You might also like
- Automatic ControlDocument35 pagesAutomatic ControlsharmadeveshNo ratings yet
- Proportional Valves For Closed-Loop Control of Inert Gases in Process AutomationDocument9 pagesProportional Valves For Closed-Loop Control of Inert Gases in Process AutomationmodsimcaNo ratings yet
- Introduction To Instrumentation and Control SystemDocument25 pagesIntroduction To Instrumentation and Control SystemBesuidenhout Engineering Solutions and ConsultingNo ratings yet
- 1 Process ControlDocument25 pages1 Process ControlAR KA JONo ratings yet
- PB3308Document2 pagesPB3308parrastevens930No ratings yet
- Lecture (1) : Introduction To Control SystemsDocument27 pagesLecture (1) : Introduction To Control SystemsA .B. SolankiNo ratings yet
- Introduction of Control Systems and Basic TerminologyDocument12 pagesIntroduction of Control Systems and Basic TerminologyShivaji ThubeNo ratings yet
- An Introduction To Automatic ControlsDocument43 pagesAn Introduction To Automatic ControlsPrudhvi RajNo ratings yet
- 300 Process ControlDocument23 pages300 Process ControlMuhammad Ibad AlamNo ratings yet
- PB308Document2 pagesPB308parrastevens930No ratings yet
- Idea DescaptionDocument14 pagesIdea DescaptionNik JaffNo ratings yet
- Reporter: John Alvin B. SerenioDocument25 pagesReporter: John Alvin B. SerenioPrincess CutabNo ratings yet
- 02 ArchitetturaDocument9 pages02 Architetturaipasrl.guestNo ratings yet
- Dee - E4 - Lecture13 - Final Control ElementDocument2 pagesDee - E4 - Lecture13 - Final Control ElementizzarhmanNo ratings yet
- ECNG3004 Control System ApplicationsDocument7 pagesECNG3004 Control System ApplicationsMarlon BoucaudNo ratings yet
- Moderncontrol Lec01 Introductiontocontrolsystem 170327063500Document27 pagesModerncontrol Lec01 Introductiontocontrolsystem 170327063500CHIMPAYE JOSEPHNo ratings yet
- Chapter 1Document22 pagesChapter 1Guido Wilder Algarañaz MonteroNo ratings yet
- Theory: Objectiv eDocument8 pagesTheory: Objectiv eMuhammad UsamaNo ratings yet
- PB3302Document2 pagesPB3302parrastevens930No ratings yet
- Week 1Document8 pagesWeek 1Hassan El SayedNo ratings yet
- Control Key / Controller, Multiple-Speed Floating: Tem, ControlledDocument18 pagesControl Key / Controller, Multiple-Speed Floating: Tem, ControlledteletrabbiesNo ratings yet
- Chapter 1 - IntroductionDocument96 pagesChapter 1 - Introductiondangnguyencute357No ratings yet
- Basic Control Theory PDFDocument74 pagesBasic Control Theory PDFJoshuaNo ratings yet
- Development Trends in Mobile Hydraulic Control TechnologyDocument6 pagesDevelopment Trends in Mobile Hydraulic Control TechnologyNelson PaicoNo ratings yet
- AnswersDocument5 pagesAnswersShaik RoshanNo ratings yet
- CHP 1Document18 pagesCHP 1BRIAN CLIFFNo ratings yet
- Fundamentals of Process Control: Set Point OutputDocument3 pagesFundamentals of Process Control: Set Point OutputPatricia Reign BagaoisanNo ratings yet
- Cascade Control TutorialDocument12 pagesCascade Control Tutorialpleco4me100% (1)
- Application Note 83402: PID ControlDocument32 pagesApplication Note 83402: PID Controlmanashbd100% (1)
- 567 Pramujati Intro To Auto ControlDocument15 pages567 Pramujati Intro To Auto ControlCruise_IceNo ratings yet
- Pub146 004 00 - 0218 PDFDocument10 pagesPub146 004 00 - 0218 PDFKamel HannachiNo ratings yet
- What Is Sequence and Logic Control?Document6 pagesWhat Is Sequence and Logic Control?Marwan ShamsNo ratings yet
- Fundamentals of Controls System Group 1Document17 pagesFundamentals of Controls System Group 1Louie CamposNo ratings yet
- CNTCSCD Labview PDFDocument19 pagesCNTCSCD Labview PDFAbdallahAAbdallahNo ratings yet
- Lecture 1Document26 pagesLecture 1ahmedelebyaryNo ratings yet
