You might also like
- Interim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators (HRSGS) - TR-110051Document286 pagesInterim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators (HRSGS) - TR-110051Mario100% (1)
- Csec Lab Manual 2017 PDFDocument36 pagesCsec Lab Manual 2017 PDFCamaya Rumble100% (3)
- Squeeze Cement With Coiled TubingDocument60 pagesSqueeze Cement With Coiled TubingJose Leonardo Materano Perozo100% (1)
- Chapter 3: Atomic and Ionic Arrangements: 3-1 SolutionDocument52 pagesChapter 3: Atomic and Ionic Arrangements: 3-1 SolutionMarcos Jose100% (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Corrosion FatigueDocument0 pagesCorrosion FatigueBangkit Rachmat HilcaNo ratings yet
- Heat Recovery Steam Generator Oxygen Injection-Case Study F PDFDocument42 pagesHeat Recovery Steam Generator Oxygen Injection-Case Study F PDFAndres Walter RodrigoNo ratings yet
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69No ratings yet
- A Complete Analysis of Your Reformer-SynetixDocument9 pagesA Complete Analysis of Your Reformer-SynetixhendraokasNo ratings yet
- Certificate of Analysis: National Institute of Standards and TechnologyDocument5 pagesCertificate of Analysis: National Institute of Standards and TechnologyJohn GiannakopoulosNo ratings yet
- Superheater and Reheater Outlet Header Inspections FailuresDocument65 pagesSuperheater and Reheater Outlet Header Inspections Failureskaruna346No ratings yet
- EPRI - Evaluating and Avoiding Damages To HRSG Tubes Given by Duct BurnersDocument72 pagesEPRI - Evaluating and Avoiding Damages To HRSG Tubes Given by Duct BurnersDavide Franzini100% (1)
- Material Test CertificateDocument2 pagesMaterial Test CertificatesatishNo ratings yet
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- PPChem RepeatsDocument11 pagesPPChem RepeatsAnonymous lHiaDxlpkxNo ratings yet
- PPChem 2017 19-02-92-102 Authors Copy PublicDocument11 pagesPPChem 2017 19-02-92-102 Authors Copy PublicJan RusaasNo ratings yet
- EPRI Sootblower WDocument13 pagesEPRI Sootblower WSiva KumarNo ratings yet
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 pagesFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10No ratings yet
- Integrated Boiler Tube Failure Reduction/Cycle Chemistry Improvement ProgramDocument96 pagesIntegrated Boiler Tube Failure Reduction/Cycle Chemistry Improvement ProgramOwais MalikNo ratings yet
- Performance HRSGDocument7 pagesPerformance HRSGalfnusi173100% (1)
- Boiler Tube SamplingDocument24 pagesBoiler Tube SamplingMiltonNo ratings yet
- 000000003002006390Document110 pages000000003002006390Betty Bowersox100% (1)
- TETRA HRSG Tube Failure Statistics White PaperDocument3 pagesTETRA HRSG Tube Failure Statistics White PaperMohEladibNo ratings yet
- PPChem 2015 17 06 342-353 NewDocument12 pagesPPChem 2015 17 06 342-353 NewyogaNo ratings yet
- Condition Assessmen B&W Chap 45Document22 pagesCondition Assessmen B&W Chap 45Busairi AchmadNo ratings yet
- Creep - Iwshibli PDFDocument32 pagesCreep - Iwshibli PDFIvanUribeNo ratings yet
- Interpret Boiler Tube Cleanliness Test ResultsDocument7 pagesInterpret Boiler Tube Cleanliness Test ResultsJose100% (1)
- Superheater Corrosion in USC Power PlantDocument136 pagesSuperheater Corrosion in USC Power PlantDanie-Els100% (1)
- Taming Condenser Tube Leaks - David G. DanielsDocument15 pagesTaming Condenser Tube Leaks - David G. DanielsMarioNo ratings yet
- (EPRI) Effect of Flexible Operation On Boiler Components - Theory and Practice - Vol.1 - Fundamentals (3002001180, 2013)Document172 pages(EPRI) Effect of Flexible Operation On Boiler Components - Theory and Practice - Vol.1 - Fundamentals (3002001180, 2013)Kunhee MoonNo ratings yet
