Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Improving the Spare Parts Management and Inventory
Control in Case of Line Stop Reduction in
Assembling Shop in PT.XYZ
Teuku Mirwan Saputra1, Feri Ali Tosa2, Yadi Santoso3
Fakultas Pasca Sarjana, Megister TeknikIndustri, Universitas Mercubuana
Jalan Meruya Selatan no.1, Joglo, Kembangan, Jakarta Barat,
Daerah KhususIbukota Jakarta Indonesia 11650
Abstract:- Spare part management and inventory control is power, environment, etc. In PT.XYZ, the Line Stop are usually
the way how to manage and control spare part in optimum happened caused by machine. Regarding to the machine, the Line
ways. The spare parts itself are needed for maintaining and Stop happened when the main machine having a troubles which is
repairing the machine in order to run the production called Machine Stop. Therefore, in order to reduce the Line Stop,
smoothly. The variability of demand of spare parts are the Machine Stop should also be reduced especially the time
commonly happened that create uncertainty condition in needed to maintain and repair the machine.
spare part. It means, those conditions can be defined as multi-
period inventory system with probability approach. In According to recently data from PT.XYZ, The causes of
PT.XYZ, the condition of spare part is usually become the Machine Stop can be categorized to Equipment, Quality, Process,
causes of Line Stop that already know as prohibitively and Supply. Those of causes had their own influence percentage to
expensive conditions. The Line Stop that caused by spare part the total Line Stop that happened in PT.XYZ. The average total of
are recorded equal to 10.63% from the average total of Line Stop caused by Equipment are equal to 10, 63 %, Quality are
Machine Stop percentage. In this case, Line Stop percentage equal to 8, 40 %, Process are equal to 9, 22 %, and Supply are
can be reduced by providing an ideal spare part warehouse. equal to 0, 05 %. Since the highest Line Stop percentage are caused
An ideal spare part warehouse should have Right Part, Right by Equipment, the research would like to conduct the Line Stop
Time, and Right Quantity. Those of criteria will be provided reduction caused by Equipment as the one of the Machine Stop’s
by using Vital-Essential-Desirable (VED) Analysis, Fast caused in assembling shop. Usually, the Line Stop that caused by
Moving-Slow Moving-Nonmoving (FSN) Analysis as a spare equipment is related to the conditions of spare part. It means that
part management methods, and Periodic Review (P) system as the Machine Stop happened while the spare part is not available
a spare part inventory control methods. As a result, Spare part around the shop in order to maintain or repair the machine.
management and inventory control already success to reduce
10 % on average of Line Stop after proved in 14 main In PT.XYZ, the conditions of spare part had many problems
machines in assembling shop. especially in providing the spare parts when the Machine Stop
happened unpredictably. For instance, when a main machine
Keywords:- Spare part management and inventory control, having trouble that caused Line Stop, the spare part as the material
uncertainty condition in spare part, Line Stop, ideal spare part to repair the machine is not available around the shop. This
warehouse, VED analysis, FSN analysis, Periodic Review (P) condition will increase the waiting time to repair because
system. maintenance personnel have to order the spare part to main
warehouse. Actually, PT.XYZ have a main warehouse that served
I. INTRODUCTION all work shop. The main warehouse is located far from assembling
shop. Hence, there will additional time to repair the machine
As one of manufacturing company that producing car, because maintenance personnel also have to deliver the spare part
PT.XYZ dedicated to become the most outstanding company in from the main warehouse to assembling shop. This conditions will
Indonesia. In achieving their goal, PT.XYZ built three production increase the Machine Stop percentage and automatically will
shop which are welding shop, painting shop, and assembling shop increase the Line Stop percentage.
in order to support their production of cars. Those shop already
supported by certain machine both are unique machine and Then, in order to prevent this conditions, the improvement
common machine. The unique machine are machines that can be have to apply in PT.XYZ which is build a spare part warehouse in
used for one shop. On the other hand, the common machine are each shop. This spare part warehouse will store the important parts
machines that can be used for several shop. All of those machines in order to provide the spare part needed when the uncertainty
have their own spare parts that have to maintain and control. condition happened. Actually, there are 8.169 spare parts that used
in PT.XYZ for every machine in all work shop. It is impossible to
Actually, there are several aspects should be considered in store all spare parts because it will make the company spend a huge
achieving their targets. One of aspect that should be concerned is resource in building the spare part warehouse.
Line Stop reduction which known as the most important aspect. In
fact, the Line Stop is a prohibitively expensive conditions that cost Therefore, there will be several aspects that should
the company so much lost regarding to the availability of their considered in building the spare part warehouse such as what kind
resources. Moreover, the Line Stop also can be defined as the of spare part that should be stored, when the spare part should be
condition when production activity is stop caused by machine, man ordered, and how many spare part that should be stored. Those of
IJISRT18JU150 www.ijisrt.com 115
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
aspects are Right Part, Right Time, Right Quantity in order to
provide an ideal spare part warehouse in case of Line Stop
reduction.
II. METHODS
Initial Problem Data Collection and Conclusion and
Literature Study Data Analysis
Observastion Identification Calulation Recommedation
Determining Collecting the data of
Start assumptions and Line Stop percentage
limitations
Observing Collecting the Master
the Line part list of spare part
stop Causes Determining Comparing the Concluding data
objective of purpose condition calculation and
research with current analysis as problem
Determining condition statement answer
Right Part
Line Stop
Caused by
Machine
Identifying problem Spare part Filtering Schema
statement Management (VED analysis & Recommending the
system FSN analysis) Purpose Condition: next action for the
Peridic Review future
Machine Stop Schema
Caused by Determining
Equipment Provide an ideal
Right Time
spare part STOP
warehouse
Current condition:
Determining Line Stop Schema
Right Quantity
Problems:
Observing spare part not ready
Spare part when machine Spare part
Inventory Periodic Reveiw Performing Line
Conditions breakdown
Control (P) system Stop Reduction
Fig 1:- Research framework
A. Initial Observation Spare parts Management System
The initial observation of this research started from As an important role in achieving the target for
observing the Line Stop causes in PT.XYZ. Actually, there decreasing the production cost, Spare parts management are
are several causes that influence the total of Line Stop such needed to apply in case of reduce the Line Stop that caused
as machine, man power, environment, etc. The observation by equipment. As known before, the Line Stop is one of
performed by collecting the data of Line Stop causes in prohibitively expensive conditions that cost so much lost.
assembling shop from Summary Report Plant #2 of Machine There are several problems faced by the company in
Stop of PT.XYZ.After collecting the Line Stop data, the controlling and maintaining spare parts. First of all, the
highest causes will be determining as the main focus to spare parts itself have the uncertainty of spare part’s usage
reduce the Line Stop which is equipment. As state before, when a part is required with different quantity. It is become
the Line Stop that caused by equipment is related to the complex due to the large number of different parts and low
conditions of spare parts that caused the Machine Stop are demand are usually occurs in actual condition. That’s why,
longer to repair. the failure of a part, either due to maintaining or repairing,
cannot be predicted accurately.
B. Problem Identification
There are several problems that needed to identify, The life cycle of spare parts is associated with the life
related to Line Stop reduction caused by equipment. First of cycle of the final products which use them. The demand of
all, in order to reduce the time needed to repair the Machine spare parts are affected by several factor such as size and
Stop as one of the problem, the improvement that can be age of the population of final product which are sales,
applied is providing a spare part warehouse in each work running fleet, installed base, etc (Fortuin & Martin, 1999). It
shop in PT.XYZ. The spare part warehouse expected to divides the life cycle of parts in three phases which is initial,
provide the spare part for maintenance activity for changing normal or repetitive, and final. Throughout these phases,
spare parts that already scheduled and repairing spare parts different decisions have to be taken (de Rego & de
that not scheduled yet. However, PT.XYZ cannot build a big Mesquita, 2011):
spare part warehouse for holding all spare part that already
been used. Therefore, an ideal spare part warehouse that 1. To hold inventory or not: demands which are very low
have a right part, a right time, and a right quantity have to in the beginning of the life cycle (as well as in the end)
provide in order to prevent the Line Stop happened that lead the manager to question whether parts should be
caused by equipment. stored or not. For many items, the demand is so low that
C. Literature Study the decision of not storing, meeting the demand
IJISRT18JU151 www.ijisrt.com 116
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
circumstantially after its occurrence may be the best the production downtime loss as known as Line Stop, due to
decision. spare being not available when required.
