You might also like
- Pipe Support StandardDocument319 pagesPipe Support StandardAntoshal92% (75)
- User Guide For Implementing ECBC in Data Centers - CII-IGBC and LBNL (DOE) USA - May 2021Document69 pagesUser Guide For Implementing ECBC in Data Centers - CII-IGBC and LBNL (DOE) USA - May 2021Pavan Kumar SNo ratings yet
- Telecommunications and Data Processing Facilities: April 2020 Document No: 11782 - 14Document27 pagesTelecommunications and Data Processing Facilities: April 2020 Document No: 11782 - 14Richard torres100% (1)
- Mep SpecificationsDocument274 pagesMep SpecificationsJoe Ps100% (6)
- Materials and Jacketing TechniqueDocument5 pagesMaterials and Jacketing TechniqueHoussam Al MoussawiNo ratings yet
- Planing Rack Cable ManagementDocument13 pagesPlaning Rack Cable ManagementJim MorrisonNo ratings yet
- Industry Application Guide Micro Data Center Meets Edge Computing Attom TechnologyDocument7 pagesIndustry Application Guide Micro Data Center Meets Edge Computing Attom TechnologyMeNo ratings yet
- 11 808 417 01 PDFDocument20 pages11 808 417 01 PDFManuel Alejandro Espinosa FarfanNo ratings yet
- Energy Recovery WheelDocument8 pagesEnergy Recovery WheelRawan Alwan ZarifNo ratings yet
- Pressurization For Staircase (SG Code)Document4 pagesPressurization For Staircase (SG Code)Zaw Moe KhineNo ratings yet
- DC Air ManagementDocument83 pagesDC Air ManagementSargurusivaNo ratings yet
- Tutorial 1 - Getting Started On EnergyPlus - 20120618 - 0Document28 pagesTutorial 1 - Getting Started On EnergyPlus - 20120618 - 0Dhayanandh MuruganNo ratings yet
- 23 3400 - Hvac Fans PDFDocument4 pages23 3400 - Hvac Fans PDFMohamed FawzyNo ratings yet
- Fault Tolerant Power Compliance Specification - v2Document3 pagesFault Tolerant Power Compliance Specification - v2Doruk BakırNo ratings yet
- ICT SpecificationDocument99 pagesICT SpecificationZaid HijjawiNo ratings yet
- FTTX Pon Exfo Guide v5 EngDocument116 pagesFTTX Pon Exfo Guide v5 EngAdesh BandhuNo ratings yet
- ICBJournal Spring2016 V08 PDFDocument44 pagesICBJournal Spring2016 V08 PDFAmr KamelNo ratings yet
- Commosioning NSN Bts PDFDocument14 pagesCommosioning NSN Bts PDFpankajNo ratings yet
- Smart Home: Integrating Internet of Things With Web Services and Cloud ComputingDocument4 pagesSmart Home: Integrating Internet of Things With Web Services and Cloud ComputingReyn AldoNo ratings yet
- Apc Application Note #126: Selection Procedure For Inrow Chilled Water ProductsDocument9 pagesApc Application Note #126: Selection Procedure For Inrow Chilled Water ProductsdexiNo ratings yet
- Product Training CRAC-CRAH-HD - NWDocument76 pagesProduct Training CRAC-CRAH-HD - NWVAN DIEPNo ratings yet
- 00018Document3 pages00018dexterNo ratings yet
- DALI-manual en PDFDocument93 pagesDALI-manual en PDFcyrilNo ratings yet
- BICSI 009-2019: Data Center Operations and Maintenance Best PracticesDocument32 pagesBICSI 009-2019: Data Center Operations and Maintenance Best PracticesDamy van de MerbelNo ratings yet
- Ceiling Speaker Calculator v3.2Document6 pagesCeiling Speaker Calculator v3.2Thilina SarangaNo ratings yet
- Section 15900 - Building Management System and Hvac EquipmentDocument18 pagesSection 15900 - Building Management System and Hvac EquipmentBudi MarelanNo ratings yet
- T1S1a - The BACnet Open StandardDocument73 pagesT1S1a - The BACnet Open StandardgcartuchoNo ratings yet
- Eia Tia TSB 75 PDFDocument2 pagesEia Tia TSB 75 PDFBruno Vellinha100% (1)
- Systems Integration Rev DDocument9 pagesSystems Integration Rev Dgizzy99100% (1)
- Specs DAta Centre PDFDocument133 pagesSpecs DAta Centre PDFRenu JainNo ratings yet
- Power+ A Parallel Redundant UPS - Uninterruptible Power SupplyDocument8 pagesPower+ A Parallel Redundant UPS - Uninterruptible Power SupplyGamatronicNo ratings yet
- Ekexmcb VRV DX Control Technical Data PDFDocument12 pagesEkexmcb VRV DX Control Technical Data PDFLuis CarlosNo ratings yet
- 23.5 MW (ANSI), Chilled Water, 270000 FT: (Reference Design 106)Document9 pages23.5 MW (ANSI), Chilled Water, 270000 FT: (Reference Design 106)ahmadgce04No ratings yet
