You might also like
- Fados9f1 User ManualDocument43 pagesFados9f1 User Manualcoquesh100% (3)
- How To Use A Multimeter PDFDocument18 pagesHow To Use A Multimeter PDFBala Murugan75% (4)
- Design For Low Test Pattern CountsDocument6 pagesDesign For Low Test Pattern CountsAnjitha IKNo ratings yet
- Testability Concepts and DFTDocument5 pagesTestability Concepts and DFTkumkum_parishitNo ratings yet
- Digital IC Testing: An Introduction: Taxonomy and DefinitionsDocument12 pagesDigital IC Testing: An Introduction: Taxonomy and Definitionsปฏิวัติ ชาติดำรงค์No ratings yet
- Wherefore Ever Ramble On? For The Good Is Lying NearDocument8 pagesWherefore Ever Ramble On? For The Good Is Lying NearChethan JayasimhaNo ratings yet
- Repairable Cell-Based Chip Design For Simultaneous Yield Enhancement and Fault DiagnosisDocument6 pagesRepairable Cell-Based Chip Design For Simultaneous Yield Enhancement and Fault DiagnosisYosi SoltNo ratings yet
- Cost-Effective IR-Drop Failure Identification and Yield Recovery Through A Failure-Adaptive Test SchemeDocument6 pagesCost-Effective IR-Drop Failure Identification and Yield Recovery Through A Failure-Adaptive Test SchemeHimanshu ChopraNo ratings yet
- An Autonomous FPGA-Based Emulation System For Fast Fault Tolerant EvaluationDocument6 pagesAn Autonomous FPGA-Based Emulation System For Fast Fault Tolerant EvaluationKiyohime ShöjiNo ratings yet
- Algorithm For Behavioral Test GenerationDocument25 pagesAlgorithm For Behavioral Test GenerationKaruMukilanNo ratings yet
- At - Speed TestingDocument6 pagesAt - Speed TestingNikunj VadodariaNo ratings yet
- Fault Simulation On Reconfigurable Hardware: Miron Abramovici Prem MenonDocument9 pagesFault Simulation On Reconfigurable Hardware: Miron Abramovici Prem MenonSuraj DasNo ratings yet
- Efficient SAT-based ATPG Techniques For All Multiple Stuck-At FaultsDocument10 pagesEfficient SAT-based ATPG Techniques For All Multiple Stuck-At Faultsbtechece65No ratings yet
- A New Path-Oriented Effect-Cause Methodology Diagnose Delay FailuresDocument10 pagesA New Path-Oriented Effect-Cause Methodology Diagnose Delay FailuresFemin VargheseNo ratings yet
- 255 - For Ubicc - 255Document6 pages255 - For Ubicc - 255Ubiquitous Computing and Communication JournalNo ratings yet
- Fault Tolerance and TestabilityDocument16 pagesFault Tolerance and TestabilitySukhada DeshpandeNo ratings yet
- Quality: Optimum Ive ReliabilityDocument3 pagesQuality: Optimum Ive ReliabilityLuJo NarañaNo ratings yet
- Digital Ic TestingDocument28 pagesDigital Ic TestingDan AdrianNo ratings yet
- Nandha Engineering College (Autonomous) E-AssignmentDocument6 pagesNandha Engineering College (Autonomous) E-Assignmentmonishabe23No ratings yet
- Major Courses - Part 2Document50 pagesMajor Courses - Part 2Fairos ZakariahNo ratings yet
- (Notes) DESIGN FOR TESTABILITYDocument34 pages(Notes) DESIGN FOR TESTABILITYsarathkumarNo ratings yet
- DT Key MaretrialDocument12 pagesDT Key MaretrialSudheer RajaNo ratings yet
- Sequential Test Generation at The Register-Transfer and Logic LevelsDocument7 pagesSequential Test Generation at The Register-Transfer and Logic LevelsHarshitha BandiNo ratings yet
- VL7301 Testing of VLSI CircuitsDocument8 pagesVL7301 Testing of VLSI Circuitsmanojece80100% (1)
- DFTDocument4 pagesDFTkienukiru100% (1)