2. Initial orders: uncertainty about the demand growth
hampers the planning of the initial orders. Based on criticality, spare parts are conventionally
3. Inventory control: upon deciding that the part needs to classified into three classes which are vital, essential and
be stored, an inventory replenishment routine is desirable (kumar & suresh, 2009).
necessary, considering different goals (costs and/or
service level) and demand behavior (trends and 1. VITAL (V): A spare part will be termed vital, if on
seasonality). account of its non-availability there will be very high
4. Final orders: high production and maintenance costs of loss due to production downtime and/or a very high cost
the productive processes associated with low demands will be involved if the part is procured on emergency
and expected lifespan of products lead companies to basis. In a process industry, most spare parts for the
interrupt the production of parts at a given time. In bottleneck machine or process will be of vital nature.
some cases, the last production batch is increased to For instance, bearings for a kiln in a cement plant will
provide additional spare parts final inventory. be considered vital.
2. ESSENTIAL (E): A spare part will be considered
The objective of spare parts management is to ensure essential if, due to its non-availability, moderate loss is
the availability of spares for maintaining and repairing incurred. For instance, bearings for motors of auxiliary
machine when required at an optimum cost which means to pumps will be classified as essential.
reduce Line Stop. There are many actions required to ensure 3. DESIRABLE (D): A spare part will be desirable if the
that the spare part management are effective and efficient. production loss is not very significant due to its non-
In order to ensure that the spare part management are availability. Most of the parts will fall under this
successfully performed, it is essential to analyze the spare category. For instance, gaskets for piping connection.
parts inventory based on various characteristics such as the
frequency of issues, the annual consumption value, the This analysis helps in focusing the attention of the
criticality, the lead time and the unit price. There are several management on vital items and ensuring their availability by
selection of policies for selective control in inventory frequent review and reporting. Therefore, the Line Stop
analysis. The commonly selection technics used for could be reduced to a considerable extent.
selecting the spare part are ABC Analysis, FSN analysis,
HML analysis, SDE analysis, and VED analysis(kumar & Spare parts Inventory control
suresh, 2009).Regarding to research objective, the exact In case of spare part, managing inventories that have
selection technic for this conditions are Vital-Essential- variability of demand and lead time are commonly
Desirable (VED) Analysis and Fast Moving-Slow Moving- happened. The variability of demand and lead time will
Nonmoving (FSN) Analysis. Those selection technics also create uncertainty during performing inventory control
support the actual condition in PT.XYZ that classified their system. Those conditions make spare part inventory control
spare part based on machine rank and part rank. can be defined as a multi-period inventory system with
probability approach which have uncertainty of spare part’s
Fast Moving-Slow Moving-Nonmoving (FSN) Analysis usage. Multi-period inventory systems are designed to
This selection technic is performing by filtering the ensure that a part will be available on an ongoing basis
spare part based on Frequency of usage. Actually, F, S, and throughout the year. Usually, the item will be ordered
N are stand for Fast moving, slow moving and Non-moving multiple times throughout the year where the logic in the
items. This form of selection identifies the frequently issued system dictates the actual quantity ordered and the timing of
of spare part, for instance, the items can be classified as the order (Jacobs & Chase, 2013).
follows:
There are two general types of multi-period inventory
1. Fast Moving (F) = Parts that are issued below 1 systems which are fixed–order quantity models (also known
years frequently. as the economic order quantity (EOQ), and continuous
2. Slow Moving (S) = Parts that are issued between 2 review (Q) systems) and fixed–time period models (also
years until 5 years frequently. known as periodic review (P) system). The basic distinction
3. Non-Moving (N) = Parts that are not issued\used for is that continuous review (Q) systems are “event triggered”
more than 5 years. and periodic review (P) system are “time triggered.” That is,
a continuous review (Q) systems initiates an order when the
Vital-Essential-Desirable (VED) Analysis event of reaching a specified reorder level occurs. This
This selection technic performs by filtering the spare event may take place at any time, depending on the demand
part based on the Criticality. There are several factors for the items considered. In contrast, the periodic review (P)
contribute to the criticality of a spare part. If a spare part is system is limited to placing orders at the end of a
for a machine on which many other processes depend that predetermined time period; only the passage of time triggers
can have caused Line Stop, it could be of very vital the model.
importance to be concerned. Also, if a spare is an imported
component for which procurement lead time could be very The Periodic review (P) system is an inventory control
high it’s non- availability may mean a heavy loss. In system that specifies inventory is ordered at the end of a
general, criticality of a spare part can be determined from predetermined time period. The interval of time between
IJISRT18JU150 www.ijisrt.com 117
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
orders is fixed and the order quantity varies. In periodic that can be in day, week, and month (Jacobs & Chase,
systems, the amount of inventory on hand is assed at 2013).
periodic intervals such as weekly or monthly. A variable ∑𝑛𝑖−1 𝑑𝑖
quantity is enough to bring the inventory on hand and on 𝑑̅ =
𝑛
order up to a specified level. Usually, Periodic systems are Then, the standard deviation of the demand can be
more useful for process that call for a consistent use of part calculate by (Jacobs & Chase, 2013):
and for conditions where a single review period can be used
to identify several parts that can be combined into one door. 2
The illustration of periodic system will show in figure ∑𝑛 (𝑑𝑖 − 𝑑̅)
𝜎𝑑 = √ 𝑖−1
below, where q is the order quantity, P is the periodic, IP is 𝑛
the inventory position, SS is the safety stock, OH is on-hand Next, the standard deviation of a sequence of
inventory, and LT is the lead time. independent random variables equals the square root of the
sum of the variances. Therefore, the standard deviation
during the period T + LT is the square root of the sum of the
variances for each period (Jacobs & Chase, 2013):
𝑇+𝐿
σL+T = √∑ 𝜎𝑑 2
𝑖=1
Or
σL+T = √(𝑇 + 𝐿𝑇)𝜎𝑑 2
Finally, Z value are depending on the service level that
company decided. The service level is a treatment policy for
customers when there are stock outs; commonly established
either as a ratio of customers served to customers
Source: Monks, 1996, p.252
demanding or as a ratio of units supplied to units demanded.
Fig 2:- Periodic review (P) system when demand is
If the service level already decides, the Z value simply can
uncertainty
be determining by seeing the Z table or using the Excel
NORMSINV function in Microsoft Excel because the value
As described before, inventory is counted only at
of z is dependent on the probability of stocking out or
particular times, such as every week or every month in a
service level.
Periodic review (P) system. Counting inventory and placing
orders periodically are desirable in situations such as when
As know before, In a Periodic review (P) system,
company makes a spare part ordering policies that have to
reorders are placed at the time of review (T), and the safety
order and record every month or every 2 month depending
stock that must be reordered can be calculated by (Jacobs &
to the policies and also balancing the budget of maintenance
Chase, 2013):
department. Periodic review (P) system generate order
quantities that vary from period to period, depending on the
𝑆𝑆 = 𝑍σL+T
usage rates. These generally require a higher level of safety
stock than a fixed–order quantity system.
In Periodic review (P) system, the condition of spare
Periodic review (P) system assume that inventory is part’s usage is a review cycle of T and a constant lead time
counted only at the time specified for review. It is possible of LT. In this case, demand is randomly distributed about a
that some large demand will draw the stock down to zero mean𝑑̅. Therefore, the quantity to order (q) is (Monks,
right after an order is placed. This condition could go 1996):
unnoticed until the next review period. Then, the new order,
when placed, still takes time to arrive. Thus, it is possible to 𝑞 = 𝑑̅ (𝑇 + 𝐿𝑇) + 𝑍σL+T − 𝐼
be out of stock throughout the entire review period, placing
order (T), and lead time (LT). Therefore, safety stock must Where,
protect against stock outs during the review period itself as
well as during the lead time from order placement to order q= Quantity to be ordered
receipt. T= The number of days between reviews
LT = Lead time in days (time between placing
There are several calculation that should be performed an order and receiving it)
while conducting Periodic review (P) system as spare part 𝑑̅= Forecast average daily demand
inventory control which are computing average demand (d ̅ ), z= Number of standard deviations for a
standard deviation (σL+T ), Z-value, safety stock (SS), and specifi ed service probability
order quantity (q). σL+T = Standard deviation of demand over the
The calculation of average demand will show in review and lead time
equation below, where n is the number of time range usage
IJISRT18JU151 www.ijisrt.com 118
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
I= Current inventory level (includes items on that can constantly cause Line Stop. The criticality is based
order) on the machine rank matrix and part rank matrix. The
following machine rank matrixes will show in table below.