- 25 00 00 BasDocument114 pages25 00 00 BasMohammad Hossein SajjadNo ratings yet
- Green Buildings Lessons Learnt IGBCDocument21 pagesGreen Buildings Lessons Learnt IGBCvabsNo ratings yet
- Stulz White Paper Free Cooling For Data Centers V1 PDFDocument15 pagesStulz White Paper Free Cooling For Data Centers V1 PDFjgjidesa2937No ratings yet
- Does Your Data Center Follow ASHRAE TC 9.9 Thermal Guidelines For Data Processing Environments - Sunbird DCIMDocument2 pagesDoes Your Data Center Follow ASHRAE TC 9.9 Thermal Guidelines For Data Processing Environments - Sunbird DCIMGeorgiaNo ratings yet
- Cpo-Pc-6a Plant ControllerDocument10 pagesCpo-Pc-6a Plant ControllerMikeNo ratings yet
- EtherNetIP ManualDocument472 pagesEtherNetIP ManualManuj SainiNo ratings yet
- NEN WRC GGD 109 - 01 - Test&CommDocument122 pagesNEN WRC GGD 109 - 01 - Test&CommWael WaelNo ratings yet
- Power Supply Requirements For ICT Rooms: Best Practice DocumentDocument34 pagesPower Supply Requirements For ICT Rooms: Best Practice Documentdimlou1No ratings yet
- Building HVAC Control Systems - Role of Controls and OptimizationDocument6 pagesBuilding HVAC Control Systems - Role of Controls and OptimizationMohammad Hafiz OthmanNo ratings yet
- 520 KW, Tier 2, Chilled Water, 4823 FT: Reference Design 73)Document7 pages520 KW, Tier 2, Chilled Water, 4823 FT: Reference Design 73)dexiNo ratings yet
- 12/31/20 DESIGN NO. - SECTION 15985 Sequence of Operation Part 1 - General 1.1. Description of WorkDocument367 pages12/31/20 DESIGN NO. - SECTION 15985 Sequence of Operation Part 1 - General 1.1. Description of WorkJhoNo ratings yet
- Farenhyt by HoneywellDocument2 pagesFarenhyt by HoneywellKarim NasserNo ratings yet
- Desigo CC V4.2 BIM ViewerDocument11 pagesDesigo CC V4.2 BIM ViewerDogan KarabulutNo ratings yet
- Review of Virtual InstrumentationDocument76 pagesReview of Virtual InstrumentationVijaya Lakshmi0% (1)
- Liebert PDX Liebert PCW System Design Manual 00Document213 pagesLiebert PDX Liebert PCW System Design Manual 00mech_sahilNo ratings yet
- Automation BuildingDocument32 pagesAutomation BuildingmohyousifNo ratings yet
- Substation Automation For The Smart Grid: Figure 1. Substation Migration in ProcessDocument4 pagesSubstation Automation For The Smart Grid: Figure 1. Substation Migration in ProcessPrasun MathurNo ratings yet
- Bacnet For BeginnersDocument81 pagesBacnet For Beginnersrommel duran100% (1)
- 288 M Spec Rev T1Document129 pages288 M Spec Rev T1mirali74100% (1)
- Pages From Bicsi TerminologyDocument66 pagesPages From Bicsi Terminologypurit83No ratings yet
- Eaton WhitePaper Distributed Vs Centralized BypassDocument9 pagesEaton WhitePaper Distributed Vs Centralized BypassParveshi PusunNo ratings yet
- BACnet GatewayDocument14 pagesBACnet GatewaySteve GrantNo ratings yet
- The New Standard IEC 61439: Low Voltage Switchgear and Controlgear AssembliesDocument20 pagesThe New Standard IEC 61439: Low Voltage Switchgear and Controlgear AssembliesAdnen BOUAZIZINo ratings yet
- MUP BMS Services Design Guidelines V2.2 Jan 2018 PDFDocument55 pagesMUP BMS Services Design Guidelines V2.2 Jan 2018 PDFLanh TranNo ratings yet
- Building Management System-UOM - MSC - Part - 1Document22 pagesBuilding Management System-UOM - MSC - Part - 1Uwan KivinduNo ratings yet
- Electrical System Design GuidelinesDocument125 pagesElectrical System Design Guidelinescarlosmarciosfreitas100% (1)
- Roteiro de Ajustes Sel387aDocument149 pagesRoteiro de Ajustes Sel387acarlosmarciosfreitasNo ratings yet
- Electric Machinery On SCILABDocument103 pagesElectric Machinery On SCILABcarlosmarciosfreitasNo ratings yet
- Unity: A Lightweight C Test Harness For Embedded Systems: Niall Cooling Feabhas LimitedDocument22 pagesUnity: A Lightweight C Test Harness For Embedded Systems: Niall Cooling Feabhas LimitedcarlosmarciosfreitasNo ratings yet
- VDR100 Vessel Data Recorder: User's ManualDocument23 pagesVDR100 Vessel Data Recorder: User's ManualcarlosmarciosfreitasNo ratings yet
