You might also like
- Week 9b - Adjunct Lecture Polymer Flooding 1 Apr 2021 PDFDocument37 pagesWeek 9b - Adjunct Lecture Polymer Flooding 1 Apr 2021 PDFHaries SeptiyawanNo ratings yet
- Eor 3Document49 pagesEor 3mohsen ahmed thabetNo ratings yet
- Harms - Optimizing Compressors - Part 2Document31 pagesHarms - Optimizing Compressors - Part 2arispriyatmonoNo ratings yet
- Guidelines For Choosing Compositional and Black-Oil Models For Volatile Oil and Gas-Condensate ReservoirsDocument59 pagesGuidelines For Choosing Compositional and Black-Oil Models For Volatile Oil and Gas-Condensate ReservoirsWilder Ganoza100% (1)
- 4 Presentation Hacksma Continuous Gas CirculationDocument28 pages4 Presentation Hacksma Continuous Gas CirculationRrelicNo ratings yet
- Cased Hole Logging CourseDocument62 pagesCased Hole Logging CourseMd Taslim Kausar khanNo ratings yet
- ANPG Roadshows 2020 English WebDocument86 pagesANPG Roadshows 2020 English WebVenkat PachaNo ratings yet
- Ch3 Steam Turbine System - BoilerDocument49 pagesCh3 Steam Turbine System - BoilerAzraqul Ilmi100% (1)
- SPE 150760 Efficient Methodology For Stimulation Candidate Selection and Well Workover OptimizationDocument14 pagesSPE 150760 Efficient Methodology For Stimulation Candidate Selection and Well Workover OptimizationVlassis SarantinosNo ratings yet
- Vasilev2016 Interference TestDocument28 pagesVasilev2016 Interference TestAmr HegazyNo ratings yet
- Squeeze Calculations: A - Upper &lower Zakum Fields Thmamamas & Arab D3, D4, D5Document8 pagesSqueeze Calculations: A - Upper &lower Zakum Fields Thmamamas & Arab D3, D4, D5islam atifNo ratings yet
- To Determine The Minimum Miscibility Pressure by Using Different CorrelationDocument21 pagesTo Determine The Minimum Miscibility Pressure by Using Different CorrelationahmedNo ratings yet
- Gas Well LoadingDocument9 pagesGas Well LoadingalyshahNo ratings yet
- K Relative PermeabilityDocument13 pagesK Relative PermeabilityTripoli ManoNo ratings yet
- TotalEnergies Energy Outlook 2022Document42 pagesTotalEnergies Energy Outlook 2022Pangeran Christofel Yoshua SilalahiNo ratings yet
- Getting The Last Gasp: Deliquification of Challenging Gas WellsDocument18 pagesGetting The Last Gasp: Deliquification of Challenging Gas Wellsuekiiiiii23No ratings yet
- Using Multidisciplinary Multiscale Data To Create Nonstationary Facies Probability Trend ModelsDocument16 pagesUsing Multidisciplinary Multiscale Data To Create Nonstationary Facies Probability Trend ModelspggeologistNo ratings yet
- Inflow Performance Relationship: Teknik Produksi, EptDocument9 pagesInflow Performance Relationship: Teknik Produksi, EptReza RamadhanNo ratings yet
- Metodo de P/ZDocument9 pagesMetodo de P/ZFernandoChauqueNo ratings yet
- Ipr VLPDocument9 pagesIpr VLPRoger Ronaldo Montero CoronaciónNo ratings yet
- Water Alternating Gas (WAG)Document3 pagesWater Alternating Gas (WAG)Juan CarlosNo ratings yet
- b2207b 508Document60 pagesb2207b 508SynNo ratings yet
- Swiir 48,859 2: Pressure Vs Brine Saturation (De-Normalisasi)Document32 pagesSwiir 48,859 2: Pressure Vs Brine Saturation (De-Normalisasi)Meulana Fajariadi VicadimasNo ratings yet
- BP Energy Outlook 2023Document66 pagesBP Energy Outlook 2023Danna Lizeth Rueda ParedesNo ratings yet
- CHAPTER 11 English Version Surfactant InjectionDocument30 pagesCHAPTER 11 English Version Surfactant Injectionbagus1313No ratings yet
- OTC - The Future of Offshore TechnologyDocument16 pagesOTC - The Future of Offshore TechnologyVillalba-Tapia EdwinNo ratings yet
- Global Energy Perspective 2023Document26 pagesGlobal Energy Perspective 2023Andi IrawanNo ratings yet
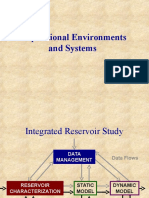
- Depositional Environments and SystemsDocument24 pagesDepositional Environments and SystemsaliNo ratings yet
- Equilibration Exercise OriginalDocument90 pagesEquilibration Exercise OriginaldiegoNo ratings yet
- High Pressure Mercury InjectionDocument10 pagesHigh Pressure Mercury InjectionArjun ChaudharyNo ratings yet