D. Data Collection and Calculation
The data collection started from collecting the data of
Machine Stop in assembling shop. Actually, the amount of
Line Stop is confidential which means cannot be publish to
the public. However, the percentage of Machine Stop causes
are already enough to conduct this research. In this case, the
Machine Stop percentage will be calculated as the Line Stop
percentage in assembling shop. The percentage of Machine Table 1. Machine rank matrix
Stop causes data are Quality, Process, Equipment, and
Supply. The data of Machine Stop causes will show how In Machine rank matrix, the machine that have no back
much the causes contribute to the total Line Stop in up and caused Line Stop, will be categorize as Vital (V)
PT.XYZ. which means become the first priority. Then, the machine
that have back up and caused Line Stop, will be categorize
Then, data collection continued with collecting the as Essential (E) which means become the second priority.
master part list that used in PT.XYZ. Since this research try Finally, the machine that have back up or not and not caused
to reduce Line Stop caused by equipment that related to the Line Stop, will be categorize as Desirable (D) which means
spare part, the master part list was necessary to be collected. become the third priority. Because of limitation of time and
The master part list will help the researcher to know what resources, this research just focusses on the first (V) and
kind of spare parts that used in assembling shop. Hence, the second (E) priority. Next, the following part rank matrixes
master part list will help the researcher in filtering the spare will show in table below.
part for decided the right part for storing in new spare part
warehouse.
Determine Right Part
In determining right part, the master part list that used
in PT.XYZ have to be filtered. These filtering steps are
useful for selecting the spare part in order to store in new
spare pare warehouse. As known before, there are 8.169 part Table 2. Part Rank matrix
that used in every work shop in PT.XYZ. Those parts have
to filter based on the unique part and common part for each In Part rank matrix, Part category A are classified as a
work shop. Because of the research objective that would like functional part which means if the part was broken, the
to reduce the Line Stop, the critical spare part that caused machine will stop. Then, Part category B are classified as
Line Stop have to give more attention. Also, the fast moving non-functional part which means if the part broken, the
part which means the frequency of spare part’s usage are machine will not stop. Because of the research objective
high also have to be concerned. The filtering step are would to reduce Line Stop, the Vital-Essential-Desirable
performed by using Microsoft Excel. The filtering schema (VED) Analysis only focus on VA category and EA
also using Vital-Essential-Desirable (VED) Analysis and category. Finally, the result of this analysis will filter again
Fast Moving-Slow Moving-Nonmoving (FSN) Analysis in using Fast Moving-Slow Moving-Nonmoving (FSN)
order to make the filtered more accurate. Therefore, the Analysis.
filtering schema are shown in following Figure 3.
As explaining before in literature study, the Fast
Moving-Slow Moving-Nonmoving (FSN) Analysis help in
C W VA EA
WELDING SHOP COMMON W filtering the spare parts based on frequency of usage. In this
C P VA EA THE SPARE
MASTER PART LIST
case, only Fast Moving part will be selected as the right part.
C A VA EA
PART LIST PAINTING SHOP COMMON P
THAT NEEDED Finally, the result of this analysis became the right part list
UNIQUE A VA
(8169 PART) FILTERS TO BE to be stored in spare part warehouse. Those of the right part
FILTERS COMMON A FILTERS FILTERS
ASSEMBLING USING
UNIQUE A EA
USING STORED list will be determine the right time as the next data
SHOP UNIQUE A FSN ANALYSIS calculation.
VED ANALYSIS UNIQUE A OTHERS
Fig 3:- Filtering Schema Determine Right Time
Regarding to the data of spare parts usage in PT.XYZ,
As shown in Figure 3, the filtering schema started
from filtering all spare parts that used in assembling shop. the spare part inventory control will refer to Periodic review
Then, researcher filtered the spare part into common part (P) system. It means that the placing order have to be define
and unique part. Only unique part and common part that as the right time to order the spare parts. In determining the
used in assembling shop will filtering using Vital-Essential- right time, researcher will analyze the actual condition of
Desirable (VED) Analysis. PT.XYZ related to order place policies and budget balancing
Actually, this analysis classified spare parts based on of PT.XYZ. However, the data was confidential which mean
criticality. In this case, the critically refers to the spare part cannot be shared to public. Therefore, the researcher
IJISRT18JU150 www.ijisrt.com 119
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
decided to make assumption for determining the placing determine during periodic review schema in case of line
order as the right time with several considerations. reduction.
Determine Right Quantity Data Analysis
The spare parts that already select as the right part will The data analysis is started from analyzed the result of
be used in order to determine the safety stock and quantity right part, right time, and right quantity calculations. In this
as the right quantity. In determining the right quantity, the case, the researcher used periodic review schema in order to
following of flowchart will be show in Figure 4. prove whether the result of the right part, the right time, and
the right quantity as criteria of an ideal spare part warehouse
can reduce the Line Stop or not. The following periodic
Data
Z
Safet review schema will show in figure below.
Machin Distri 𝑑̅ 𝜎𝑑 LT 𝜎𝐿+𝑇 val
y Quantit
e stop butio &T Stoc y
ue
n k
Idle State
Waiting for
demand
Fig 4:- Flowchart of determining the right quantity
Demand occurs
No Unit withdrawn
As shown in Figure 4, determining the right quantity Has review from inventory
time arrived?
are conducting by several step. First of all, The Machine
Stop in each spare parts will be observed. This step is Yes
performed by comparing the spare parts changing schedule
Compute
with the actual spare parts changing activity. If there is a inventory position
spare parts changing activity without any scheduled before,
that conditions will be records as Line Stop. It means that Compute order
the maintenance personnel have to order and deliver the quantity
spare part from the main warehouse immediately without
Issue an order for
notice before which will increase the waiting time to repair the number of
units needed
that automatically effect to percentage of Line Stop.
Second of all, the actual spare parts changing activity will be Source: Jacobs & Chase, 2013, p.365
record as the initial data. The distribution of those data will Fig 5:- Periodic review schema (Fixed–Time Period
be analyzed. In this case, the researcher used STATFIT Reordering System)
program to determine the distribution each spare parts by
As seen in Figure 5, the periodic review schema shows
using AUTOFIT option for discrete distribution and
the decision to place an order is made after the stock has
GOODNESS OF FIT option for determining the p-value.
been counted or reviewed. Whether an order is actually
The distribution of data is help us in seeing the data
placed depends on the inventory position at that time. The
separation in order to determine what kind of formula that
periodic review schema will help in determining the right
will be used in order to calculate the safety stock and order
quantity (q1, 2, 3…). When the review time arrived (T), the
quantity.
researcher will compute inventory position which is On-
hand part plus On-order. Then, the order quantity can be
Next, the researcher will calculate average demand
computed which is the first quantity (q0 ) reduce to On-hand
(𝑑̅), the standard deviation, and Z value of each spare part. part and plus On-order. Therefore, the order for the number
The way how to calculate average demand (𝑑̅), the standard of parts needed can be issued.
deviation, and Z value have already been explained in
Chapter II as literature study. The Z value in this case will Finally, the Line Stop for each condition of spare part
follow the company service level value which is 90%. can be determine by comparing the spare part need with
Moreover, there are two kind of standard deviation that need spare part on-hand (stock) after periodic review schema
to calculate which are standard deviation during demand applied. For additional information, the periodic review
(𝜎𝑑 ), and standard deviation during lead time and order schema just proved for each machine that have already been
place (𝜎𝐿+𝑇 ). For additional, the lead time will be assuming selected as right spare parts that needed to store in spare part
as 1 month for each spares part regarding to company warehouse in assembling shop.
policies that already applied.