- Design For Testability NotesDocument41 pagesDesign For Testability NotesNaga Nithesh100% (3)
- 10 Tips For Successful Scan Design Part OneDocument6 pages10 Tips For Successful Scan Design Part Onebesha1987No ratings yet
- An Experimental Chip To Evaluate Test TechniquesDocument10 pagesAn Experimental Chip To Evaluate Test TechniquesVinod KheraNo ratings yet
- ATPGDocument8 pagesATPGMaheshwaranNo ratings yet
- Test Automation - Automatic Test Generation Technology and Its ApplicationsDocument16 pagesTest Automation - Automatic Test Generation Technology and Its ApplicationsDivyanshi PatelNo ratings yet
- Test AbilityDocument13 pagesTest AbilityGaurav MehraNo ratings yet
- Failure Modes, Effects and Criticality Analysis (Fmeca) : PracticeDocument2 pagesFailure Modes, Effects and Criticality Analysis (Fmeca) : PracticeMohammed KhatibNo ratings yet
- Dedicated Autonomous Scan-Based Testing (DAST) For Embedded CoresDocument8 pagesDedicated Autonomous Scan-Based Testing (DAST) For Embedded CoresBhagya ShriNo ratings yet
- 005 (Model-Based Fault Detection and Diagnosis)Document12 pages005 (Model-Based Fault Detection and Diagnosis)Sead KurtovićNo ratings yet
- Fault Isolability Analysis Based On Steady State Fault SignaturesDocument6 pagesFault Isolability Analysis Based On Steady State Fault SignaturesJuan Manuel MauroNo ratings yet
- 1b S Divya Bathmavathi LowDocument6 pages1b S Divya Bathmavathi LowJuan Dela CruzNo ratings yet
- ATPG (Automatic Test Pattern Genrator)Document10 pagesATPG (Automatic Test Pattern Genrator)Pranav DassNo ratings yet
- Boundary ScanDocument26 pagesBoundary Scansreeramya021No ratings yet
- 5.g 129 - Oscillation Based Analog Testing - A Case StudyDocument6 pages5.g 129 - Oscillation Based Analog Testing - A Case StudyVančo LitovskiNo ratings yet
- DCS TestingDocument5 pagesDCS TestingRajeshNo ratings yet
- Testability For VLSIDocument5 pagesTestability For VLSIvaneetmahajan10No ratings yet
- Reliability Analysis of The SPARC V8 Architecture Via Fault Trees and UPPAL-SMCDocument4 pagesReliability Analysis of The SPARC V8 Architecture Via Fault Trees and UPPAL-SMCcvsetfNo ratings yet
- 105 PDFDocument6 pages105 PDFInternational Journal of Scientific Research in Science, Engineering and Technology ( IJSRSET )No ratings yet
- Electronic Circuit Diagnostic Expert Systems - A Survey: Computers Math. ApplicDocument18 pagesElectronic Circuit Diagnostic Expert Systems - A Survey: Computers Math. ApplicRedaNo ratings yet
- ME1000 Lab07 Measurement Automation Using Agilent VEE Pro v2.40Document21 pagesME1000 Lab07 Measurement Automation Using Agilent VEE Pro v2.40Carlos JimenezNo ratings yet
- A Variable Observation Method Faults: in A Is ADocument4 pagesA Variable Observation Method Faults: in A Is AFemin VargheseNo ratings yet
- Unit 5Document41 pagesUnit 5sparsh kaudinyaNo ratings yet
- Lglite + Load Board: Fundamentals of Fault DetectionDocument14 pagesLglite + Load Board: Fundamentals of Fault DetectionVijayakumar SNo ratings yet
- Hierarchical Scan and Atpg For Two Stage PDFDocument3 pagesHierarchical Scan and Atpg For Two Stage PDFNeusilica school of VLSINo ratings yet
- Distributed Generation Electric Distribution Systems Sensitivity AnalysisDocument4 pagesDistributed Generation Electric Distribution Systems Sensitivity AnalysisDrVikas Singh BhadoriaNo ratings yet