- Steam Purity For Turbine Application by EPRI StandardDocument8 pagesSteam Purity For Turbine Application by EPRI StandardRyan SumuleNo ratings yet
- Boiler Waterside DepositionDocument6 pagesBoiler Waterside DepositionMohamad EshraNo ratings yet
- HRSG Final InspectionDocument8 pagesHRSG Final Inspectionmkarahan100% (1)
- HRSG tube failures inspection techniquesDocument12 pagesHRSG tube failures inspection techniquesOwais Malik100% (1)
- EPRI's Phosphate Continuum and Caustic Treatment GuidelineDocument59 pagesEPRI's Phosphate Continuum and Caustic Treatment GuidelineDian PiresNo ratings yet
- Boiler Condition AssessmentDocument4 pagesBoiler Condition AssessmentJozsef Magyari100% (1)
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocument18 pagesPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018No ratings yet
- LABORELEC Conventional Power Plant Materials Course V2 PDFDocument90 pagesLABORELEC Conventional Power Plant Materials Course V2 PDFkatfy1100% (1)
- FossilPlantHigh-EnergyPipingDamage EPRI PDFDocument370 pagesFossilPlantHigh-EnergyPipingDamage EPRI PDFdietersima0% (1)
- Boiler Materials For USC Plants IJPGC 2000Document22 pagesBoiler Materials For USC Plants IJPGC 2000pawanumarji1100% (1)
- In-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFDocument68 pagesIn-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFhirenkumar patelNo ratings yet
- Analysis of Steam Superheater Tube Failures of Medium Pressure BoilersDocument14 pagesAnalysis of Steam Superheater Tube Failures of Medium Pressure Boilersingmetal9104No ratings yet
- EPRI Guide Lines FACDocument154 pagesEPRI Guide Lines FACankarao69100% (2)
- Engineering 360 - Engineer's Guide To Boiler Tube InspectionsDocument3 pagesEngineering 360 - Engineer's Guide To Boiler Tube InspectionsIsmal AdrianNo ratings yet
- Feedwater TreatmentDocument5 pagesFeedwater TreatmentthanhhuyenNo ratings yet
- Cracking of Alloy 800H Reformer RiserDocument14 pagesCracking of Alloy 800H Reformer RiserTiah Nam Kuan100% (1)
- HRSG Supplier's Chemistry IonDocument11 pagesHRSG Supplier's Chemistry IonJoe Schroeder100% (1)
- Understanding Waterhammer in Pumping Systems and Surge Suppression OptionsDocument20 pagesUnderstanding Waterhammer in Pumping Systems and Surge Suppression OptionsdeepakmathilakathNo ratings yet
- Etd Epri p91 FailuresDocument9 pagesEtd Epri p91 FailuresJustin Morse100% (1)
- Failure Analysis Furnace Radiant TubesDocument13 pagesFailure Analysis Furnace Radiant Tubesjohan garciaNo ratings yet
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichNo ratings yet
- Preventing Copper Deposition in Steam Turbines: Hit A Moving TargetDocument7 pagesPreventing Copper Deposition in Steam Turbines: Hit A Moving TargetRam JosyulaNo ratings yet
- Survey of Worldwide Experience with Metal DustingDocument12 pagesSurvey of Worldwide Experience with Metal Dustingsoubhadra nag100% (1)
- A. Banweg - Boiler and Feed Water TreatmentDocument19 pagesA. Banweg - Boiler and Feed Water TreatmentBeey Yolanda Fauza0% (1)
- High Emissivity CoatingDocument12 pagesHigh Emissivity CoatingĐoàn TrangNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Feedwater quality control prevents boiler tube failuresDocument12 pagesFeedwater quality control prevents boiler tube failuresBehnam RamouzehNo ratings yet
- HRSG Header To Stub RepairDocument54 pagesHRSG Header To Stub Repairaztec20No ratings yet
- McCloskey discusses steam turbine damage preventionDocument40 pagesMcCloskey discusses steam turbine damage preventionjerezg25100% (1)
- Ailures in Ammonia Plant Vertical Waste Heat BoilersDocument14 pagesAilures in Ammonia Plant Vertical Waste Heat BoilersMir AsifNo ratings yet