III. RESULT AND DISCUSSION
Finally, the safety stock (SS) and the quantity (q) will
be calculated in order to determine the right quantity for As the highest percentage of Line Stop caused, the
spare part that already been selected. The way how to equipment that related to the conditions of spare part still
calculate the safety stock (SS) and the quantity (q) have have several problems such as the availability of spare part,
already been explained in Chapter II as literature study. the quantity of spare part, and the best time to order the
Actually,the quantity (q) will be calculated for first period or spare parts. Those problem can be eliminated by providing a
usually call the first quantity (q0 ). In first period, there are spare part warehouse for handling an uncertainty condition
no on-hand spare part during that time. The q1, 2, 3… will be happened especially when changing the spare part for
repairing or maintaining activities.
IJISRT18JU151 www.ijisrt.com 120
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Usually, for changing spare part activity, the As known before, there are 8.169 part that used for all
maintenance personnel ordered the spare part to main workshop. In data collection, the highest number of spare
warehouse for preparing the spare parts needed at least one part usage are happened in assembling shop which equal to
month before schedule. However, the problem occurred 2.809 unique parts. However, there are another common part
when an uncertainty condition happened when the spare part that also used in all work shop which equal to 677 common
needed are not available around the shop because the spare part. Those common parts have to be filtered into
part needed are not scheduled yet. This condition can have assembling common part which means the part that used in
increased the percentage of Line Stop caused by equipment assembling shop. The following of assembling filtered result
because the maintenance personnel need to order and deliver are shown in figure below.
the spare part immediately. Sometimes, the spare part
needed also not available in main warehouse that will make 3000
the Line Stop are longer to repair than usual. It will cost the 2500
company so much lost if these uncertainty conditions 2000
happened. These uncertainty conditions can be described 1500
through the flowchart of handling the Machine Stop that will 1000
500
show in figure below. 0
Unique A Common A
REPAIR THE Total spart part 2809 572
MACHINE MACHINE BY
STOP CHANGING THE
SPARE PART
Fig 7:- Spare parts that used in assembling shop
Ready
The Vital-Essential-Desirable (VED) Analysis are a
Not Ready
availability of ORDER THE SPARE
PART TO MAIN
MAIN WAREHOUSE
CHECK THE SPART
selection technic perform by filtering the spare part based on
spare part WARE HOUSE PARE STOCK
the Criticality. Regarding to the research objective, the
critically in this case are related to the Line Stop. It means
Changing
REPORTING THE the spare Ready
that the spare part has to filter as highest caused of Line
part CHECKING THE DELIVER THE availability of
CAUSED OF
MACHINE
SPARE PART
STOCK
SPARE PART TO
ASSEMBLING SHOP spare part Stop. Therefore, the Vital-Essential-Desirable (VED)
BREAKDOWN
Analysis can be performed by filtered the spare parts based
Not Ready
on machine rank matrix and part rank matrix in order to
ORDER TO
select what kind of spare parts are the highest caused of Line
SUPPLER
Stop.
Fig 6:- The flowchart of handling the Machine Stop caused The Machine rank matrix are the way how to filter the
by spare part machine that have to become the first priority. The machine
rank matrix will filter the unique machine and common
When the Machine Stop, the worker will report the machine that used in assembling shop. The machines have
Machine Stop caused to maintenance personnel. In this case, already ranked by authorized persons of PT.XYZ. Those
the Machine Stop are caused by equipment that need to judgments from them will be determine the machine to
change the spare part to repair the machine. Then, the several priorities. Finally, the machine that have back up or
maintenance personnel check the availability of spare part not and not caused Line Stop, will be categorize as
around assembling shop. If the spare part is ready stock, the Desirable (D) which means become the third priority. It
maintenance personnel will repair the Machine Stop means this categorize do not need to consider because there
immediately. However, if the spare part is not ready stock, it are no Line Stop if the machine is stop.Then, the Machine
become the problem because there will be additional time to rank matrix will be used to filter spare parts by using the
repair the Machine Stop. This condition is happened because SORT & FILTER comment in Microsoft Excel. The
the Machine Stop happened without any notice which means following of machine rank result will be show in figure
not schedule yet that classified as the uncertainty condition below.
of spare parts.
1500
A. Determine Right Part
1000
In determining the right part, the following filtering
500
schema will be conducted. The filtering schema started from
divide the spare part into unique part and common part 0
V E D
based on work shop. Then, the unique part of assembling Unique A 1063 626 1120
shop and common part of assembling shop will be selected Common A 253 59 378
an initial data to be filtered using Vital-Essential-Desirable
(VED) Analysis and Fast Moving-Slow Moving- Fig 8:- The spare part filter's result based on machine rank
Nonmoving (FSN) Analysis. The filtering schema will have matrix
performed using Microsoft Excel. In Microsoft Excel, the
SORT & FILTER comment will be very useful because Next, the spare part filter’s result based on machine
those common will make easier while filtered the spare parts rank matrix will be filtered based on part rank matrix. The
that PT.XYZ used more accurately. part rank will filter the part category in order to select the
IJISRT18JU150 www.ijisrt.com 121
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
right part that caused Machine Stop from unique and Regarding to the actual condition in PT.XYZ, the fast
common machines. The part category has already ranked by moving part have the highest possibility in uncertainty
authorized persons of PT.XYZ. Part categories A are condition that influence the Line Stop percentage caused by
classified as a functional part which means if the part was equipment. It means that the spare part that classified as Fast
broken, the machine will stop. Then, Part categories B are moving part more often broken than the slow moving part
classified as non-functional part which means if the part and non-moving part. Hence, only the fast moving parts (F)
broken, the machine will not stop. Then, the Part rank category will be selected as the right parts that needed to
matrix will be used to filter spare parts by using the SORT & store in new spare part warehouse.
FILTER comment in Microsoft Excel. The following of part
rank result will be show in figure below. B. Determine Right Time
Because of the frequency of spare part’s usage in
PT.XYZ already scheduled, the Periodic review (P) system
800
will be used as spare part inventory control method. In
600
Periodic review (P) system, the placing order have to be
400
define as the right time to order. The placing order (T) are
200 needed in determining the right quantity for the right part
0 that already selected. In this case, the placing order (T) can
VA VB EA EB
Common A 129 124 17 42 be assumed as n month.Regarding to the percentage of Line
Unique A 520 543 284 342 Stop caused data, the right time to order is can be assumed
as 4 months as placing order (T).
Fig 9:- The spare part filter's result based on part rank matrix
C. Determine Right Quantity
Regarding to research objective that would like to In determining the right quantity, the spare part usage
reduce the Line Stop, only the spare part that have rank VA data of the right part that already selected to be store in
and EA will be chosen to the next filtering step. It is simply spare part warehouse have to be compared. The total
because only Part Category A have contribution in Line number of right part are 65 parts that will be analyzed and
Stop percentage. Then, Vital (V) and Essential (E) was the calculated in order to provide an ideal spare part warehouse
first and second priority as the criticality aspect. Hence, the in case of Line Stop.
total spare part that filter using Vital-Essential-Desirable
(VED) are equal to 950 parts. Those parts will be filtered Actually, there are two kind of spare part usage data
again using Fast Moving-Slow Moving-Nonmoving (FSN) that have to compare which is the changing spare parts
Analysis in order to determine the part to be store more schedule and actual spare parts changing activity. Both of
objectively. data will give the percentage of Machine Stop that happened
in each machine. The percentage of Machine Stop will be
The Fast Moving-Slow Moving-Nonmoving (FSN) compared with the data percentage of Line Stop caused by
Analysis will be conducted by authorized persons of equipment. Actually, the changing spare parts schedule
PT.XYZ. In this case, the authorized persons will analyze of already decided by PT.XYZ. Otherwise, the actual spare
the total number of usage each spare part for several parts changing activity are the data that recorded from actual
frequently time. For instance, in A/C Gas Charging machine condition of spare part changing that have been recorded for
which Coolant Valve part category, and Recovery Gun each machine.
