You might also like
- Refrigerator Based On Peltier's Effect MECHANICALDocument47 pagesRefrigerator Based On Peltier's Effect MECHANICALsalman100% (3)
- Taj Hotel Employee RetentionDocument56 pagesTaj Hotel Employee RetentionsalmanNo ratings yet
- Primary Sedimentation Tank DesignDocument42 pagesPrimary Sedimentation Tank DesignRohab100% (1)
- Business Plan and Detail Demo UnitDocument25 pagesBusiness Plan and Detail Demo Unitsalman100% (1)
- Completed IIIE Project-VE Air TankDocument58 pagesCompleted IIIE Project-VE Air TanksalmanNo ratings yet
- Study of The Dolok-Penggaron River System and Design of The East Floodway, Under JICA Loan IP-534 Final Report On Flood ControlDocument28 pagesStudy of The Dolok-Penggaron River System and Design of The East Floodway, Under JICA Loan IP-534 Final Report On Flood ControlPRAS Prasetyo100% (1)
- Design Sheets - 500 KLD Extended AerationDocument5 pagesDesign Sheets - 500 KLD Extended Aerationkiran raghukiran100% (1)
- Study On Sewage Treatment Plant Comming Up at Bhagwati Nagar JammuDocument33 pagesStudy On Sewage Treatment Plant Comming Up at Bhagwati Nagar Jammuanupam rainaNo ratings yet
- WWT Unit 3 Preliminary and Primary TreatmentDocument38 pagesWWT Unit 3 Preliminary and Primary TreatmentManish KumarNo ratings yet
- Water Supply and Environmental Engineering: Chapter - 2 Preliminary TreatmentDocument63 pagesWater Supply and Environmental Engineering: Chapter - 2 Preliminary TreatmentRefisa Jiru100% (1)
- Primary and Secondary TreatmentDocument8 pagesPrimary and Secondary TreatmentJohn Rhey Almojallas BenedictoNo ratings yet
- Systematic Methods of Water Quality Parameters Analysis: Analytical MethodsFrom EverandSystematic Methods of Water Quality Parameters Analysis: Analytical MethodsNo ratings yet
- OM Extended Aeration PDFDocument25 pagesOM Extended Aeration PDFHendra SusantoNo ratings yet
- Sedimentation Sanitary Engineering-Lecture4-2003Document41 pagesSedimentation Sanitary Engineering-Lecture4-2003motuz adamNo ratings yet
- Al-Jasser, A.O. 2007 - Chlorine Decay in Drinking-Water Transmission and Distribution Systems Pipe Service Age EffectDocument10 pagesAl-Jasser, A.O. 2007 - Chlorine Decay in Drinking-Water Transmission and Distribution Systems Pipe Service Age EffectRebeca RochaNo ratings yet
- Module 2 - Water TreatmentDocument56 pagesModule 2 - Water TreatmentGorgeous boiNo ratings yet
- Water Supply and Sanitary EngineeringDocument3 pagesWater Supply and Sanitary EngineeringVinod KumarNo ratings yet
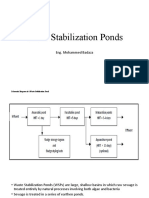
- 4 Waste Stabilization PondsDocument44 pages4 Waste Stabilization PondsEgana Isaac100% (1)
- 9-Wastewater Sludge CharacteristicsDocument19 pages9-Wastewater Sludge CharacteristicsAnonymous Hy5Ir9QXNo ratings yet
- Design of A Sedimentation BasinDocument8 pagesDesign of A Sedimentation BasinCOLLEN KGAODINo ratings yet
- Wastewater EngineeringDocument28 pagesWastewater EngineeringSiti Shara Mohd NazriNo ratings yet
- Sewerage and Sewage Treatment - 2014 - Solutions For End Semester ExaminationDocument16 pagesSewerage and Sewage Treatment - 2014 - Solutions For End Semester ExaminationDr. Akepati Sivarami ReddyNo ratings yet
- WWTPDocument47 pagesWWTPHar Ley QuinnNo ratings yet
- Project Report On Extended Aeration and Step AerationDocument38 pagesProject Report On Extended Aeration and Step AerationHakim Asif Haider100% (2)
- Composite Elevated Water Storage Tank SpecificationsDocument9 pagesComposite Elevated Water Storage Tank SpecificationsArputharaj Maria LouisNo ratings yet
- Chemical Treatment ProcessesDocument152 pagesChemical Treatment ProcessesTeo Peng KeatNo ratings yet
- Water Treatment Lecture 3Document51 pagesWater Treatment Lecture 3Kings Lee100% (1)
- Waste Water TreatmentDocument6 pagesWaste Water Treatmentstylish eagle100% (1)
