HAFDocument14 pagesCores, Types, Chaplets - HAFZaky MuzaffarNo ratings yet
- Technical Info FlangesDocument12 pagesTechnical Info FlangesPopescu LeonardNo ratings yet
- Casting AssignmentDocument7 pagesCasting AssignmentTshepo MolotoNo ratings yet
- Redesign of CastingDocument35 pagesRedesign of Casting20MP62 - GOWTHAM BNo ratings yet
- Em1110-2 - 3105Document454 pagesEm1110-2 - 3105MOHAMMED RAZINo ratings yet
- AVK Gate Valve HandwheelDocument2 pagesAVK Gate Valve HandwheelQubit SizedNo ratings yet
- Casting Fundamentals DesignDocument35 pagesCasting Fundamentals DesignRia Sharma0% (1)
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- Continuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingDocument12 pagesContinuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingudayNo ratings yet
- Thread Chart PDFDocument9 pagesThread Chart PDFhisaj4uNo ratings yet
- BS 5160Document29 pagesBS 5160surangaNo ratings yet
- Din 2526Document1 pageDin 2526MartinsaikiNo ratings yet
- Project ReportDocument54 pagesProject ReportRakesh Kumar Munda100% (1)
- Rolling: R. V. College of Engineering, BangaloreDocument13 pagesRolling: R. V. College of Engineering, Bangaloreqnikil7_669442093No ratings yet
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- Recent Development of Ductile Cast PDFDocument10 pagesRecent Development of Ductile Cast PDFMoHammadNashatSabbah100% (1)
- An Overview of DIN - Deutsches Institut Für Normung - Valve StandardsDocument3 pagesAn Overview of DIN - Deutsches Institut Für Normung - Valve Standardslwwwl2No ratings yet
- Ladle and TandishDocument3 pagesLadle and TandishNorman MoralesNo ratings yet
- Ch-21 Sand CastingDocument156 pagesCh-21 Sand CastingMANJEET KUMARNo ratings yet
- MssDocument8 pagesMssGuillermo Gonzales AmayaNo ratings yet
- PIPE SpecificationDocument5 pagesPIPE SpecificationNilesh GohelNo ratings yet
- Pins and KeysDocument12 pagesPins and KeysSam GillilandNo ratings yet
- Engineering Failure Analysis 11 (2004) 873-893 PDFDocument21 pagesEngineering Failure Analysis 11 (2004) 873-893 PDFKailas GophaneNo ratings yet
- Hot Working Processes Rolling Drawing Forging Extruding Piercing SpinningDocument26 pagesHot Working Processes Rolling Drawing Forging Extruding Piercing SpinningSarojKumarSinghNo ratings yet
- Gray Iron Foundries PDFDocument20 pagesGray Iron Foundries PDFbebe3838No ratings yet
- Casting DesignDocument39 pagesCasting DesignHirenkumar ShahNo ratings yet
- Foundry Bhel1Document7 pagesFoundry Bhel1Charu MallNo ratings yet
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Disamatic GatingDocument7 pagesDisamatic Gatingtanto_deep_15No ratings yet
- Lampa Ijidm 2010 MorelDocument11 pagesLampa Ijidm 2010 MorelRaghu BhatNo ratings yet
- 04 - 000durability Analysis 101Document4 pages04 - 000durability Analysis 101Raghu BhatNo ratings yet
- Hydraulic Model of ModelDocument3 pagesHydraulic Model of ModelRaghu BhatNo ratings yet
- Engineering Course Guide: Faculty of Science, Engineering & TechnologyDocument20 pagesEngineering Course Guide: Faculty of Science, Engineering & TechnologyRaghu BhatNo ratings yet
- Equilibriumequationofequilibrium 131201132649 Phpapp01Document28 pagesEquilibriumequationofequilibrium 131201132649 Phpapp01Raghu BhatNo ratings yet
- Pressure Control ValveDocument53 pagesPressure Control ValveRaghu Bhat100% (1)
- Titles Working1Document1 pageTitles Working1Raghu BhatNo ratings yet