(IXX(S) 2S BSBM) as the spare part will be analyzed as
yearly usage. The total number of spare part usage is four Next, the actual spare parts changing activity will be
pieces. It means that there are four Recovery Gun in A/C used in order to determine the distribution of spare part
Gas Charging machine are scheduled to change in 1 years. usage data. In determine the distribution, STATFIT program
Hence, the Recovery Gun in A/C Gas Charging machine are used by using AUTOFIT option for discrete distribution.
will be filtered as Fast moving parts. The other part also will This program will help in determining the distribution of
be analyzed with the same way. The following of Fast spare part usage data. Then, the p-value of spare part data
Moving-Slow Moving-Nonmoving (FSN) Analysis result usage will determine by using GOODNESS OF FIT option.
will be show in figure below after being analysis using In this case, the Periodic review (P) system with
Microsoft Excel. probabilistic approach can only be applied in the spare part
usage data that have a Poisson characteristic.
600
400 Moreover, this program can automatically calculated
200 the description of spare part usage data such as average
0
F S N demand(d ̅ ), standard deviation(𝜎𝑑 ), variance, and so on.
VED analysis Actually, average demand(d ̅ ) and standard deviation(𝜎𝑑 )
65 482 403
result can be calculated using formula that already explain in
Chapter II. For instance, In ASSY-012, the calculation of
average demand(d ̅ ) and standard deviation (𝜎𝑑 ) will be
Fig 10:- Fast Moving-Slow Moving-Nonmoving (FSN)
shown in equation below.
Analysis result
IJISRT18JU151 www.ijisrt.com 122
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
1+1+1+0+0+1+0+0+1+0+0+1 the sum total will be reduced by one-hand inventory (I). In
𝑑̅ = determining the right quantity, the first period quantity (q0)
12
will be determined by assuming there are no on-hand
∑12
𝑖−1(𝑑𝑖 − 0,5)
2
= 0,5𝜎𝑑 = √ = 0,52223 inventory which means I = 0. Then, the q1, 2, 3… will be
12 determine during periodic review schema as data analysis.
The result of safety stock (SS) and quantity (q) will always
For the rest calculation, the STATFIT program will be round up. It simply because in spare part, there is no a half
used in order to determine the data distribution and of spare part needed in actual condition. The rest of
calculated the average demand(d ̅ ) and standard calculation of safety stock (SS) and quantity (q) will be
deviation (𝜎𝑑 ) of 65 parts that already selected as the right conducted using Microsoft Excel for 65 parts.
part. The Poisson characteristic will be choosing as data
distribution in order to apply Periodic review (P) system for D. Periodic review schema
calculating the right quantity. The result of data calculation which are the right part,
the right time, the right quantity will be analyzed whether
After determining the distribution data, average those result can reduce the Line Stop percentage that caused
demand(𝑑̅ ) and standard deviation during demand (𝜎𝑑 ), the by equipment in assembling shop or not. As calculated
standard deviation during lead time and order place before, there are 65 part that need to store in spare part
(𝜎𝐿+𝑇 )have to be calculated. Actually, in calculating warehouse. The placing order time, safety stock, and
standard deviation during lead time and order place (𝜎𝐿+𝑇 ), quantity already determined for all those parts by using
the lead time (LT) and placing order (T) have to determined. Periodic Review (P) system.
As explained before, the lead time (LT) will be assumed as
1 month for each parts. It simply because the lead time just However, there will be only 14 spare part selected in
record from main warehouse to the spare part warehouse in order to prove Line Stop reduction from this result. This
case of ordering and delivering time. Moreover, the placing decision decided because the right part list is happened for
order (T) also have been assumed as 4 months as the right 14 machine which means the 65 parts are belong to 14
time to order that already discussed before. Therefore, the machine in assembling shop. Because of the Line Stop
standard deviation during lead time and order place influenced by Machine Stop, only one part from each
(𝜎𝐿+𝑇 )can be calculated by using the formula 3.The machine need to be prove whether successfully reduce the
calculation using formula 3 will be apply for calculating 65 Line Stop percentage or not. Moreover, the Machine Stop
parts as the right part. For instance, in ASS-012, the that caused by the spare part are usually have same
calculation of standard deviation during lead time and order characteristic in spare part problem even though still cannot
place (𝜎𝐿+𝑇 ) will be shown in equation below. be predict exactly.
As explain before, the Periodic system schema will
σL+T = √(4 + 1) × 0,522232 = 1,1677
show the decision to place an order after the stock has been
counted or reviewed. The periodic review schema will
Next, the safety stock (SS) will be calculated in order
determine the quantity (q1, 2, 3…) when the review time
to determine the right quantity using Periodic review (P)
arrived (T). The inventory position will have calculated
system. In calculating the safety stock, the service level has
which is On-hand part + On-order. Then, the order quantity
to be determined. As explained before, the service level will
also will have calculated which is the first quantity (q0)
influence the Z value that used in calculating the safety
reduce by On-hand part + On-order. Therefore, the order for
stock (SS). The service level of PT.XYZ is 90%. It means
the number of parts needed can be issued.
that only 10% of total problem can be accept happened in
PT.XYZ. This service level already been deciding by
For instance, the Periodic review schema will apply in
PT.XYZ. Therefore, the Z value of 90% service level are
ASSY-012. First of all, the current condition of ASSY-012’s
equal to 1, 28 which can be calculated by seeing the Z table
Line Stop schema will be conducted. The following ASSY-
or using the Excel NORMSINV function in Microsoft Excel.
012’s Line Stop schema will show in table below.
Hence, the safety stock (SS) can be calculated using formula
4. Forexample, in ASS-012, the calculation of safety stock
(SS) will be shown in equation below.
𝑆𝑆 = 1,28 × 1,1677 = 1,495 ≈ 2
Finally, the quantity can be calculated for 65 parts as
the right part. The following formula 5 will described below.
For instance, in ASS-012, the calculation of quantity
(q0) by using formula 5 will be shown in below.
𝑞0 = 0,5(4 + 1) + (1,28 × 1,1677) = 3,9946 ≈ 4
The quantity (q), can be determine by sum the average
demand over the vulnerable period and safety stock. Then,
IJISRT18JU150 www.ijisrt.com 123
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
MONTHLY DATA
1 2 3 4 5 6 7 8 9 10 11 12
Planed spare part needed 0 0 1 0 0 1 0 0 1 0 0 1
actual spare part needed 1 1 1 0 0 1 0 0 1 0 0 1
Receive spare part 0 0 1 0 0 1 0 0 1 0 0 1
Stock -1 -1 0 0 0 0 0 0 0 0 0 0
Order Spare part 0 1 0 0 1 0 0 1 0 0 1 0
Judgment Line Stop Line Stop normal normal normal normal normal normal normal normal normal normal
Table 3. Line Stop schema of ASSY-012
As seen in Table 3, the Line Stop schema of ASSY- spare part problem. In this case, the additional four months
012 are conducted with current inventory control in will make the Periodic review schema more accurate in
PT.XYZ. As mentioned before, the ordering spare part are solving the spare part problem in reducing the Line Stop
order one month before without any safety stock. Then, the percentage. It means the Periodic review schema can be
Line Stop happened in first and second month. It happened used in future because the data distribution of the spare part
because there is no planed spare part needed in those usage data is following Poisson distribution that will make
months. However, in actual condition, there are spare part the spare part usage data will always fit to the Periodic
needed for those months. It will record as Line Stop review schema.
condition because the stock in those month are minus (-1)
conditions which means need additional spare part. Moreover, this consideration already applied by
Therefore, the average of Line Stop percentage for this PT.XYZ in actual condition that making the decision more
schema is equal to 17%.Then, the Periodic review schema focus in reducing the Line Stop rather than reducing the
will be applied to reduce the Line Stop percentage in this holding cost and ordering cost. The following Periodic
review schema of ASSY-012 will be show in Table 4.