- Chapter 2 Design of Water Treatment Plants PDFDocument55 pagesChapter 2 Design of Water Treatment Plants PDFwedjefdbenmcveNo ratings yet
- Design of Ogee SpillwayDocument32 pagesDesign of Ogee SpillwayBenson NkyaNo ratings yet
- Training Manual For Water TreatmentDocument181 pagesTraining Manual For Water Treatmentmuhammad abdulrehmanNo ratings yet
- 2015 CVL300 Tutorial 4 SolutionDocument7 pages2015 CVL300 Tutorial 4 SolutionAhmed Abuzour100% (2)
- EAWAG SANDEC 2008 Module 4 Sanitation Systems and Technologies - PresentationDocument61 pagesEAWAG SANDEC 2008 Module 4 Sanitation Systems and Technologies - PresentationEddiemtongaNo ratings yet
- Semester 1, 2019 Examination: School of Engineering & Applied TechnologyDocument8 pagesSemester 1, 2019 Examination: School of Engineering & Applied Technologyრაქსშ საჰაNo ratings yet
- Chapter 6: Design of Irrigation ChannelDocument5 pagesChapter 6: Design of Irrigation ChannelShahbaz Manzoor0% (1)
- Design of Dual Media Filters To Suit Existing Water Treatment Plants in IndiaDocument5 pagesDesign of Dual Media Filters To Suit Existing Water Treatment Plants in IndiareinpolyNo ratings yet
- Primary Wastewater TreatmentDocument12 pagesPrimary Wastewater TreatmentJAY4029364No ratings yet
- Exercise 3 - Water Treatment2Document8 pagesExercise 3 - Water Treatment2Vivekka Olivia John100% (1)
- EPA Lagoon Design Manual - Paul Krauft Utah State PDFDocument79 pagesEPA Lagoon Design Manual - Paul Krauft Utah State PDFNataliaKNo ratings yet
- Ee2 Module 4 KtuDocument49 pagesEe2 Module 4 Ktusharin vargheseNo ratings yet
- Parshall FlumesDocument6 pagesParshall FlumesSubhadip NandiNo ratings yet
- CHAPTER - 3 Preliminary and Primary Wastewater Treatment MethodsDocument35 pagesCHAPTER - 3 Preliminary and Primary Wastewater Treatment Methodsashe zinabNo ratings yet
- Waste WaterDocument63 pagesWaste Waterashe zinabNo ratings yet
- Chapter 4 StudentDocument48 pagesChapter 4 StudentMaster-s Hero-sNo ratings yet
- Chapter 9 Primary SedimentationDocument21 pagesChapter 9 Primary SedimentationAce ThunderNo ratings yet
- University of Gondar Institute of Technology Sewage Treatment and Disposal Assignment For 3 Year Cotm Max. of 5 Students Per GroupDocument2 pagesUniversity of Gondar Institute of Technology Sewage Treatment and Disposal Assignment For 3 Year Cotm Max. of 5 Students Per Groupmalik macNo ratings yet
- Topic 6.1 Sewage TreatmentDocument26 pagesTopic 6.1 Sewage TreatmentMark NalNo ratings yet
- Simple Method in Water Purification (Dr. J.N. Kardile)Document206 pagesSimple Method in Water Purification (Dr. J.N. Kardile)sumitanurag100% (1)
- Decentralized Wastewater Treatment Highlights BrochureDocument20 pagesDecentralized Wastewater Treatment Highlights BrochureSulaiman Mohsin AbdulAzizNo ratings yet
- Bio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological WastewaterDocument2 pagesBio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological Wastewaterglo lipaodNo ratings yet
- DesignDocument3 pagesDesigntata_77No ratings yet
- Kalyan DarlingDocument54 pagesKalyan DarlingKarthik VanamNo ratings yet
- TC Owtu 502 PDFDocument288 pagesTC Owtu 502 PDFRon100% (1)
- CHLORINATORDocument4 pagesCHLORINATORjhon wuba_nyserqNo ratings yet
- BN Dutta Septic TankDocument4 pagesBN Dutta Septic TankJeevan NaikNo ratings yet
- Water Supply EngineeringDocument2 pagesWater Supply EngineeringAnil Marsani50% (2)
- Cpheeo Manual Filter Bed and Sed. TankDocument9 pagesCpheeo Manual Filter Bed and Sed. TankChauhan UjjvalNo ratings yet
- Chapter 16 Lime SofteningDocument10 pagesChapter 16 Lime Softeningkpranjal15No ratings yet
- Chapter 1 WcuDocument16 pagesChapter 1 WcuKuba0% (1)
- 5.6 DisinfectionDocument23 pages5.6 DisinfectionZul ImiNo ratings yet