- Unit 1 Control SystemDocument86 pagesUnit 1 Control SystemVijay Ct67% (3)
- Control Valves 1678169882Document22 pagesControl Valves 1678169882Myo Myint MaungNo ratings yet
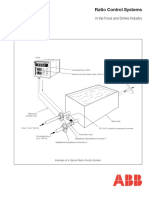
- ABB Ratio Control SystemDocument4 pagesABB Ratio Control SystemEdwique Kudzai MukuzeNo ratings yet
- Vector ControlDocument10 pagesVector ControlLove Shrimali0% (1)
- Foxboro IA Series DCS PDFDocument6 pagesFoxboro IA Series DCS PDFJean Callata Chura0% (1)
- Chapter 2 Industrial Electronic ControlDocument59 pagesChapter 2 Industrial Electronic ControlVeera KanapatyNo ratings yet
- CHAPTER 14 RogelioDocument6 pagesCHAPTER 14 Rogelioultrakill rampageNo ratings yet
- 7-Liquid Level ControlDocument83 pages7-Liquid Level ControlJaneider GomezNo ratings yet
- Process Control Instrumentation - InstrumentationToolsDocument15 pagesProcess Control Instrumentation - InstrumentationToolsCarlos JimenezNo ratings yet
- Control System TechnologyDocument106 pagesControl System TechnologyRisimic NebojsaNo ratings yet
- 01 - CH1. Introduction To PLCDocument40 pages01 - CH1. Introduction To PLCAhmed BashnainiNo ratings yet
- C & I For Steam TurbineDocument46 pagesC & I For Steam Turbinekumarmm1234100% (3)
- Chapter OneDocument23 pagesChapter Oneashenafi belihuNo ratings yet
- Instrumentation Glossary of TermsDocument11 pagesInstrumentation Glossary of TermsJean MarcoNo ratings yet
- Chapter 1Document30 pagesChapter 1Modina GrandeNo ratings yet
- Proc Calc Alumnos CapDocument26 pagesProc Calc Alumnos Capabigail muñozNo ratings yet
- Lecture 1.0Document7 pagesLecture 1.0Nischal chandraNo ratings yet
- PB4305Document2 pagesPB4305parrastevens930No ratings yet
- 5 Process Control Dec 8Document61 pages5 Process Control Dec 8heroNo ratings yet
- Cascade ControlDocument16 pagesCascade ControlrahulNo ratings yet
- Automatic Control System and Control LoopsDocument60 pagesAutomatic Control System and Control Loopsmoovendan pNo ratings yet
- Entech Control Valve Dynamic SpecificationDocument21 pagesEntech Control Valve Dynamic SpecificationsgcurraNo ratings yet
- Experiment No.5: ApparatusDocument2 pagesExperiment No.5: ApparatusfahadfiazNo ratings yet
- Valtek FlowpakDocument12 pagesValtek FlowpakRaphael AndradeNo ratings yet
- MN 21000 Series Tech Spec GEA19371I English PDFDocument34 pagesMN 21000 Series Tech Spec GEA19371I English PDFGoutham KSNo ratings yet
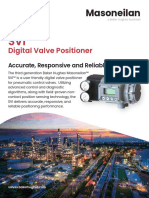
- SVI 3 Fact Sheet - Apr 2020Document4 pagesSVI 3 Fact Sheet - Apr 2020Raphael AndradeNo ratings yet
- Bulletin Masoneilan SVI II AP - Aug 2020Document16 pagesBulletin Masoneilan SVI II AP - Aug 2020Raphael AndradeNo ratings yet
- Curriculum: Personal Data Professional CareerDocument2 pagesCurriculum: Personal Data Professional CareerRaphael AndradeNo ratings yet
- 3RT20151AF02 Datasheet en PDFDocument11 pages3RT20151AF02 Datasheet en PDFRaphael AndradeNo ratings yet
- FD ISA Form S20.50 Rev 1 - OriginalDocument1 pageFD ISA Form S20.50 Rev 1 - OriginalRaphael AndradeNo ratings yet
- 3RB21134NB0 Datasheet en PDFDocument5 pages3RB21134NB0 Datasheet en PDFRaphael AndradeNo ratings yet
- Curriculum: Personal Data CareerDocument2 pagesCurriculum: Personal Data CareerRaphael AndradeNo ratings yet
- Curriculum: Personal Data CareerDocument2 pagesCurriculum: Personal Data CareerRaphael AndradeNo ratings yet
- 3RT10151AB02 Datasheet en PDFDocument7 pages3RT10151AB02 Datasheet en PDFRaphael AndradeNo ratings yet
- Raphael Costa Lima AndradeDocument1 pageRaphael Costa Lima AndradeRaphael AndradeNo ratings yet
- 2010 Reliability Prediction of Control Valves ThroughDocument6 pages2010 Reliability Prediction of Control Valves ThroughFaizal AbdullahNo ratings yet