- F (X) 1130 Exp ( - 0.044 X) R 1: Base ModelDocument9 pagesF (X) 1130 Exp ( - 0.044 X) R 1: Base ModelFabio ChavezNo ratings yet
- Capillary Pressure Pore Size Distribution TutorialDocument3 pagesCapillary Pressure Pore Size Distribution Tutorialarjun2014No ratings yet
- SimRes 3 Grid 1D 1 FasaDocument14 pagesSimRes 3 Grid 1D 1 FasarrobikhunNo ratings yet
- How To Create Stamp Plots: PETREL 2009.2Document14 pagesHow To Create Stamp Plots: PETREL 2009.2Muhamad Afiq RosnanNo ratings yet
- FBHP CalculationDocument2 pagesFBHP Calculationronak pandyaNo ratings yet
- Tugas Decline CurveDocument977 pagesTugas Decline CurveDeskiSangkaNo ratings yet
- Imprimir Reser FinalDocument4 pagesImprimir Reser FinalvanesaNo ratings yet
- Permeabilitas Relatif Hasil SCAL Sistem Gas-Air: SW, FraksiDocument6 pagesPermeabilitas Relatif Hasil SCAL Sistem Gas-Air: SW, FraksiRarasati KusumawardhaniNo ratings yet
- TekGas SugiDocument9 pagesTekGas SugisugiantoNo ratings yet
- ES1 - Decline Curve ExerciseDocument2,364 pagesES1 - Decline Curve ExerciseAndi SusetioNo ratings yet
- 3 - AVO Analysis On Seismic DataDocument15 pages3 - AVO Analysis On Seismic DataMohamed Ibrahim ShihataaNo ratings yet
- Normalization DenormalizationissdsaadDocument63 pagesNormalization Denormalizationissdsaadsparda94No ratings yet
- Tutorial Material Balance Water InfluxDocument8 pagesTutorial Material Balance Water Influxsameer bakshiNo ratings yet
- RE2 Decline ProblemDocument8 pagesRE2 Decline ProblemTahaNo ratings yet
- Average Porosity Map For Net Sand Interval Between Two Well TopsDocument5 pagesAverage Porosity Map For Net Sand Interval Between Two Well TopsSalim JabeedNo ratings yet
- Exponential Decline Curve: STB/MDocument10 pagesExponential Decline Curve: STB/MNurhabibahNo ratings yet
- RLP TemplateDocument23 pagesRLP TemplatecsoubhikNo ratings yet
- PC & Rel. PermDocument150 pagesPC & Rel. PermRestyanti YunseNo ratings yet
- 13-Predicting PerformanceDocument29 pages13-Predicting PerformancealiNo ratings yet
- Solution 2-2 Relative PermeabilityDocument8 pagesSolution 2-2 Relative Permeabilitymhuf89No ratings yet
- Original Gas in PlaceDocument2 pagesOriginal Gas in PlaceGabrielaMSNo ratings yet
- Petrel RE: How To Define An Aquifer With Properties Variable With The Depth?Document7 pagesPetrel RE: How To Define An Aquifer With Properties Variable With The Depth?mcemceNo ratings yet
- 4-6 - Presentation - PCS Ferguson - Automated Solution Running Gas Lift and Plunger Lift Operations ConcurrentlyDocument26 pages4-6 - Presentation - PCS Ferguson - Automated Solution Running Gas Lift and Plunger Lift Operations ConcurrentlyJose eduardoNo ratings yet
- Chart TitleDocument5 pagesChart TitleEdwin GracianoNo ratings yet
- Matrices One Shot #BBDocument158 pagesMatrices One Shot #BBPoonam JainNo ratings yet
- ENG Petrel AveragePorosity NTG Facies Per Zone 3Q15Document7 pagesENG Petrel AveragePorosity NTG Facies Per Zone 3Q15Rodrigo BatistaNo ratings yet
- 5 Spe 186891Document22 pages5 Spe 186891Bangsawan AriefNo ratings yet
- Excel ChevronDocument25 pagesExcel ChevronJodynsNo ratings yet
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsFrom EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNo ratings yet
- 04 Flame TemperatureDocument38 pages04 Flame TemperatureSagar DadhichNo ratings yet
- Reservoir Fluid PropertiesDocument9 pagesReservoir Fluid PropertiesSagar DadhichNo ratings yet
- Open Topic With NavigationDocument9 pagesOpen Topic With NavigationSagar DadhichNo ratings yet
- Cementing 1 PDFDocument20 pagesCementing 1 PDFSagar DadhichNo ratings yet
- PVT Properties of Reservoir FluidsDocument3 pagesPVT Properties of Reservoir FluidsSagar DadhichNo ratings yet
- Exploitability of CCS in EORDocument1 pageExploitability of CCS in EORSagar DadhichNo ratings yet
- Exploitability of CCS in EORDocument2 pagesExploitability of CCS in EORSagar DadhichNo ratings yet
- Co2 Sequestration AbstractDocument2 pagesCo2 Sequestration AbstractSagar DadhichNo ratings yet
