You might also like
- 629ebce79b8697a71c61db49 KookyCraftablesTM Among Us Crewmates Vers2Document14 pages629ebce79b8697a71c61db49 KookyCraftablesTM Among Us Crewmates Vers2calebcito loyolaNo ratings yet
- Printing Industry Modified 2Document72 pagesPrinting Industry Modified 2Satish KumarNo ratings yet
- Barco Vikingo PDFDocument9 pagesBarco Vikingo PDFCesar Del ToroNo ratings yet
- Microsoft Excel The Basics WorkbookDocument48 pagesMicrosoft Excel The Basics WorkbookJustin LedgerwoodNo ratings yet
- Planning For Shutdowns, Turnarounds and Outages: Developed by Joel Levitt and The Life Cycle InstituteDocument12 pagesPlanning For Shutdowns, Turnarounds and Outages: Developed by Joel Levitt and The Life Cycle Instituterams789No ratings yet
- Job Pack WP 509 e 001gDocument91 pagesJob Pack WP 509 e 001gdwivedipramodkumarNo ratings yet
- Iso22000 2005Document48 pagesIso22000 2005STELLA MARISNo ratings yet
- Maintenance Planning PrinciplesDocument7 pagesMaintenance Planning PrinciplesDavid SandersonNo ratings yet
- Failure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPDocument55 pagesFailure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPTeodora DobricăNo ratings yet
- Hydrocom: Experience Real Capacity Control and Energy SavingsDocument8 pagesHydrocom: Experience Real Capacity Control and Energy SavingsVignesh Dheenakumar100% (1)
- World Class ShutdownDocument6 pagesWorld Class ShutdownKmt_AeNo ratings yet
- How To Change RCM2 To Get Really Useful Maintenance StrategyDocument14 pagesHow To Change RCM2 To Get Really Useful Maintenance StrategykhalidjohnpkNo ratings yet
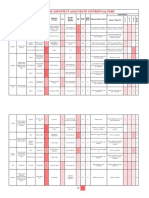
- Failure Mode and Effect Analysis of Centrifugal PumpDocument2 pagesFailure Mode and Effect Analysis of Centrifugal PumpHAFIZMUHAMMAD SAJIDNo ratings yet
- Model Airplane News 1932-10Document52 pagesModel Airplane News 1932-10Thomas KirschNo ratings yet
- Computerised Maintenance Management SystemsDocument12 pagesComputerised Maintenance Management SystemsNeng AmnadNo ratings yet
- DOE RCFA Guideline Document PDFDocument69 pagesDOE RCFA Guideline Document PDFrosyidnurdinfauziNo ratings yet
- Are You Doing To Much Preventive MaintenanceDocument16 pagesAre You Doing To Much Preventive Maintenancemello06No ratings yet
- Jciinternalauditchecklist 160510164212Document14 pagesJciinternalauditchecklist 160510164212Edmund Yoong75% (4)
- Optimizing Equipment Maintenance PDFDocument244 pagesOptimizing Equipment Maintenance PDFAgung MhzNo ratings yet
- 4 Ways To Measure Effective Performance of RCADocument5 pages4 Ways To Measure Effective Performance of RCAOsagie AlfredNo ratings yet
- Maintenance Planning and Scheduling PPT 2Document9 pagesMaintenance Planning and Scheduling PPT 2Sunday Paul100% (1)
- Creating A Security Request For ProposalDocument16 pagesCreating A Security Request For ProposalEdmund YoongNo ratings yet
- Guide On Benchmarking 2014Document36 pagesGuide On Benchmarking 2014erast_dudeNo ratings yet
- Maint W Reliability ConceptDocument20 pagesMaint W Reliability ConceptAbiodun IloriNo ratings yet
- Rcm3 May 2017 Course Brochure v01Document3 pagesRcm3 May 2017 Course Brochure v01Syed Nadeem AhmedNo ratings yet
- Maintenance Planning and SchedullingDocument3 pagesMaintenance Planning and SchedullingAnnisa MarlinNo ratings yet
- Maintenance BacklogDocument10 pagesMaintenance BacklogsarifinNo ratings yet
- Managing WorkscopeDocument7 pagesManaging WorkscopeLuis Rosi PoloNo ratings yet
- Advanced Turnaround, Shutdown & Outage Management: Expert Course Faculty LeaderDocument5 pagesAdvanced Turnaround, Shutdown & Outage Management: Expert Course Faculty LeaderDominic LeeNo ratings yet
- Plant Maintenance GuideDocument6 pagesPlant Maintenance Guideashokkumar7330No ratings yet
- Introduction: TPM: Presented by Andy Ginder Vice President, ABB Reliability Consulting 281-450-1081Document31 pagesIntroduction: TPM: Presented by Andy Ginder Vice President, ABB Reliability Consulting 281-450-1081Suman TutooNo ratings yet
- Intro To DMAICDocument40 pagesIntro To DMAICsamfisher8989No ratings yet
- 10 Steps To Asset CareDocument13 pages10 Steps To Asset CareDamianNo ratings yet
- Paper Bag Business Plan ReportDocument16 pagesPaper Bag Business Plan ReportMuhammad Shadab Chisti67% (3)