- EPRI Cycle Chemistry Guidelines For Fossil Plants All Volatile Treatment Revision1Document264 pagesEPRI Cycle Chemistry Guidelines For Fossil Plants All Volatile Treatment Revision1EdwinNo ratings yet
- ABMA VS VGB For Boiler Water QualityDocument14 pagesABMA VS VGB For Boiler Water QualityProbonogoya Erawan SastroredjoNo ratings yet
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesFrom EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesNo ratings yet
- Ctrl-Eng Micro-Motion 45yrsDocument16 pagesCtrl-Eng Micro-Motion 45yrsCyrix.OneNo ratings yet
- Generator Set Operator & Maintenance Instruction ManualDocument61 pagesGenerator Set Operator & Maintenance Instruction ManualAlejandro Salas VásquezNo ratings yet
- CM20190529 6e8f4 E408f PDFDocument263 pagesCM20190529 6e8f4 E408f PDFJorge Luis Tanaka ConchaNo ratings yet
- Bearing Root Cause Failure Analysis - Per Arnold - BRCE2016 PDFDocument85 pagesBearing Root Cause Failure Analysis - Per Arnold - BRCE2016 PDFrfriosEP100% (1)
- #Grace PESD's NFPA-70EDocument12 pages#Grace PESD's NFPA-70ECyrix.OneNo ratings yet
- #CAT Genset Overcurrent ProtectionDocument4 pages#CAT Genset Overcurrent ProtectionCyrix.OneNo ratings yet
- #GE-LM6K Sprint WTR Purity RequerimentsDocument5 pages#GE-LM6K Sprint WTR Purity RequerimentsCyrix.OneNo ratings yet
- #Capstone ΜGT C30Document2 pages#Capstone ΜGT C30Cyrix.OneNo ratings yet
- Planejamento e CronogramasDocument4 pagesPlanejamento e CronogramasBruno Garcia Do AmaralNo ratings yet
- #Boiler Cycling ConsiderationsDocument8 pages#Boiler Cycling ConsiderationsCyrix.OneNo ratings yet
- #Boiler Flow Measurement - SierraDocument9 pages#Boiler Flow Measurement - SierraCyrix.OneNo ratings yet
- #Boiler Tubes Failure - B&WDocument10 pages#Boiler Tubes Failure - B&WCyrix.OneNo ratings yet
- #CAT Genset SizingDocument9 pages#CAT Genset SizingCyrix.OneNo ratings yet
- MM Pressure Regulator Catalogue - E (1) 015-PCV-588Document32 pagesMM Pressure Regulator Catalogue - E (1) 015-PCV-588Do PhanNo ratings yet
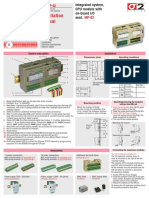
- Installation manual for CPU module with on-board I/ODocument6 pagesInstallation manual for CPU module with on-board I/OCyrix.OneNo ratings yet
- #Boiler Cycling ConsiderationsDocument8 pages#Boiler Cycling ConsiderationsCyrix.OneNo ratings yet
- #Boiler Tubes Failure - B&WDocument10 pages#Boiler Tubes Failure - B&WCyrix.OneNo ratings yet
- Sigma Micro: Due PAC MP-02 Quick GuideDocument24 pagesSigma Micro: Due PAC MP-02 Quick GuideCyrix.OneNo ratings yet
- CR16 TE1W: 1/ GeneralDocument3 pagesCR16 TE1W: 1/ GeneralPowerTechNo ratings yet
- #Boiler Cycling ConsiderationsDocument8 pages#Boiler Cycling ConsiderationsCyrix.OneNo ratings yet
- Performance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageDocument1 pagePerformance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageAbduallah AmarNo ratings yet
- #Alignment Guide - VibralignDocument280 pages#Alignment Guide - VibralignCyrix.OneNo ratings yet
- 6 MistakesDocument6 pages6 MistakesHBracing1100% (1)
- #BN-Orbit60 Fact SheetDocument1 page#BN-Orbit60 Fact SheetCyrix.OneNo ratings yet
- Performance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageDocument1 pagePerformance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageAbduallah AmarNo ratings yet
- #Bray Trilok AdvantagesDocument2 pages#Bray Trilok AdvantagesCyrix.OneNo ratings yet
- #Ascon AC3 Adv CTRL System - Ver.07Document160 pages#Ascon AC3 Adv CTRL System - Ver.07Cyrix.OneNo ratings yet
- Industrial Cybersecurity: Volume 2 - AprilDocument29 pagesIndustrial Cybersecurity: Volume 2 - AprilchandraNo ratings yet