- (Water Distribution System) PDFDocument83 pages(Water Distribution System) PDFAljeena BukhariNo ratings yet
- Introduction To Domestic Wastewater Treatment, and Physical Treatment ProcessesDocument209 pagesIntroduction To Domestic Wastewater Treatment, and Physical Treatment ProcessesNitesh KumarNo ratings yet
- Group 1, A. Environmental Eng.Document8 pagesGroup 1, A. Environmental Eng.Opendi CharlesNo ratings yet
- Project Report: Small Sewage Treatment PlantDocument58 pagesProject Report: Small Sewage Treatment PlantAnurag Dixit100% (1)
- 1.1 GeneralDocument18 pages1.1 GeneralPravinAlbdusMathewNo ratings yet
- For Partial Fulfilment of The Requirement For TheDocument43 pagesFor Partial Fulfilment of The Requirement For ThesalmanNo ratings yet
- Divakar Srivastava - 2 Set - BlackDocument23 pagesDivakar Srivastava - 2 Set - BlacksalmanNo ratings yet
- Project Work On Post Marketing Surveillance of Pemazyre: For Partial Fulfilment of The Requirement For TheDocument45 pagesProject Work On Post Marketing Surveillance of Pemazyre: For Partial Fulfilment of The Requirement For ThesalmanNo ratings yet
- Project Report On Industrial Visit: For Partial Fulfilment of The Requirement For TheDocument28 pagesProject Report On Industrial Visit: For Partial Fulfilment of The Requirement For Thesalman100% (3)
- Summer Intership Project (EDITED)Document90 pagesSummer Intership Project (EDITED)salmanNo ratings yet
- Moses Oluoch OdhiamboDocument89 pagesMoses Oluoch OdhiambosalmanNo ratings yet
- Florist Helper: Online Flower Decoration Management System: Major Project Report ONDocument11 pagesFlorist Helper: Online Flower Decoration Management System: Major Project Report ONsalmanNo ratings yet
- Community Development Report GAURAV YADAVDocument29 pagesCommunity Development Report GAURAV YADAVsalmanNo ratings yet
- For Partial Fulfilment of The Requirement For TheDocument45 pagesFor Partial Fulfilment of The Requirement For ThesalmanNo ratings yet
- Dissertation Draft Final, Criminalization of Marital RapeDocument54 pagesDissertation Draft Final, Criminalization of Marital Rapesalman100% (1)
- JollyDocument39 pagesJollysalmanNo ratings yet
- Bachelor of Pharmacy: Submitted TODocument5 pagesBachelor of Pharmacy: Submitted TOsalmanNo ratings yet
- Bio Data: Surendra MishraDocument1 pageBio Data: Surendra MishrasalmanNo ratings yet
- Bachelor in Commerce (Honours) : A Summer Training Project Report OnDocument4 pagesBachelor in Commerce (Honours) : A Summer Training Project Report Onsalman100% (1)
- Summer Intership Project (EDITED)Document90 pagesSummer Intership Project (EDITED)salmanNo ratings yet
- Pharmaceutical Formulation Development Links The Discovery of A New Drug Substance To The Successful Development of A Commercial Drug ProductDocument7 pagesPharmaceutical Formulation Development Links The Discovery of A New Drug Substance To The Successful Development of A Commercial Drug ProductsalmanNo ratings yet
- Geo Studio Products: Slope/WDocument7 pagesGeo Studio Products: Slope/WsalmanNo ratings yet
- Epf No ListDocument181 pagesEpf No ListsalmanNo ratings yet
- PHD Review LiteratureDocument27 pagesPHD Review LiteraturesalmanNo ratings yet
- National Insurance CompanyDocument3 pagesNational Insurance CompanysalmanNo ratings yet
- Chapter 1Document52 pagesChapter 1salmanNo ratings yet
- Presentation1 CHEMISTRYDocument11 pagesPresentation1 CHEMISTRYsalmanNo ratings yet
- A Project Report On: "Design of 50 MLD Sewage Treatment Plant"Document4 pagesA Project Report On: "Design of 50 MLD Sewage Treatment Plant"salmanNo ratings yet
- Master in Business Administration: "Financial Analysis of Coca Cola"Document5 pagesMaster in Business Administration: "Financial Analysis of Coca Cola"salmanNo ratings yet