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideFrom EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNo ratings yet
- Reliability Centred Mai NotDocument2 pagesReliability Centred Mai NotAhmed El-FayoomiNo ratings yet
- Plant TurnaroundsDocument12 pagesPlant TurnaroundsVaisakh KrishnaNo ratings yet
- Graphic Design USA - October 2017 PDFDocument116 pagesGraphic Design USA - October 2017 PDFMoshiủɾ TḁnimNo ratings yet
- 10% Rule of Preventive Maintenance: Ricky SmithDocument5 pages10% Rule of Preventive Maintenance: Ricky Smithfkarimz862467No ratings yet
- Effect of Packaging On Consumer's Buying DecisionDocument57 pagesEffect of Packaging On Consumer's Buying DecisionDheva Shruthi .UNo ratings yet
- Tackle Refining Industry ChallengesDocument30 pagesTackle Refining Industry ChallengesProsperNo ratings yet
- Effective Preparation For TurnaroundsDocument3 pagesEffective Preparation For Turnaroundsreguii100% (1)
- Availability Vs CostsDocument29 pagesAvailability Vs CostsEbhamboh Ntui AlfredNo ratings yet
- Media Analysis EssayDocument2 pagesMedia Analysis EssayShanetta BurkeNo ratings yet
- 5 Steps To Achieving The Gold Standard in Comah Asset ManagementDocument30 pages5 Steps To Achieving The Gold Standard in Comah Asset ManagementumnartkhNo ratings yet
- Total Productive Maintenance TPM WCMDocument40 pagesTotal Productive Maintenance TPM WCMVidhya Nalini Subbunarasimhan100% (1)
- CC H 05 L3 - Asset IntegrityDocument35 pagesCC H 05 L3 - Asset Integrityhayder ahmedNo ratings yet
- AV ME SOP 02 Criticality AnalysisDocument4 pagesAV ME SOP 02 Criticality AnalysisjfejfeNo ratings yet
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDocument42 pages11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- SAP EAM / Plant Maintenance: Best PracticesDocument23 pagesSAP EAM / Plant Maintenance: Best Practicesuak107080No ratings yet
- CBP Current Best Practices For Reliability and MaintenanceDocument8 pagesCBP Current Best Practices For Reliability and MaintenancepkbijuNo ratings yet
- Maintenace Planning and Scheduling Handbook 2ndDocument6 pagesMaintenace Planning and Scheduling Handbook 2ndjfredyv170% (1)
- MOM - WSH (Design For Safety) RegulationsDocument36 pagesMOM - WSH (Design For Safety) RegulationsEdmund YoongNo ratings yet
- EVE - The Second Genesis CCG - Exiled - RulesheetDocument2 pagesEVE - The Second Genesis CCG - Exiled - RulesheetRyce DilerNo ratings yet
- Maintenance Shutdown Planning-LastDocument45 pagesMaintenance Shutdown Planning-LastAhmed El-Fayoomi100% (2)
- Equipment Criticality AnalysisDocument20 pagesEquipment Criticality AnalysisArmandoNo ratings yet
- What Is Reliability - Centered MaintenanceDocument6 pagesWhat Is Reliability - Centered Maintenancearchie zambranoNo ratings yet
- Maintainance ManagementDocument8 pagesMaintainance ManagementThomas P Vacha100% (1)
- Managing Efficient ShutdownDocument5 pagesManaging Efficient ShutdownEhab AbowardaNo ratings yet
- Maintenance Planning PrincipleDocument7 pagesMaintenance Planning PrincipleReza Fitra KasturiNo ratings yet
- Attachment 1 - Prequalification Questionnaire - Main Execution Contract TAR 2023Document13 pagesAttachment 1 - Prequalification Questionnaire - Main Execution Contract TAR 2023BALAKRISHANANNo ratings yet
- Case Study - Sabic Shutdown Optimisation PDFDocument8 pagesCase Study - Sabic Shutdown Optimisation PDFArielNo ratings yet
- CPMS-AUT-EP-002 - Instrument and Controls Philosophy GuidelinesDocument18 pagesCPMS-AUT-EP-002 - Instrument and Controls Philosophy GuidelinesChrisNo ratings yet
- SAP PM & CMMS Engineer-Ashwin MohanDocument3 pagesSAP PM & CMMS Engineer-Ashwin MohanAshwinNo ratings yet
- Scheduling Practices For Turnarounds-ShutdownsDocument118 pagesScheduling Practices For Turnarounds-ShutdownsGustavo Gonzalez ServaNo ratings yet
- ME189 - Process Plant Shutdown, Turnaround TroubleshootingDocument6 pagesME189 - Process Plant Shutdown, Turnaround TroubleshootingKais RegaiegNo ratings yet
- 2 Leading Indicators of Turnaround Performance OutcomesDocument12 pages2 Leading Indicators of Turnaround Performance OutcomesPrettyAnnie51No ratings yet
- Bholer CataloueDocument44 pagesBholer CataloueAjay RanganathanNo ratings yet
- Maintenance Backlog DefinitionDocument8 pagesMaintenance Backlog DefinitionjsmargateNo ratings yet