- Amazon FreeRTOSDocument7 pagesAmazon FreeRTOScarlosmarciosfreitasNo ratings yet
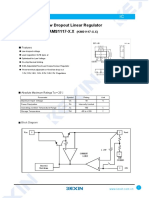
- SMD Type IC: Low Dropout Linear Regulator AMS1117-X.XDocument3 pagesSMD Type IC: Low Dropout Linear Regulator AMS1117-X.XcarlosmarciosfreitasNo ratings yet
- WINGATE eDocument48 pagesWINGATE ecarlosmarciosfreitasNo ratings yet
- Delta Programmable Logic Controller DVP Series: Automation For A Changing WorldDocument52 pagesDelta Programmable Logic Controller DVP Series: Automation For A Changing WorldcarlosmarciosfreitasNo ratings yet
- Compact DP Control SystemDocument2 pagesCompact DP Control SystemcarlosmarciosfreitasNo ratings yet
- Asean Engineering Register - Individual Asean Engineer Information SheetDocument1 pageAsean Engineering Register - Individual Asean Engineer Information SheetalfieNo ratings yet
- Yahya Sekinat Updated CV PDFDocument3 pagesYahya Sekinat Updated CV PDFSekinat YahyaNo ratings yet
- Laboratory Module 4 - Aircraft Pneumatics, Air Conditioning and Pressurization SystemsDocument6 pagesLaboratory Module 4 - Aircraft Pneumatics, Air Conditioning and Pressurization Systemsralph trasmanasNo ratings yet
- Women in Vehicle EngineeringDocument17 pagesWomen in Vehicle EngineeringBridget WhiteNo ratings yet
- Mechanical Properties of MaterialsDocument4 pagesMechanical Properties of MaterialsJomarie SojorNo ratings yet
- Project Management Man-Hour Cost Analysis: Case: Wärtsilä Energy SolutionsDocument32 pagesProject Management Man-Hour Cost Analysis: Case: Wärtsilä Energy SolutionsAziz EL100% (1)
- SKF - Ybearings Cat Eng 6001EDocument227 pagesSKF - Ybearings Cat Eng 6001Eshafique-ahmadNo ratings yet
- Transmission Distribution SubstationDocument80 pagesTransmission Distribution Substationumamaheshwarrao100% (1)
- Bison Hollow Core FloorsDocument16 pagesBison Hollow Core FloorsJohn WoodsNo ratings yet
- SAP2000 PushoverDocument20 pagesSAP2000 PushoverHemant Sonawadekar100% (1)
- Synopsis of FeederDocument5 pagesSynopsis of Feederapurva khachaneNo ratings yet
- Mechainical EngineeringDocument12 pagesMechainical Engineeringsai thesisNo ratings yet
- Randybook Ready Books FGHIJDocument78 pagesRandybook Ready Books FGHIJMarcos A. CruzNo ratings yet
- GeoTech Sample ResumeDocument4 pagesGeoTech Sample ResumeShine OnNo ratings yet
- Quiz 1 Engineering Economics Reg. No. Attempt All Questions. Overwriting Not Allowed. NameDocument4 pagesQuiz 1 Engineering Economics Reg. No. Attempt All Questions. Overwriting Not Allowed. Nameali ghalibNo ratings yet
- NOE ENG - Merchant - 4275 - Rev - 1020 PDFDocument10 pagesNOE ENG - Merchant - 4275 - Rev - 1020 PDFsumitNo ratings yet
- Siemens PLM LMS News Issue28-Aerospace tcm1023-235949 PDFDocument32 pagesSiemens PLM LMS News Issue28-Aerospace tcm1023-235949 PDFBoro GrozdanićNo ratings yet
- Mechanical Engineer ResumeDocument1 pageMechanical Engineer ResumeDarwin M SalazarNo ratings yet
- Warping and Residual Stress Analysis Using The Abaqus Interface For Moldflow 2007Document3 pagesWarping and Residual Stress Analysis Using The Abaqus Interface For Moldflow 2007SIMULIACorpNo ratings yet
- Chapter 70 Multi Mooring Systems 2010Document135 pagesChapter 70 Multi Mooring Systems 2010Araby Gamal GamalNo ratings yet
- Table 3.1Document2 pagesTable 3.1Chevy AngNo ratings yet
- Steeline Steel Clad 762: Roof and Wall CladdingDocument2 pagesSteeline Steel Clad 762: Roof and Wall CladdingThai NguyenNo ratings yet
- IDMT Over Current & Earth Fault Relay Calculation (14.1.14)Document10 pagesIDMT Over Current & Earth Fault Relay Calculation (14.1.14)zeliteNo ratings yet
- Astm A775Document2 pagesAstm A775Makaryo L. BuensucesoNo ratings yet
- Unit Weight of Materials Used at Construction SiteDocument5 pagesUnit Weight of Materials Used at Construction SiteJames Mcguire100% (2)
- Kitchen and Dining PlanDocument1 pageKitchen and Dining PlanazhustuddyingNo ratings yet
- BIM PTPP PalembangDocument21 pagesBIM PTPP PalembangSiti Aisyah NurjannahNo ratings yet