You might also like
- CSR NewDocument101 pagesCSR NewSudhagarNo ratings yet
- FMEADocument55 pagesFMEAVijay Kumar100% (1)
- Philips FMEA EnglishDocument74 pagesPhilips FMEA Englishjackiepallo100% (4)
- Leader Standard Work V1.0Document3 pagesLeader Standard Work V1.0SudhagarNo ratings yet
- Problem SolvingDocument31 pagesProblem SolvingSudhagarNo ratings yet
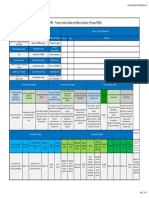
- Process For Process Failure Mode & Effect Analysis (PFMEA)Document11 pagesProcess For Process Failure Mode & Effect Analysis (PFMEA)Gourav SainiNo ratings yet
- AS9100 D Internal AuditorDocument5 pagesAS9100 D Internal AuditorSudhagar100% (1)
- Failure Mode AND Effect Analysis: TPM Secretariat - Orai FactoryDocument27 pagesFailure Mode AND Effect Analysis: TPM Secretariat - Orai FactorySunilNo ratings yet
- Sample DFMEA - Full PackageDocument7 pagesSample DFMEA - Full Packageabhisheksen.asindNo ratings yet
- FMEA MSETM 5291 2bDocument17 pagesFMEA MSETM 5291 2boualidhseNo ratings yet
- PFMEA AIAG VDA Heading Hints PDFDocument1 pagePFMEA AIAG VDA Heading Hints PDFRamdas PaithankarNo ratings yet
- DFMEA - Manual PDFDocument24 pagesDFMEA - Manual PDFDevendra GandhiNo ratings yet
- FMEA Master PresentationDocument63 pagesFMEA Master Presentationnigeldouch100% (1)
- AIAG and VDA FMEA Handbook Apr 4 2019-1Document16 pagesAIAG and VDA FMEA Handbook Apr 4 2019-1Rudiney Trombetta88% (16)
- 7.2.18 DFMEA-PFMEA-FMECA Comparison Guidance 13JUL2020Document4 pages7.2.18 DFMEA-PFMEA-FMECA Comparison Guidance 13JUL2020Moti Ben-ZurNo ratings yet
- Introduction To RAMDocument14 pagesIntroduction To RAMmarcusforteNo ratings yet
- FMEA Training v1.1Document78 pagesFMEA Training v1.1Charles Walton100% (1)
- Fmea DesignDocument29 pagesFmea DesignEmperor89100% (2)
- SIS Book - Chapter 03 - FMECADocument54 pagesSIS Book - Chapter 03 - FMECAgabrieluenf_59168465No ratings yet
- FMEA Template - Road To ReliabilityDocument27 pagesFMEA Template - Road To ReliabilityVinicius Ucelli100% (2)
- 1S, 2S & 6S Audit ChecklistDocument46 pages1S, 2S & 6S Audit ChecklistSudhagarNo ratings yet
- 1st Periodic Test - Tle 9Document4 pages1st Periodic Test - Tle 9RichardRaqueno100% (2)
- PPAP ChecklistDocument2 pagesPPAP ChecklistSudhagarNo ratings yet
- Management and Leadership Change and Innovation - Handbook For Students and Managers - Nodrm PDFDocument621 pagesManagement and Leadership Change and Innovation - Handbook For Students and Managers - Nodrm PDFSyed Mahmudul Muddassir100% (1)
- FMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.From EverandFMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.No ratings yet
- RN332 Business Process Framework Release Notes R18.5Document11 pagesRN332 Business Process Framework Release Notes R18.5Preeda TeerakulvanichNo ratings yet
- AIAG-VDA PFMEA Template For Activity - (Delegate)Document38 pagesAIAG-VDA PFMEA Template For Activity - (Delegate)nadia_naaz90No ratings yet
- Design FMEA UltraDocument49 pagesDesign FMEA UltrakumarNo ratings yet
- G D & T PresenationDocument22 pagesG D & T Presenation김병곤No ratings yet
- FMEA Failure Mode and Effect Analysis Theory-Case StudyDocument78 pagesFMEA Failure Mode and Effect Analysis Theory-Case StudyDhaval BhayaniNo ratings yet