- Application For Discharge Permit: Republic of The Philippines Department of Environmental and Natural ResourcesDocument3 pagesApplication For Discharge Permit: Republic of The Philippines Department of Environmental and Natural ResourcesDanika Estores JamoraNo ratings yet
- Saleh-Final ReportDocument64 pagesSaleh-Final Reportmosaad khadrNo ratings yet
- Curriculum Map: Learn Earn Achieve Productivity Series Technology and Livelihood Education Second EditionDocument38 pagesCurriculum Map: Learn Earn Achieve Productivity Series Technology and Livelihood Education Second EditionRochelle AlmodalNo ratings yet
- CLCPA Greenhouse Gas Accounting Letter - March 31 2023Document2 pagesCLCPA Greenhouse Gas Accounting Letter - March 31 2023Luke ParsnowNo ratings yet
- Tumakuru Landscape Planning PDFDocument4 pagesTumakuru Landscape Planning PDFgundukadNo ratings yet
- Experiment TssDocument4 pagesExperiment TssfaraNo ratings yet
- Terestrial BiomesDocument10 pagesTerestrial BiomesKemart VillegasNo ratings yet
- Planta de Tratamiento San IsisdroDocument19 pagesPlanta de Tratamiento San IsisdroLisbeth Evelyn Huaman LaurenteNo ratings yet
- Bhopal Gas TragedyDocument10 pagesBhopal Gas TragedyEr Mridu Pawan Barah71% (14)
- Landscapes QuizDocument35 pagesLandscapes QuizSilvia Hernando GonzálezNo ratings yet
- Mizutaetal - ReviewsinAquaculture 2022 Thechangingroleanddefinitionsofaquacultureforenvironmentalpurposes PDFDocument12 pagesMizutaetal - ReviewsinAquaculture 2022 Thechangingroleanddefinitionsofaquacultureforenvironmentalpurposes PDFNiño CainNo ratings yet
- Environmental Conservation With Grassroot Governance: ContextDocument3 pagesEnvironmental Conservation With Grassroot Governance: ContextNitish KumarNo ratings yet
- An Analysis of The Impact of Pollution On The Marine EcosystemDocument6 pagesAn Analysis of The Impact of Pollution On The Marine EcosystemUmar BajalNo ratings yet
- Class IX Science Natural Resources PPT Module 2 - 3Document19 pagesClass IX Science Natural Resources PPT Module 2 - 3bhagatsinghbhagatsingh787No ratings yet
- DrainageDocument37 pagesDrainageSanjay SwamynathanNo ratings yet
- Hydrology Lesson 1Document7 pagesHydrology Lesson 1James Tangi-an WhatimNo ratings yet
- Forest Ecosystem Threats and ProblemsDocument6 pagesForest Ecosystem Threats and Problemsdigvijay909No ratings yet
- Environment Geography PDFDocument145 pagesEnvironment Geography PDFRahul SinghNo ratings yet
- Llda Discharge Permit Application FormDocument2 pagesLlda Discharge Permit Application FormRoselyn Antonio Tabunda0% (1)
- Republic Act 9275 PDFDocument38 pagesRepublic Act 9275 PDFGabrielo Barrinuevo100% (1)
- SSC MTS Question Paper 2019 Hindi Exammix PDFDocument478 pagesSSC MTS Question Paper 2019 Hindi Exammix PDFAnkit PaswanNo ratings yet
- Ability Enbhancement Compulsory Courses (AECC) Environmental Science (2 Credits)Document1 pageAbility Enbhancement Compulsory Courses (AECC) Environmental Science (2 Credits)Sweksha MishraNo ratings yet
- Math FA-2Document23 pagesMath FA-2carjunonlineNo ratings yet
- The Gulf of Mexico's Dead Zone: Fishing For Answers inDocument45 pagesThe Gulf of Mexico's Dead Zone: Fishing For Answers inBella PiazzaNo ratings yet
- E10 - CUỐI KÌ II - SỐ 2Document2 pagesE10 - CUỐI KÌ II - SỐ 2mai anh phamNo ratings yet
- TephrosiaDocument15 pagesTephrosiaProf. U.P.K. Epa - University of KelaniyaNo ratings yet
- Additional Building Sewer Cleanout Shall Be Installed For Each Aggregate Change in Direction Exceeding - DegreesDocument50 pagesAdditional Building Sewer Cleanout Shall Be Installed For Each Aggregate Change in Direction Exceeding - DegreesChristine Joyce CabansagNo ratings yet
- Challenges and Opportunities For Water in Development in The Lowlands of EthiopiaDocument24 pagesChallenges and Opportunities For Water in Development in The Lowlands of EthiopiaAbdusalam IdirisNo ratings yet