- 8a Diagnosticapredittivavalvole PDFDocument27 pages8a Diagnosticapredittivavalvole PDFRaphael AndradeNo ratings yet
- 1820 02Document10 pages1820 02scoop!No ratings yet
- 2018 ISA DC Section Seminar - Wireless Technologies v2 PDFDocument41 pages2018 ISA DC Section Seminar - Wireless Technologies v2 PDFRaphael AndradeNo ratings yet
- Trabalho Sobre LatãoDocument48 pagesTrabalho Sobre LatãoRaphael AndradeNo ratings yet
- Aparato de Sonda para Medir PDFDocument13 pagesAparato de Sonda para Medir PDFmarcosNo ratings yet
- Arc Detection in Electro-Discharge MachiningDocument16 pagesArc Detection in Electro-Discharge MachiningMitu Leonard-GabrielNo ratings yet
- Wind Loads Calculation Eurocode1Document1 pageWind Loads Calculation Eurocode1Karthik KrishNo ratings yet
- Kemira, Leonard Dan Bethel Acid FormicDocument22 pagesKemira, Leonard Dan Bethel Acid FormicBen Yudha SatriaNo ratings yet
- Niosh Lift Push PullDocument15 pagesNiosh Lift Push Pullahuan huanNo ratings yet
- Engine Design and DevelopmentDocument12 pagesEngine Design and Developmentmyoaung91% (11)
- Heat Transfer ProDocument7 pagesHeat Transfer ProBorse RajNo ratings yet
- XI - Science Class Routine 2019: Xi-Isc - I Rm. 234 Xi - Isc-Ii Rm. 334Document2 pagesXI - Science Class Routine 2019: Xi-Isc - I Rm. 234 Xi - Isc-Ii Rm. 334Koushik MajumderNo ratings yet
- Department of Education: OpticsDocument3 pagesDepartment of Education: Opticsronald100% (1)
- Páginas DesdeM 3Document84 pagesPáginas DesdeM 3Armando LiosNo ratings yet
- Research StatementDocument5 pagesResearch StatementEmad AbdurasulNo ratings yet
- DatumsDocument22 pagesDatumsAlberto LobonesNo ratings yet
- An Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteDocument6 pagesAn Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteAndres PetitNo ratings yet
- AP Calculus AB - Integration - NotesDocument26 pagesAP Calculus AB - Integration - NotesHaniyaAngelNo ratings yet
- R05410403 OpticalcommunicationsDocument8 pagesR05410403 Opticalcommunications9010469071No ratings yet
- Types of Life TablesDocument6 pagesTypes of Life TablesMarielle DelfinNo ratings yet
- Control ValvesDocument20 pagesControl ValvesSakthivel PalaniNo ratings yet
- Lacan and Badiou: Logic of The Pas-Tout: Russell GriggDocument13 pagesLacan and Badiou: Logic of The Pas-Tout: Russell Griggd_albickerNo ratings yet
- AluminioDocument14 pagesAluminiobrauliocoroNo ratings yet
- CNC Machine Tools and Control SystemsDocument39 pagesCNC Machine Tools and Control Systemsp_a_jeevaNo ratings yet
- Chapter V Beam Deflections 5.4Document3 pagesChapter V Beam Deflections 5.4Joshua John JulioNo ratings yet
- Claim The Sky Preview 2021-10-04 G9r9eoDocument16 pagesClaim The Sky Preview 2021-10-04 G9r9eoAlexandre AmorimNo ratings yet
- Belt Bucket Elevator DesignDocument27 pagesBelt Bucket Elevator DesignArmando80% (5)
- CHEM 212 - RecrystallizationDocument16 pagesCHEM 212 - RecrystallizationkristaNo ratings yet
- NOTES Genchem 2 Lesson 6 Phase Diagram of Water and Carbon DioxideDocument8 pagesNOTES Genchem 2 Lesson 6 Phase Diagram of Water and Carbon DioxidestephniedayaoNo ratings yet
- Electric Power Steering - An Overview of Dynamics Equation and How It - S Developed For Large VehicleDocument8 pagesElectric Power Steering - An Overview of Dynamics Equation and How It - S Developed For Large VehiclecieloNo ratings yet
- Lutein Micro Encapsulation Using CoacervationDocument8 pagesLutein Micro Encapsulation Using CoacervationSilky Pradeep KumarNo ratings yet
- Buried Pipe NDTDocument224 pagesBuried Pipe NDTDemian PereiraNo ratings yet
- AyanamsaDocument30 pagesAyanamsahari1833% (6)
- Csi ReferDocument502 pagesCsi Referrenzo wilber bernedo beltranNo ratings yet