MONTHLY DATA
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Planed spare part
0 0 1 0 0 1 0 0 1 0 0 1 0 0 1 0
needed
actual spare part
1 1 1 0 0 1 0 0 1 0 0 1 0 0 2 1
needed
Receive spare part 4 3 2 1 4 4 3 3 4 3 3 3 4 4 4 2
Stock 3 2 1 1 4 3 3 3 3 3 3 2 4 4 2 1
Order Spare part 4 3 1 2 3
norm norm norm norm norm norm norm norm norm norm norm norm norm norm norm norm
Judgments al al al al al al al al al al al al al al al al
Table 4. Periodic review schema of ASSY-012
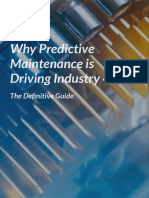
As shown in table above, the order spare part will be Finally, the rest of 14 parts selected before will be
based on Periodic review system. For ASSY-012, the analyzed using Periodic review schema like illustrated
quantity of spare part that needed to order in first period (q0) before. The Periodic review schemas will show how much
is equal to 4 parts. Then, the spare part condition will be the Line Stop percentage can be reducing by comparing the
review every 4 months as placing order (T). Every four current condition with purpose condition. The following
months, the maintenance personnel will check the inventory result of Periodic review schema will show in table below as
level for ASSY-012. Next, the ASSY-012 will order based Line Stop Comparison.
on the calculation that already explain before. In this case, in
fourth month, the ASSY need to issues are 3 part in order to
prevent any uncertainty condition in future.
As result, there are no Line Stop condition happened in
ASSY-012. Although there is unpredictable spare pare
needed in fifteenth and sixteenth month, the stock of spare
part in spare part warehouse still can handle an
unpredictable spare pare needed as uncertainty condition.
Therefore, the average of Line Stop percentage in ASSY-
012 can be reduce until 0% if the periodic review (P) system
applied.
IJISRT18JU151 www.ijisrt.com 124
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Line Stop Percentage Total
No. item Spare Part Specification
Current Purpose reduction
ASSY-012 RECOVERY GUN IXX(S) 2S BSBM 17% 0% 17%
ASSY-016 BEARING 6205ZZ 8% 0% 8%
ASSY-021 OILES BUSH LFB-1815 8% 0% 8%
ASSY-033 OILES BUSH SPF-1620 8% 0% 8%
ASSY-040 OILES BUSH 70B-3025 8% 0% 8%
ASSY-042 OILES BUSH LFB-9090 17% 0% 17%
ASSY-047 ROLLER CHAIN RF50-228L 8% 0% 8%
ASSY-048 OILES BUSH LFB-0807 8% 0% 8%
ASSY-049 NUTRUNNER ETV ST61-30-10 8% 0% 8%
ASSY-051 NUTRUNNER ETV ST101-370-20-F 8% 0% 8%
ASSY-057 OILES BUSH SPB-101420 8% 0% 8%
ASSY-062 OIL CLEANER AS2250A(AC200V) 8% 0% 8%
ASSY-063 TYPE 600 FORGED BRASS BALL VALVE TK-1/2B 8% 0% 8%
ASSY-065 VACUUM PAD PUYKB-80-N 8% 0% 8%
Average Total 10% 0% 10%
Table 5. Line Stop Comparison
As seen in Table 5, the average total of current already determined by using Vital-Essential-Desirable
condition is equal to 10 % which caused the Line Stop. (VED) Analysis, fastMoving-Slow Moving-Nonmoving
Then, after applying the Periodic review schema, the (FSN) Analysis as a spare part management methods, and
average total of purpose condition is equal to 0 % which Periodic Review (P) system as a spare part inventory control
means there no Line Stop happened that caused by methods that already success reduce 10 % on average of
equipment. It means that the Periodic review schema Line Stop percentage after proved in 14 main machine in
successfully reduce the Line Stop percentage caused by assembling shop. Second of all, the right part that needed to
equipment in assembling shop. store have been determined by using the filtering schema
that used the Vital-Essential-Desirable (VED) Analysis and
Since the Periodic review schema just applied to 14 Fast Moving-Slow Moving-Nonmoving (FSN) Analysis as
parts of main machine in assembling shop, the percentage of spare part management system methods. As a result, the
Line Stop caused by equipment cannot be proved accurately. right part already filtered from 8.169 parts become 65 parts.
The Periodic review schema have to apply for the whole 65 Those parts are selected as the right part that need to store in
part that selected as the spare that need to store in spare part the new spare part warehouse in order to provide an ideal
warehouse. As explained before, the 65 parts have similarity spare part warehouse in case of Line Stop reduction in
in spare part usage data that have a Poisson distribution. It assembling shop. Third of all, the right time to order has
means that the Periodic review schema also can be applied been decided as the best time to order the spare parts. In this
to 65 parts. It means that the efficiency in assembling shop case, the right time will become the placing order (T) that
still can be improved if the purposed improvement will equal to 4 months. It means that every 4 months, the spare
apply to all spare part especially to 65 parts as the right part part warehouse will be review in order to make sure the
to store in ideal spare part warehouse in order to achieve the spare part warehouse can always provide the spare part
target more accurately. needed in case of Line Stop reduction in assembling shop.
This right time can be used to prevent uncertainty condition
Hence, the ideal spare part warehouse as purposed that usually happen in spare part case. Finally, the right
improvement that provided in order to reduce Line Stop quantity has been determined. The right quantity is
percentage caused by equipment are successfully have been calculated with Periodic review (P) system as one of spare
provided. The Line Stop percentage caused by equipment part inventory control methods. This Periodic review (P)
can be reduced equal to 10 % on average after proved in 14 system already calculated the right quantity for 65 parts that
main machine in assembling shop by using spare part already selected as the right part.
management and inventory control. This purposed
improvement which is providing an ideal spare part REFERENCES
warehouse in case of Line Stop reduction are believed can
help PT.XYZ in achieving their target to reduce the Line [1]. de Rego, J., & de Mesquita, M. (2011). Spare parts
Stop percentage caused by spare parts. inventory control: a literature review. Spare parts
inventory control: a literature review. Produção, v. 21,
IV. CONCLUSION p. 656-666.
First of all, the way to reduce Line Stop percentage in [2]. Fortuin, L., & Martin, H. (1999). International Journal
assembling shop can be conducted by providing an ideal of Operations & Production Management, v. 19-9.
spare part warehouse as purposed improvement which has Control of service parts, 950-971.
right part, right time, and right quantity. Those of criteria
IJISRT18JU150 www.ijisrt.com 125
Volume 3, Issue 6, June – 2018 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
[3]. Huiskonen, J. s. (2001). Maintenance spare parts
logistics: Special characteristics and strategic choice.
International Journal of Production Economics, v. 71,
p. 125-133.
[4]. Jacobs, F. R., & Chase, R. B. (2013). Operations and
Supply Chain Management: The Core, 3/e. McGraw-
Hill Higher Education.
[5]. Kumar, S. a., & Suresh, N. (2009). Operations
Management. New Delhi: New Age International.
[6]. Monks, J. G. (1996). Schaum's Outline of Operations
Managemen. McGraw-Hill.
