You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Compliance Audit Action Plan Catalog Final EditedDocument24 pagesCompliance Audit Action Plan Catalog Final Editedvillamor niez80% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wild-Food Plants in Southern Ethiopia:: 1. Introduction and BackgroundDocument16 pagesWild-Food Plants in Southern Ethiopia:: 1. Introduction and Backgroundvillamor niezNo ratings yet
- Guidelines On The Implementation of Competency Assessment and Certification of TVET Trainers For Levels I and IIDocument6 pagesGuidelines On The Implementation of Competency Assessment and Certification of TVET Trainers For Levels I and IIvillamor niezNo ratings yet
- My Effort Crabao GrassDocument1 pageMy Effort Crabao Grassvillamor niezNo ratings yet
- Technical Education and Skills Development Authority Registry of Workers Assessed and Certified Date of AssessmentDocument4 pagesTechnical Education and Skills Development Authority Registry of Workers Assessed and Certified Date of Assessmentvillamor niez100% (1)
- Hospitalpharmacy PDFDocument13 pagesHospitalpharmacy PDFvillamor niezNo ratings yet
- Work Request Unit No. 1. MSES-0003 2. MSES - 0001 Description: 1. Motorcycle 2. Air CompressorDocument1 pageWork Request Unit No. 1. MSES-0003 2. MSES - 0001 Description: 1. Motorcycle 2. Air Compressorvillamor niezNo ratings yet
- Session PlanDocument4 pagesSession Planvillamor niezNo ratings yet
- Assumption College of Nabunturan Training PlanDocument1 pageAssumption College of Nabunturan Training Planvillamor niezNo ratings yet
- Samw Questions: SMAW Basics - The QuestionsDocument3 pagesSamw Questions: SMAW Basics - The Questionsvillamor niezNo ratings yet
- Department PR No.: Section SAI No.: Stock No. Unit Item Description Quantity Unit Cost 1 PDocument3 pagesDepartment PR No.: Section SAI No.: Stock No. Unit Item Description Quantity Unit Cost 1 Pvillamor niezNo ratings yet
- How To Use This Competency-Based Learning MaterialDocument29 pagesHow To Use This Competency-Based Learning Materialvillamor niezNo ratings yet
- Session PlanDocument4 pagesSession Planvillamor niez100% (1)
- Sample Equipment Purchase RequestDocument1 pageSample Equipment Purchase Requestvillamor niez50% (2)
- Inspection ChecklistDocument1 pageInspection Checklistvillamor niezNo ratings yet
- Waste Segregation PlanDocument1 pageWaste Segregation Planvillamor niezNo ratings yet
- Workshop LayoutDocument2 pagesWorkshop Layoutvillamor niez100% (1)
- Tag-Out Index Card: Assumption College of NabunturanDocument1 pageTag-Out Index Card: Assumption College of Nabunturanvillamor niezNo ratings yet
- Assumption College of Nabunturan:: Jeric L. VillanDocument1 pageAssumption College of Nabunturan:: Jeric L. Villanvillamor niezNo ratings yet
- Assumption College of Nabunturan: Achievement ChartDocument2 pagesAssumption College of Nabunturan: Achievement Chartvillamor niezNo ratings yet
- Training RegulationDocument21 pagesTraining Regulationvillamor niez100% (2)
- Element Word SearchDocument2 pagesElement Word SearchLourice JhoyNo ratings yet
- DaidoDocument48 pagesDaidonktiah1207No ratings yet
- 4 - Lec 3 - 1 MaterialDocument55 pages4 - Lec 3 - 1 Materialumi_hayyatNo ratings yet
- Practical Data HandbookDocument120 pagesPractical Data Handbookjtamminga100% (18)
- Metallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearDocument7 pagesMetallography Heat Treatment: MW-343 For D.A.E Metallurgy and Welding Third YearM.Khaliq u zaman 151100% (1)
- Board of Metallurgical Engineering - Syllabi - 0Document6 pagesBoard of Metallurgical Engineering - Syllabi - 0Clyde SuerteNo ratings yet
- Roof Solar LeafletDocument16 pagesRoof Solar LeafletChathura Priyanka100% (1)
- Parts List: KewpumpDocument11 pagesParts List: KewpumpAriel Espinoza100% (1)
- Corrosion Awareness: Andrea Etheridge, Mike Fielder, Chi-Ming Lee, Dave MooreDocument13 pagesCorrosion Awareness: Andrea Etheridge, Mike Fielder, Chi-Ming Lee, Dave MooreSlim.BNo ratings yet
- TC227 Shot Peening WD26910-1 060901Document13 pagesTC227 Shot Peening WD26910-1 060901Bahadır Uysal100% (1)
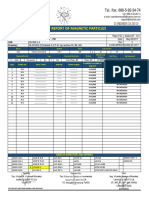
- Test Report of Magnetic Particles: Tel. /fax. 686-5-92-34-74 Welding NDT Concrete Asphalt SteelDocument2 pagesTest Report of Magnetic Particles: Tel. /fax. 686-5-92-34-74 Welding NDT Concrete Asphalt SteelCalidad AycwebNo ratings yet
- Pipe Wall Thickness CHARTDocument1 pagePipe Wall Thickness CHARTabbey_josephNo ratings yet
- Steel BookDocument104 pagesSteel BookMave75No ratings yet
- Problem and Answer in Iron and Steel Making ProcessDocument32 pagesProblem and Answer in Iron and Steel Making ProcessIndera Pradana0% (2)
- Metal Casting Dies: Thoguluva Raghavan VijayaramDocument4 pagesMetal Casting Dies: Thoguluva Raghavan VijayaramcombinationcoffeeNo ratings yet
- Scholarship InquiryDocument16 pagesScholarship InquiryHannaNo ratings yet
- Nas 64 eDocument4 pagesNas 64 eDaoNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Electrode Types: DC Copperclad Pointed ElectrodesDocument1 pageElectrode Types: DC Copperclad Pointed Electrodesshah jehan hanifNo ratings yet
- 17B2 - 1.5502 - SteelNumber - Chemical Composition, Equivalent, PropertiesDocument2 pages17B2 - 1.5502 - SteelNumber - Chemical Composition, Equivalent, PropertiesSergiNo ratings yet
- IRON - CARBON DiagramDocument15 pagesIRON - CARBON Diagramgadde39100% (2)
- Cen TR 10261 2023Document12 pagesCen TR 10261 2023Guillermo García LópezNo ratings yet
- Report On Neelkanth Steel IndustriesDocument6 pagesReport On Neelkanth Steel IndustriesMeet PatelNo ratings yet
- Aluminium Using AFSDDocument12 pagesAluminium Using AFSDKinesys TechsolutionsNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- SIW Product CatalogDocument88 pagesSIW Product CatalogSagar GavaneNo ratings yet
- As 3566.1 - 2002 Self-Drilling Screws For The Building - General RequirementsDocument40 pagesAs 3566.1 - 2002 Self-Drilling Screws For The Building - General RequirementsrezaNo ratings yet
- The Modernization ExpertsDocument79 pagesThe Modernization ExpertsFábio Marchezini0% (1)
- University of Cambridge International Examinations International General Certificate of Secondary EducationDocument20 pagesUniversity of Cambridge International Examinations International General Certificate of Secondary EducationHaider AliNo ratings yet