- Lock Up Latch in VLSIDocument8 pagesLock Up Latch in VLSIsandy_711100% (1)
- AMS Assignment Shivajee GautamDocument7 pagesAMS Assignment Shivajee GautamSHIVAJEE GAUTAMNo ratings yet
- Automating Analog Test DesignDocument10 pagesAutomating Analog Test DesignAnuragNo ratings yet
- Final - Volume 3 No 4Document105 pagesFinal - Volume 3 No 4UbiCC Publisher100% (1)
- Network Observability Identification of Observable Islands and Measurement PlacementDocument7 pagesNetwork Observability Identification of Observable Islands and Measurement Placementwvargas926No ratings yet
- Compressed Pattern Diagnosis For Scan Chain FailuresDocument8 pagesCompressed Pattern Diagnosis For Scan Chain FailuresrjnmsdNo ratings yet
- The Use of Simulation Within A PLC To Improve Program Development and TestingDocument7 pagesThe Use of Simulation Within A PLC To Improve Program Development and TestingWagner Teixeira RochaNo ratings yet
- Simulation Mismatches Can Foul Up Test-Pattern VerificationDocument6 pagesSimulation Mismatches Can Foul Up Test-Pattern VerificationAdhi SuruliNo ratings yet
- Exploiting A Workstation Network For Automatic Generation of Test Patterns For Digital CircuitsDocument17 pagesExploiting A Workstation Network For Automatic Generation of Test Patterns For Digital CircuitsDhwal MehtaNo ratings yet
- Reviving Erroneous Stability-Based Clock-Gating Using Partial Max-SATDocument6 pagesReviving Erroneous Stability-Based Clock-Gating Using Partial Max-SATkbrinaldiNo ratings yet
- Semi-Markov Models: Control of Restorable Systems with Latent FailuresFrom EverandSemi-Markov Models: Control of Restorable Systems with Latent FailuresNo ratings yet
- Distributed Process Control ReportFrom EverandDistributed Process Control ReportNo ratings yet
- A Case Study On Motorcycle Driven Ploughing MachineDocument20 pagesA Case Study On Motorcycle Driven Ploughing Machinemani manisNo ratings yet
- Gce, Dharmapuri Project5Document22 pagesGce, Dharmapuri Project5mani manisNo ratings yet
- Fertilizer Spreader-Gce, Dharmapuri Project6Document20 pagesFertilizer Spreader-Gce, Dharmapuri Project6mani manisNo ratings yet
- Alur Final ThesisDocument134 pagesAlur Final Thesismani manisNo ratings yet
- ME-6703-Computer Integrated Manufacturing: Unit-IDocument8 pagesME-6703-Computer Integrated Manufacturing: Unit-Imani manisNo ratings yet
- Developing and Evaluating A Mobile Driver Fatigue Detection Network Based On Electroencephalograph SignalsDocument5 pagesDeveloping and Evaluating A Mobile Driver Fatigue Detection Network Based On Electroencephalograph Signalsmani manisNo ratings yet
- Government College of Engineering Dharmapuri: Design and Fabrication of Paper Cutting Using Geneva MechanismDocument16 pagesGovernment College of Engineering Dharmapuri: Design and Fabrication of Paper Cutting Using Geneva Mechanismmani manisNo ratings yet
- Me2037 MeDocument216 pagesMe2037 Memani manisNo ratings yet
- Dynamic of Machine PDFDocument42 pagesDynamic of Machine PDFmani manisNo ratings yet
- Toward Highly Dependable Power-Aware Mobile Ad Hoc Network-Survivability Evaluation FrameworkDocument12 pagesToward Highly Dependable Power-Aware Mobile Ad Hoc Network-Survivability Evaluation Frameworkmani manisNo ratings yet
- Multi Nut Remover by ManickamDocument2 pagesMulti Nut Remover by ManickamManickamNo ratings yet