IJISRT18JU151 www.ijisrt.com 126
You might also like
- Justice at Salem Reexamining The Witch Trials!!!!Document140 pagesJustice at Salem Reexamining The Witch Trials!!!!miarym1980No ratings yet
- Global Slump: The Economics and Politics of Crisis and Resistance by David McNally 2011Document249 pagesGlobal Slump: The Economics and Politics of Crisis and Resistance by David McNally 2011Demokratize100% (5)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Determining Spare Parts RequirementsDocument4 pagesDetermining Spare Parts RequirementsbijishvmNo ratings yet
- SAP OverviewDocument21 pagesSAP OverviewJayadeepauyaj UppalapatiNo ratings yet
- AI - ML For Manufacturing IndustriesDocument17 pagesAI - ML For Manufacturing IndustriesBiswaranjan Senapati100% (1)
- IISc User Manual CCMD Plant Maintenance V4.0 26.12.2020Document44 pagesIISc User Manual CCMD Plant Maintenance V4.0 26.12.2020UCPL TrainingNo ratings yet
- Analysis of Breakdown and Imp in PM On 1000ton Hyd PressDocument10 pagesAnalysis of Breakdown and Imp in PM On 1000ton Hyd PressSundar Kumar Vasantha GovindarajuluNo ratings yet
- Just in Time Manufacturing ReportDocument29 pagesJust in Time Manufacturing ReportTemujen Banerji100% (1)
- Maintenance ManagementDocument44 pagesMaintenance ManagementDwi Putri Hidayat100% (4)
- G. Spare Parts ManagementDocument12 pagesG. Spare Parts ManagementVipul TikekarNo ratings yet
- Surviving the Spare Parts Crisis: Maintenance Storeroom and Inventory ControlFrom EverandSurviving the Spare Parts Crisis: Maintenance Storeroom and Inventory ControlNo ratings yet
- Presbuteroi (Elders) and Episkopoi (Overseers) and Are Described in 1 Tim 3 and TitusDocument15 pagesPresbuteroi (Elders) and Episkopoi (Overseers) and Are Described in 1 Tim 3 and TitusNimaro Brenda100% (1)
- Seminar ReportDocument25 pagesSeminar ReportAnant Maheshwari100% (1)
- Services - RAM StudyDocument3 pagesServices - RAM StudyMubarik AliNo ratings yet
- Analysis of Air Conditioner Precision (PAC) Machine Using Overall Equipment Efectiveness (OEE) Method (Case Study at Data Center XYZ Company Jakarta)Document10 pagesAnalysis of Air Conditioner Precision (PAC) Machine Using Overall Equipment Efectiveness (OEE) Method (Case Study at Data Center XYZ Company Jakarta)International Journal of Innovative Science and Research TechnologyNo ratings yet
- MaintenanceDocument45 pagesMaintenanceDeepshikha JhaNo ratings yet
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- Citibank Vs Hon ChuaDocument12 pagesCitibank Vs Hon ChuaJA BedrioNo ratings yet
- SAP PM OverviewDocument6 pagesSAP PM Overviewsaifrahman1234No ratings yet
- G. Spare Parts ManagementDocument12 pagesG. Spare Parts Managementlmn_grssNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- SAP PM Int QueDocument3 pagesSAP PM Int QueBujjibabu KattaNo ratings yet
- Criticality Assessment of SparesDocument11 pagesCriticality Assessment of SparesSeelan Surendran100% (2)
- Bekic (Ed) - Submerged Heritage 6 Web Final PDFDocument76 pagesBekic (Ed) - Submerged Heritage 6 Web Final PDFutvrdaNo ratings yet
- Why Predictive Maintenance Is Driving Industry 4.0: The Definitive GuideDocument13 pagesWhy Predictive Maintenance Is Driving Industry 4.0: The Definitive GuideAnonymous lIJl27QBXL100% (1)
- SAP PM Interview QuestionsDocument6 pagesSAP PM Interview QuestionsSandeep Kumar PraharajNo ratings yet
- Impact of Reliability Centered: Maintenance ProgramDocument11 pagesImpact of Reliability Centered: Maintenance ProgramCepi Sindang KamulanNo ratings yet
- IJETR021580Document6 pagesIJETR021580erpublicationNo ratings yet
- Kanban System Analysis and Improvement of The Supply Carset in BMW Logistics at Jakarta Plant Using Just in Time (JIT) MethodDocument9 pagesKanban System Analysis and Improvement of The Supply Carset in BMW Logistics at Jakarta Plant Using Just in Time (JIT) MethodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Stocking Strategy For Service Parts A Case StudyDocument19 pagesStocking Strategy For Service Parts A Case StudyFernando GómezNo ratings yet
- LSCM Project Mp16009Document11 pagesLSCM Project Mp16009Ankit KumarNo ratings yet
- Jurnal 4Document31 pagesJurnal 4deriNo ratings yet
- Application of Data Mining For Spare Parts Info 2019Document18 pagesApplication of Data Mining For Spare Parts Info 2019Nurazizul HishamNo ratings yet
- Condition-Based Maintenance Strategy For Stochastic Degradation Systems Considering Spare PartsDocument7 pagesCondition-Based Maintenance Strategy For Stochastic Degradation Systems Considering Spare PartsGopi SubramaniamNo ratings yet
- Design of Preventive Maintenance System With Reliability Engineering and Maintenance Methods Value Stream Mapping (MVSM) in PT. XYZDocument7 pagesDesign of Preventive Maintenance System With Reliability Engineering and Maintenance Methods Value Stream Mapping (MVSM) in PT. XYZSa NiaNo ratings yet
- Analysis and Implementation of Total Productive Maintenance (TPM) Using Overall Equipment Effectiveness (OEE) and Six Big Losses On Press Machine in PT - Asian BearindoDocument5 pagesAnalysis and Implementation of Total Productive Maintenance (TPM) Using Overall Equipment Effectiveness (OEE) and Six Big Losses On Press Machine in PT - Asian BearindoInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Related Study For ThesisDocument20 pagesRelated Study For ThesisMyght SolidariosNo ratings yet
- Important Vanjaarsveld2015Document30 pagesImportant Vanjaarsveld2015Nourhanne AhmadNo ratings yet
- Lean Manufacturing 7 WastesDocument10 pagesLean Manufacturing 7 WastesArturo TorresNo ratings yet
- Optimization of Spare Parts Inventory Based On Demand Forecasting With Total Cost ModelDocument12 pagesOptimization of Spare Parts Inventory Based On Demand Forecasting With Total Cost ModelCarlos MotaNo ratings yet
- OM ProjectDocument71 pagesOM ProjectM KNo ratings yet
- Jurnal InggrisDocument6 pagesJurnal Inggrishendi0309ft.2022No ratings yet
- Optimum Management of Spare Part WarehouseDocument14 pagesOptimum Management of Spare Part WarehousextusNo ratings yet
- With Industry 40 TechnologyDocument5 pagesWith Industry 40 TechnologyQuality HosurNo ratings yet
- Reliability Based Spare Parts Forecasting and Procurement StrategiesDocument30 pagesReliability Based Spare Parts Forecasting and Procurement Strategiesm7shahidNo ratings yet
- Alberto ManaluDocument10 pagesAlberto ManaluDosen AmaNo ratings yet
- Maintenance XrayDocument16 pagesMaintenance XrayAzeedNo ratings yet
- JIT FinalDocument10 pagesJIT FinalMarie Antoinette HolandaNo ratings yet
- Assignment On JIT (Just-in-Time)Document12 pagesAssignment On JIT (Just-in-Time)Roop50% (4)
- Chapter 6: Just-in-Time (Lean) Purchasing: Group 6: Holanda, Olleras and SabantoDocument10 pagesChapter 6: Just-in-Time (Lean) Purchasing: Group 6: Holanda, Olleras and SabantoMarie Antoinette HolandaNo ratings yet
- Department of Mechanical Engineering MIT (T) : JUST-IN-TIME (JIT) ManufacturingDocument4 pagesDepartment of Mechanical Engineering MIT (T) : JUST-IN-TIME (JIT) ManufacturingSaahil NaghateNo ratings yet
- A Case Study: Zubair AliDocument11 pagesA Case Study: Zubair AliJohn RajNo ratings yet
- Project Report On TPS in Brakes India PVT LTDDocument21 pagesProject Report On TPS in Brakes India PVT LTDChandru Paramasivam100% (2)
- Maintenance FunctionsDocument41 pagesMaintenance FunctionsAryyaka SarkarNo ratings yet
- Bes'S Institute of Management Studies & Research, Mumbai: World Class ManufacturingDocument9 pagesBes'S Institute of Management Studies & Research, Mumbai: World Class ManufacturingshankchachaNo ratings yet
- JITfinalDocument20 pagesJITfinalHari PrasadNo ratings yet
- Cad Cam Unit 4Document35 pagesCad Cam Unit 418-368 RRK Nikhil ChandraNo ratings yet
- Autonomous Maintenance: A Case Study On Assela Malt FactoryDocument10 pagesAutonomous Maintenance: A Case Study On Assela Malt FactoryAbraham EshetuNo ratings yet
- Operations Research Perspectives: SciencedirectDocument10 pagesOperations Research Perspectives: Sciencedirectwilmervh.iNo ratings yet
- Predictive Maintenance Based On Event-Log Analysis: A Case StudyDocument12 pagesPredictive Maintenance Based On Event-Log Analysis: A Case StudyNapoleón Hernandez Venegas100% (1)
- Eresource PMS GenericDocument28 pagesEresource PMS GenericEresource EtradeNo ratings yet
- Jit & TocDocument5 pagesJit & Tochraju_6100% (1)