- #ASCO Timing Delays 4 ATS'sDocument8 pages#ASCO Timing Delays 4 ATS'sCyrix.OneNo ratings yet
- #ASUS AMD CrossHair VIII - HERODocument110 pages#ASUS AMD CrossHair VIII - HEROCyrix.OneNo ratings yet
- Dr. Ahmad Nawaz: Lecture 02: Introduction To Engineering Materials and Their StructuresDocument34 pagesDr. Ahmad Nawaz: Lecture 02: Introduction To Engineering Materials and Their StructuresAhmad NawazNo ratings yet
- Charpy Impact TestDocument4 pagesCharpy Impact TestChinmay Deo80% (5)
- Science Revision Sheet - Term 1-Year 4: NameDocument18 pagesScience Revision Sheet - Term 1-Year 4: NameSaid HusseinNo ratings yet
- Digital Profile Radiography - Practical Uses and LimitationsDocument24 pagesDigital Profile Radiography - Practical Uses and LimitationsMohan RajNo ratings yet
- Waste Water Treatment Process & Unit DetailsDocument60 pagesWaste Water Treatment Process & Unit DetailssalmanNo ratings yet
- Heat Transfer-Literature ReviewDocument84 pagesHeat Transfer-Literature Reviewnewcastle74No ratings yet
- An Air Compressor Is Tested and It Is Found That T...Document2 pagesAn Air Compressor Is Tested and It Is Found That T...Juan DiegoNo ratings yet
- Line Sizing Criteria As Per Different International StandardsDocument12 pagesLine Sizing Criteria As Per Different International StandardsbadelitamariusNo ratings yet
- What Is Compressive Strength: Compressive Strength Is The MaximumDocument2 pagesWhat Is Compressive Strength: Compressive Strength Is The MaximumLASA VADODARANo ratings yet
- Science: Quarter 3 - Module 1: The Particle Nature of MatterDocument20 pagesScience: Quarter 3 - Module 1: The Particle Nature of MatterFernadez RodisonNo ratings yet
- Chemistry Sample Papers Class XiDocument26 pagesChemistry Sample Papers Class Xijayanti obcNo ratings yet
- Global - SPOTTING FLUIDDocument1 pageGlobal - SPOTTING FLUIDjyoti duttaNo ratings yet
- Sika Backing FillerDocument2 pagesSika Backing Fillerthepilot2No ratings yet
- 4th FM Lecture Notes-Units and Scales of Pressure MeasurementDocument8 pages4th FM Lecture Notes-Units and Scales of Pressure MeasurementMike BuzmionNo ratings yet
- Review FfsDocument12 pagesReview FfsMustafa AkbarNo ratings yet
- Technical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELDocument23 pagesTechnical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELOunna PechNo ratings yet
- h1536731881f9789386339430 - Old PDFDocument189 pagesh1536731881f9789386339430 - Old PDFAver BatthNo ratings yet
- Wartsila o e PPT DF 2 Stroke Gas HandlingDocument26 pagesWartsila o e PPT DF 2 Stroke Gas Handlingharry_chemNo ratings yet
- Tutorial 1-Solid State Physics-2010Document3 pagesTutorial 1-Solid State Physics-2010Woon Bing100% (1)
- SPM 4551 2006 Biology k3 BerjawapanDocument10 pagesSPM 4551 2006 Biology k3 Berjawapanpss smk selandarNo ratings yet
- Chemistry HistoryDocument8 pagesChemistry HistorykylianNo ratings yet
- BME 301: Biomedical Sensors: Lecture Note 3: Bioelectric Potentials and Biopotential ElectrodesDocument67 pagesBME 301: Biomedical Sensors: Lecture Note 3: Bioelectric Potentials and Biopotential ElectrodesDewi Cahya FitriNo ratings yet
- Super Kit ManualDocument22 pagesSuper Kit ManualFabiana ChusitNo ratings yet
- Physical States & Types of Food DispersionsDocument13 pagesPhysical States & Types of Food DispersionsKhaled Abu-AlruzNo ratings yet
- RESIN - TRANSFER - MOLDING - FINAL - REPORT With RefDocument37 pagesRESIN - TRANSFER - MOLDING - FINAL - REPORT With RefI DKNo ratings yet
- Inspector of Boilers in Boilers DepartmentDocument20 pagesInspector of Boilers in Boilers DepartmentrameshNo ratings yet