- 2ND PU SYLLABUS FOR 2020-21 NewDocument56 pages2ND PU SYLLABUS FOR 2020-21 NewNameNo ratings yet
- Hydra SmengDocument310 pagesHydra SmengcarlosNo ratings yet
- Canon Ir1530-Sm PDFDocument488 pagesCanon Ir1530-Sm PDFvương trịnhNo ratings yet
- Class FiveDocument5 pagesClass FiveThecountryschool Kamalia CampusNo ratings yet
- Introduction To MechatronicsDocument150 pagesIntroduction To MechatronicsAdebola oluwadamilare prosperNo ratings yet
- Chapter 14 OscillatorsDocument38 pagesChapter 14 Oscillatorsshubhankar palNo ratings yet
- Niagara 1200 Manual ENDocument28 pagesNiagara 1200 Manual ENPeter HNo ratings yet
- CHPTR 5 Designing Cmos Circuits For Low PowerDocument27 pagesCHPTR 5 Designing Cmos Circuits For Low Powerharikirthika100% (1)
- FS9721-LP3 4000 Counts Digital Multimeter: FortuneDocument32 pagesFS9721-LP3 4000 Counts Digital Multimeter: FortunePlaneta MatrixNo ratings yet
- Vehicle Monitoring Controlling and Tracking System by Using Android ApplicationDocument6 pagesVehicle Monitoring Controlling and Tracking System by Using Android ApplicationRajeevan ArunNo ratings yet
- 3.3V DSP For Digital Motor ControlDocument19 pages3.3V DSP For Digital Motor ControljordileftNo ratings yet
- Conclusion Questions FrozenDocument3 pagesConclusion Questions Frozenapi-255569803No ratings yet
- Syllabus ITI MechanicalDocument3 pagesSyllabus ITI MechanicalRavindra MahadeokarNo ratings yet
- Smith Meter UPTDocument6 pagesSmith Meter UPTvalimironescuNo ratings yet
- A Broadband Folded Gilbert Cell CMOS MixerDocument6 pagesA Broadband Folded Gilbert Cell CMOS MixerMohammedIrshadAhNo ratings yet
- Simple Circuit Diagram For Digital Weighing ScaleDocument5 pagesSimple Circuit Diagram For Digital Weighing ScaleTranquilize DineshNo ratings yet
- Unisonic Technologies Co., LTD: Voltage Mode PWM Control CircuitDocument8 pagesUnisonic Technologies Co., LTD: Voltage Mode PWM Control CircuitallendohorizontNo ratings yet
- AnswersDocument17 pagesAnswersNipunNo ratings yet
- Logic GatesDocument8 pagesLogic GatesNikunj ThakkarNo ratings yet
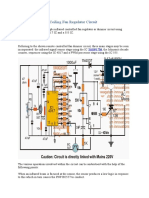
- Remote Controlled Ceiling Fan Regulator CircuitDocument6 pagesRemote Controlled Ceiling Fan Regulator CircuitEngr.Iqbal BaigNo ratings yet
- Motorola Gp300 r1 Service InformationDocument26 pagesMotorola Gp300 r1 Service InformationelsopeNo ratings yet
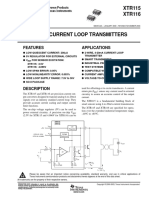
- 4-20ma Current Loop TransmiterDocument15 pages4-20ma Current Loop Transmiterluis rodriguezNo ratings yet
- HUAWEI G526 Maintenance Manual (G526, V1.0, English, Normal) PDFDocument103 pagesHUAWEI G526 Maintenance Manual (G526, V1.0, English, Normal) PDFEdicson TarazonaNo ratings yet
- 1102 - EPE Hybrid Computer - Part 1Document9 pages1102 - EPE Hybrid Computer - Part 1pelle svanslosNo ratings yet
- FM TransmitterDocument7 pagesFM TransmitterChandramouli VakacharlaNo ratings yet
- Analog Electronic Circuit: Prof. Shouribrata ChatterjeeDocument1 pageAnalog Electronic Circuit: Prof. Shouribrata ChatterjeechadNo ratings yet
- REER Mosaic Catalog 18Document12 pagesREER Mosaic Catalog 18Jorge_Andril_5370No ratings yet
- A-Si TFT LCD Single Chip Driver 240Rgbx320 Resolution and 262K ColorDocument222 pagesA-Si TFT LCD Single Chip Driver 240Rgbx320 Resolution and 262K ColorSpecShare100% (1)