- Study Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoDocument6 pagesStudy Assessing Viability of Installing 20kw Solar Power For The Electrical & Electronic Engineering Department Rufus Giwa Polytechnic OwoInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Blockchain Based Decentralized ApplicationDocument7 pagesBlockchain Based Decentralized ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Unmasking Phishing Threats Through Cutting-Edge Machine LearningDocument8 pagesUnmasking Phishing Threats Through Cutting-Edge Machine LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cyber Security Awareness and Educational Outcomes of Grade 4 LearnersDocument33 pagesCyber Security Awareness and Educational Outcomes of Grade 4 LearnersInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- An Industry That Capitalizes Off of Women's Insecurities?Document8 pagesAn Industry That Capitalizes Off of Women's Insecurities?International Journal of Innovative Science and Research TechnologyNo ratings yet
- Factors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaDocument6 pagesFactors Influencing The Use of Improved Maize Seed and Participation in The Seed Demonstration Program by Smallholder Farmers in Kwali Area Council Abuja, NigeriaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Smart Health Care SystemDocument8 pagesSmart Health Care SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Insights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesDocument8 pagesInsights Into Nipah Virus: A Review of Epidemiology, Pathogenesis, and Therapeutic AdvancesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Parastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueDocument2 pagesParastomal Hernia: A Case Report, Repaired by Modified Laparascopic Sugarbaker TechniqueInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Visual Water: An Integration of App and Web To Understand Chemical ElementsDocument5 pagesVisual Water: An Integration of App and Web To Understand Chemical ElementsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Smart Cities: Boosting Economic Growth Through Innovation and EfficiencyDocument19 pagesSmart Cities: Boosting Economic Growth Through Innovation and EfficiencyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Compact and Wearable Ventilator System For Enhanced Patient CareDocument4 pagesCompact and Wearable Ventilator System For Enhanced Patient CareInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Impact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldDocument6 pagesImpact of Silver Nanoparticles Infused in Blood in A Stenosed Artery Under The Effect of Magnetic Field Imp. of Silver Nano. Inf. in Blood in A Sten. Art. Under The Eff. of Mag. FieldInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Predict The Heart Attack Possibilities Using Machine LearningDocument2 pagesPredict The Heart Attack Possibilities Using Machine LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Air Quality Index Prediction Using Bi-LSTMDocument8 pagesAir Quality Index Prediction Using Bi-LSTMInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Relationship Between Teacher Reflective Practice and Students Engagement in The Public Elementary SchoolDocument31 pagesThe Relationship Between Teacher Reflective Practice and Students Engagement in The Public Elementary SchoolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Parkinson's Detection Using Voice Features and Spiral DrawingsDocument5 pagesParkinson's Detection Using Voice Features and Spiral DrawingsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatDocument16 pagesInvestigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Implications of Adnexal Invasions in Primary Extramammary Paget's Disease: A Systematic ReviewDocument6 pagesImplications of Adnexal Invasions in Primary Extramammary Paget's Disease: A Systematic ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Keywords:-Ibadhy Chooranam, Cataract, Kann Kasam,: Siddha Medicine, Kann NoigalDocument7 pagesKeywords:-Ibadhy Chooranam, Cataract, Kann Kasam,: Siddha Medicine, Kann NoigalInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- An Analysis On Mental Health Issues Among IndividualsDocument6 pagesAn Analysis On Mental Health Issues Among IndividualsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Harnessing Open Innovation For Translating Global Languages Into Indian LanuagesDocument7 pagesHarnessing Open Innovation For Translating Global Languages Into Indian LanuagesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Utilization of Date Palm (Phoenix Dactylifera) Leaf Fiber As A Main Component in Making An Improvised Water FilterDocument11 pagesThe Utilization of Date Palm (Phoenix Dactylifera) Leaf Fiber As A Main Component in Making An Improvised Water FilterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Making of Object Recognition Eyeglasses For The Visually Impaired Using Image AIDocument6 pagesThe Making of Object Recognition Eyeglasses For The Visually Impaired Using Image AIInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Advancing Healthcare Predictions: Harnessing Machine Learning For Accurate Health Index PrognosisDocument8 pagesAdvancing Healthcare Predictions: Harnessing Machine Learning For Accurate Health Index PrognosisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Diabetic Retinopathy Stage Detection Using CNN and Inception V3Document9 pagesDiabetic Retinopathy Stage Detection Using CNN and Inception V3International Journal of Innovative Science and Research TechnologyNo ratings yet
- The Impact of Digital Marketing Dimensions On Customer SatisfactionDocument6 pagesThe Impact of Digital Marketing Dimensions On Customer SatisfactionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Terracing As An Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains - CameroonDocument14 pagesTerracing As An Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains - CameroonInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Dense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)Document2 pagesDense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Formulation and Evaluation of Poly Herbal Body ScrubDocument6 pagesFormulation and Evaluation of Poly Herbal Body ScrubInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- RMC No. 23-2007-Government Payments WithholdingDocument7 pagesRMC No. 23-2007-Government Payments WithholdingWizardche_13No ratings yet
- Systems Analysis and Design 11th Edition Tilley Test BankDocument15 pagesSystems Analysis and Design 11th Edition Tilley Test Banksusanschroederoqdrkxtafn100% (15)
- Ips Rev 9.8 (Arabic)Document73 pagesIps Rev 9.8 (Arabic)ahmed morsyNo ratings yet
- Discuss The Following Questions With Your Family Members Casually and Write The AnswersDocument2 pagesDiscuss The Following Questions With Your Family Members Casually and Write The AnswersVincent Stephen AmalrajNo ratings yet
- Molecular Biology - WikipediaDocument9 pagesMolecular Biology - WikipediaLizbethNo ratings yet
- OatDocument46 pagesOatHari BabuNo ratings yet
- Team 12 Moot CourtDocument19 pagesTeam 12 Moot CourtShailesh PandeyNo ratings yet
- 130004-1991-Maceda v. Energy Regulatory BoardDocument14 pages130004-1991-Maceda v. Energy Regulatory BoardChristian VillarNo ratings yet
- Profix SS: Product InformationDocument4 pagesProfix SS: Product InformationRiyanNo ratings yet
- Indian School Bousher Final Term End Exam (T2) : Academic Session - 2021-22 Grade: 7Document7 pagesIndian School Bousher Final Term End Exam (T2) : Academic Session - 2021-22 Grade: 7Shresthik VenkateshNo ratings yet
- Degree Program Cheongju UniversityDocument10 pagesDegree Program Cheongju University심AvanNo ratings yet
- Mudbound: Virgil Williams and Dee ReesDocument125 pagesMudbound: Virgil Williams and Dee Reesmohan kumarNo ratings yet
- SBFpart 2Document12 pagesSBFpart 2Asadulla KhanNo ratings yet
- Waa Sik Arene & Few Feast Wis (FHT CHT Ste1) - Tifa AieaDocument62 pagesWaa Sik Arene & Few Feast Wis (FHT CHT Ste1) - Tifa AieaSrujhana RaoNo ratings yet
- A Win-Win Water Management Approach in The PhilippinesDocument29 pagesA Win-Win Water Management Approach in The PhilippinesgbalizaNo ratings yet
- Chapter 3 - StudentDocument38 pagesChapter 3 - StudentANIS NATASHA BT ABDULNo ratings yet
- Historical Background of Land Ownership in The PhilippinesDocument2 pagesHistorical Background of Land Ownership in The Philippinesjohn100% (1)
- MigrationDocument6 pagesMigrationMaria Isabel PerezHernandezNo ratings yet
- ARCHESDocument10 pagesARCHESCaroline MugureNo ratings yet
- Basic Elements of Rural DevelopmentDocument7 pagesBasic Elements of Rural DevelopmentShivam KumarNo ratings yet
- SAi Sankata Nivarana StotraDocument3 pagesSAi Sankata Nivarana Stotrageetai897No ratings yet
- Bed BathDocument6 pagesBed BathKristil ChavezNo ratings yet
- Simple FTP UploadDocument10 pagesSimple FTP Uploadagamem1No ratings yet
- Financial Accounting Theory Craig Deegan Chapter 7Document9 pagesFinancial Accounting Theory Craig Deegan Chapter 7Sylvia Al-a'maNo ratings yet
- Chessboard PDFDocument76 pagesChessboard PDFAlessandroNo ratings yet