- Micro Soft OfD Ocument1Document7 pagesMicro Soft OfD Ocument1Raghu BhatNo ratings yet
- Virtual Work: Classical MechanicsDocument244 pagesVirtual Work: Classical MechanicsRaghu BhatNo ratings yet
- Micro - Soft OfD - Ocument1Document31 pagesMicro - Soft OfD - Ocument1Raghu BhatNo ratings yet
- Book en Vol1Document8 pagesBook en Vol1Raghu BhatNo ratings yet
- Roller Hearth Furnaces For Heat Treatment in Hot FDocument23 pagesRoller Hearth Furnaces For Heat Treatment in Hot FRaghu BhatNo ratings yet
- NTRP - 4-04.2.3 Signed Oct 21Document280 pagesNTRP - 4-04.2.3 Signed Oct 21Aiden ShoreNo ratings yet
- Military Handbook: Heating, Air Conditioning, Ventiliating, and Dehumidifying SystemsDocument227 pagesMilitary Handbook: Heating, Air Conditioning, Ventiliating, and Dehumidifying SystemsPlainNormalGuy2100% (9)
- A Study On Piled Raft FoundationDocument7 pagesA Study On Piled Raft FoundationCostas SachpazisNo ratings yet
- Lighting BOQ Offer 14.11.19Document3 pagesLighting BOQ Offer 14.11.19Akd Deshmukh100% (1)
- Hif 12020Document48 pagesHif 12020நந்த_குமார்No ratings yet
- Counter Fort Retaining WallsDocument11 pagesCounter Fort Retaining WallsdsureshcivilNo ratings yet
- Tolerances For Aluminium Profiles: EN 12020-2 EN 755-9Document24 pagesTolerances For Aluminium Profiles: EN 12020-2 EN 755-9nandu29usNo ratings yet
- Wall Mounted: Split Type Room Air ConditionerDocument19 pagesWall Mounted: Split Type Room Air ConditionerСергей ВеретенниковNo ratings yet
- Grupsa Hospital SystemDocument44 pagesGrupsa Hospital SystemfirstgentlemanisNo ratings yet
- Maytag Neptune Washer Manual Model# Mah9700awDocument65 pagesMaytag Neptune Washer Manual Model# Mah9700awEmily WeissNo ratings yet
- Quiestions Team 5 MI 8BDocument4 pagesQuiestions Team 5 MI 8Barmando nolasco rodriguezNo ratings yet
- Lab Manual 70133886Document36 pagesLab Manual 7013388670133886No ratings yet
- High-Pressure Boiler Inspection Procedures (With Checklist) - MPCDocument6 pagesHigh-Pressure Boiler Inspection Procedures (With Checklist) - MPCPrasetya SiregarNo ratings yet
- Ram Internship ReportDocument65 pagesRam Internship Report20135A0120 PINNIKA RAMESHNo ratings yet
- 132KV BPI - 2700 - Habarana BayDocument6 pages132KV BPI - 2700 - Habarana Bayyogs_184No ratings yet
- Tech-Specs MonticelloDocument3 pagesTech-Specs MonticelloProvido, Ronald Frederick PNo ratings yet
- Design of RE SlopeDocument44 pagesDesign of RE Slope8108295484No ratings yet
- Industrial Visit.: Mechanical EngineeringDocument9 pagesIndustrial Visit.: Mechanical EngineeringShivraj KolambekarNo ratings yet
- Gas DesighDocument81 pagesGas DesighNetra Nanda100% (1)
- Mode I Fracture Toughness of Fiber-Reinforced Polymer Composites: A ReviewDocument28 pagesMode I Fracture Toughness of Fiber-Reinforced Polymer Composites: A ReviewRogério JuniorNo ratings yet
- Mirapox 4122 ABDocument3 pagesMirapox 4122 ABEjah SharNo ratings yet
- HyJOIST Brochure (Jul 2008)Document28 pagesHyJOIST Brochure (Jul 2008)GPNo ratings yet
- Jannat 2020Document27 pagesJannat 2020Liya WilsonNo ratings yet
- Steam Warm-Up ValvesDocument5 pagesSteam Warm-Up ValvesMahesh ENo ratings yet
- Dwelling Units More Than150m2Document3 pagesDwelling Units More Than150m2Lauren OlivosNo ratings yet
- 7 - Zone Refining PDFDocument31 pages7 - Zone Refining PDFAnkit WankhedeNo ratings yet
- ACP017-RP-ST-001 - Hinge Structural CalculationDocument23 pagesACP017-RP-ST-001 - Hinge Structural CalculationThomas StephenNo ratings yet