- Carbon Capture and Storage Approach To Waterless Fracturing: AuthorsDocument1 pageCarbon Capture and Storage Approach To Waterless Fracturing: AuthorsSagar DadhichNo ratings yet
- Gas Rate Equation: P P C QDocument2 pagesGas Rate Equation: P P C QSagar DadhichNo ratings yet
- Raw Material Specification Sheet - Petroflo 20Y3437 NewDocument2 pagesRaw Material Specification Sheet - Petroflo 20Y3437 NewBasty Tejano67% (3)
- Pro Therm 2017Document11 pagesPro Therm 2017jorge moraNo ratings yet
- High Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresDocument9 pagesHigh Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresPaco100% (1)
- Extra Ex1 Strong Acid and Strong BaseDocument2 pagesExtra Ex1 Strong Acid and Strong BaseSara KhalifehNo ratings yet
- High-Temperature Behavior of Laser ElectrodispersiDocument18 pagesHigh-Temperature Behavior of Laser Electrodispersiateer6727No ratings yet
- Acid BaseDocument63 pagesAcid BaseFrian LiaNo ratings yet
- CECOAT10663Document2 pagesCECOAT10663nanoNo ratings yet
- Advantages and DisadvantagesDocument4 pagesAdvantages and DisadvantagesvenothNo ratings yet
- AOAC99215Document1 pageAOAC99215Steven YoshuaNo ratings yet
- Chem1046L Lab 12ADocument6 pagesChem1046L Lab 12AalphacetaNo ratings yet
- Exp 7 (Solved)Document9 pagesExp 7 (Solved)mahmudul100% (1)
- 8 M Guanidine Hydrochloride SolutionDocument2 pages8 M Guanidine Hydrochloride SolutionWater ShurikenNo ratings yet
- Sae 1006Document2 pagesSae 1006Nguyễn Tiến TùngNo ratings yet
- Delhi Public School, Greater Noida Pre-Mid Term Exam Class-X Subject - Science SESSION-2020-21Document3 pagesDelhi Public School, Greater Noida Pre-Mid Term Exam Class-X Subject - Science SESSION-2020-21AnishikaNo ratings yet
- Nitrogen and Sulfur Notes PDFDocument6 pagesNitrogen and Sulfur Notes PDFAastha KurupNo ratings yet
- Food Chemistry Testing SUGAR, STARCH ETCDocument5 pagesFood Chemistry Testing SUGAR, STARCH ETCrangerblue75% (12)
- Materials Chemistry and Physics: Herv e K. Tchakoute, Claus H. Rüscher, E. Kamseu, Jean N.Y. Djobo, C. LeonelliDocument9 pagesMaterials Chemistry and Physics: Herv e K. Tchakoute, Claus H. Rüscher, E. Kamseu, Jean N.Y. Djobo, C. LeonelliAntonio Ernandes Macedo PaivaNo ratings yet
- Qualitative Analysis of CationsDocument12 pagesQualitative Analysis of CationsRegina Morales0% (1)
- CL 86250 - CS 103Document2 pagesCL 86250 - CS 103ChanBoonChew100% (1)
- Test Dust - Test Dust Production - Particle TechnologyDocument2 pagesTest Dust - Test Dust Production - Particle TechnologyAman Katiyar100% (1)
- Coal PetrologyDocument29 pagesCoal PetrologyIlham El-sirazhyNo ratings yet
- Chemistry Practical Written Work For Grade 9thDocument12 pagesChemistry Practical Written Work For Grade 9thriddhiNo ratings yet
- Thermal Cracking of Recycled Hydrocarbon Gas-Mixtures With High Olefins Concentrations in The Feed: Operational Analysis of Industrial FurnacesDocument7 pagesThermal Cracking of Recycled Hydrocarbon Gas-Mixtures With High Olefins Concentrations in The Feed: Operational Analysis of Industrial FurnacesMehul SutariyaNo ratings yet
- Applying Principles of Conservation of Mass To Chemical ReactionDocument28 pagesApplying Principles of Conservation of Mass To Chemical ReactionNovie Jane Hontiveros100% (1)
- Service Bulletin: Hartzell Propeller Inc. Transmittal Sheet HC-SB-61-181A Blades - Blade Corrosion Inspection and RepairDocument12 pagesService Bulletin: Hartzell Propeller Inc. Transmittal Sheet HC-SB-61-181A Blades - Blade Corrosion Inspection and RepairDonald SimsNo ratings yet
- SAP 2018 Assessment ES October2018Document70 pagesSAP 2018 Assessment ES October2018Andrei DârleaNo ratings yet
- Failure of 321 Stainless Steel Heater TubeDocument16 pagesFailure of 321 Stainless Steel Heater TubeFady GamalNo ratings yet
- Chemicals Zetag DATA Powder Magnafloc 338 - 0410Document2 pagesChemicals Zetag DATA Powder Magnafloc 338 - 0410PromagEnviro.comNo ratings yet
- Histopathologic TechniquesDocument23 pagesHistopathologic TechniquesElla Sales83% (6)
- 1 s2.0 S1674987123000919 MainDocument21 pages1 s2.0 S1674987123000919 MainMatteo MainoNo ratings yet