- Ed Indicators Document 2nd Edition Preview 2012-05-31Document8 pagesEd Indicators Document 2nd Edition Preview 2012-05-31Enio BasualdoNo ratings yet
- Contents:: Saudi Arabian Oil Company (Saudi Aramco) General Instruction ManualDocument4 pagesContents:: Saudi Arabian Oil Company (Saudi Aramco) General Instruction ManualSAQIB100% (1)
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionFrom EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionNo ratings yet
- Exercise - Word Match .: Words AnswerDocument2 pagesExercise - Word Match .: Words AnswerEdmund YoongNo ratings yet
- ISS 2020 Future of Service Management White Book October 2016Document144 pagesISS 2020 Future of Service Management White Book October 2016Edmund YoongNo ratings yet
- ISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementDocument106 pagesISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementEdmund YoongNo ratings yet
- Defining Service Excellence in Facility ManagementDocument16 pagesDefining Service Excellence in Facility ManagementEdmund YoongNo ratings yet
- ISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementDocument106 pagesISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementEdmund YoongNo ratings yet
- MK SensorDocument28 pagesMK SensorEdmund YoongNo ratings yet
- Smart Meter PresenceDocument14 pagesSmart Meter PresenceEdmund YoongNo ratings yet
- Sustainability PDFDocument24 pagesSustainability PDFEdmund YoongNo ratings yet
- CRE SustainabilityDocument28 pagesCRE SustainabilityEdmund YoongNo ratings yet
- Aircon PrimerDocument16 pagesAircon PrimerEdmund YoongNo ratings yet
- Energy Efficiency in LaboratoriesDocument9 pagesEnergy Efficiency in LaboratoriesEdmund YoongNo ratings yet
- Chapter 10 DFM PDFDocument54 pagesChapter 10 DFM PDFEdmund YoongNo ratings yet
- Products Production Stages and MachineryDocument97 pagesProducts Production Stages and MachineryAdham ElHelwNo ratings yet
- Company Presentation UflexDocument54 pagesCompany Presentation UflexKedar SonawaneNo ratings yet
- O Level Computer Project GuidelinesDocument5 pagesO Level Computer Project GuidelinesMuneeb Sami74% (19)
- Budgyt - Annual Return On Investment (ROI) CalculatorDocument9 pagesBudgyt - Annual Return On Investment (ROI) CalculatorJ AlexNo ratings yet
- 10 Medievisticki Knigi-Boban PetrovskiDocument8 pages10 Medievisticki Knigi-Boban PetrovskiBoban PetrovskiNo ratings yet
- Spaceandmore HORECA KatalógusDocument619 pagesSpaceandmore HORECA KatalógusMolnár KataNo ratings yet
- Financial Accounting Punjab University: Question Paper 2009Document5 pagesFinancial Accounting Punjab University: Question Paper 2009Abrar AliNo ratings yet
- Slamdown: Effect: A Borrowed Table or Board Over Two Chairs Has Been in View of The Audience Throughout A Performance. 7Document5 pagesSlamdown: Effect: A Borrowed Table or Board Over Two Chairs Has Been in View of The Audience Throughout A Performance. 7Kaushik BhaduriNo ratings yet
- Section 1 - Meeting Details: 1. Topic 1 2. Topic 2 3. Topic 3 1. Attachment 1 2. Attachment 2 3. Attachment 3Document1 pageSection 1 - Meeting Details: 1. Topic 1 2. Topic 2 3. Topic 3 1. Attachment 1 2. Attachment 2 3. Attachment 3Indah MuruchuNo ratings yet
- w15 Memorandum 1Document10 pagesw15 Memorandum 1Edith Buklatin VelazcoNo ratings yet
- TiveDocument21 pagesTivesandeepNo ratings yet
- Industry ProfileDocument5 pagesIndustry ProfileVenu Gopal P100% (1)
- Integration of Phodi Process With Mutation in Bhoomi: (Simultaneous Updation of Spatial & Textual LR)Document19 pagesIntegration of Phodi Process With Mutation in Bhoomi: (Simultaneous Updation of Spatial & Textual LR)Sudhakar GanjikuntaNo ratings yet
- Test For Water Bond Macadam Base Sieve Analysis of Aggregate (IS:2386 Part - 1) WBM Grade - I Test NoDocument9 pagesTest For Water Bond Macadam Base Sieve Analysis of Aggregate (IS:2386 Part - 1) WBM Grade - I Test NoKrishan Kumar100% (1)
- Word PDFDocument5 pagesWord PDFRahul RoyNo ratings yet
- BASSET InstructionDocument5 pagesBASSET InstructionТон БоNo ratings yet
- 12 Typewriting IdentificationDocument36 pages12 Typewriting IdentificationCharles LuspoNo ratings yet
- 10 - Evaluation of Print MediaDocument17 pages10 - Evaluation of Print MediaazazelaveyNo ratings yet
- AE403 Fasson ®: PP Top White - S692N-Bg40WhDocument2 pagesAE403 Fasson ®: PP Top White - S692N-Bg40Whpradip kothekarNo ratings yet