- Welcome - Day 3: Failure Mode and Effects AnalysisDocument48 pagesWelcome - Day 3: Failure Mode and Effects AnalysisSanjeev SharmaNo ratings yet
- Fmea and FmecaDocument14 pagesFmea and FmecaLindsay SleijpenNo ratings yet
- RAMS Knowledge SharingDocument29 pagesRAMS Knowledge SharingJAYNo ratings yet
- AS9100 Internal AuditorDocument1 pageAS9100 Internal AuditorSudhagarNo ratings yet
- Poster Roughness EN 10037103 01 2016 PDFDocument1 pagePoster Roughness EN 10037103 01 2016 PDFSudhagarNo ratings yet
- Failure Mode Effects and Criticality Analysis PDFDocument2 pagesFailure Mode Effects and Criticality Analysis PDFMacNo ratings yet
- Dolvi Blast Furnace PDFDocument11 pagesDolvi Blast Furnace PDFkalaiNo ratings yet
- b2 1 AndoDocument60 pagesb2 1 AndoSudhagarNo ratings yet
- FMEA1Document25 pagesFMEA1azadsingh1No ratings yet
- Failure Mode and Effect Analysis (FMEA) Implementation: A Literature ReviewDocument17 pagesFailure Mode and Effect Analysis (FMEA) Implementation: A Literature ReviewAdvanced Research PublicationsNo ratings yet
- QuizDocument5 pagesQuizHersy Marie Azores GarayNo ratings yet
- Cognizant Putting The Experience in Digital Customer Experience Codex1180 141217233002 Conversion Gate01Document30 pagesCognizant Putting The Experience in Digital Customer Experience Codex1180 141217233002 Conversion Gate01Guillaume TdlcNo ratings yet
- FMEA 4th BOOK PDFDocument151 pagesFMEA 4th BOOK PDFLuis Cárdenas100% (2)
- Andrew Catalog 38 2001.CV01Document769 pagesAndrew Catalog 38 2001.CV01Cf PaulNo ratings yet
- PI Sheet ConfigDocument18 pagesPI Sheet ConfigKaushik BoseNo ratings yet
- FMEADocument19 pagesFMEAVivekanandank100% (1)
- A Course in Fuzzy Systems and ControlDocument441 pagesA Course in Fuzzy Systems and Controlmqemarcela100% (3)
- Failure Mode Effects Analysis in Half The TimeDocument25 pagesFailure Mode Effects Analysis in Half The TimeRowdyRaheelNo ratings yet
- Preliminary Engineering Studies - Biomedical Engineering DocumentDocument178 pagesPreliminary Engineering Studies - Biomedical Engineering Documentanon_31204213No ratings yet
- FMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFDocument10 pagesFMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFBonny BonitoNo ratings yet
- Lec 2 (Design of Sewer System)Document21 pagesLec 2 (Design of Sewer System)Haris MahmoodNo ratings yet
- Galaxy Manager - Lineage PowerDocument34 pagesGalaxy Manager - Lineage PowerjuanNo ratings yet
- Fe de Erratas AMEF AIAG-VDA-handbook 1Document10 pagesFe de Erratas AMEF AIAG-VDA-handbook 1cesar cardonaNo ratings yet
- Failure Modes and Effects Analysis: Js/FmeaDocument21 pagesFailure Modes and Effects Analysis: Js/FmeaNeeraj SethyNo ratings yet
- Failure Mode and Effect Analysis (FMEA) : Knowledge ManagementDocument10 pagesFailure Mode and Effect Analysis (FMEA) : Knowledge ManagementShekhar TipreNo ratings yet
- Fmea Errata 2020Document8 pagesFmea Errata 2020r aNo ratings yet
- Philips: Failure Mode and Effect AnalysisDocument74 pagesPhilips: Failure Mode and Effect AnalysisBunga MelurNo ratings yet
- Design FMEADocument25 pagesDesign FMEAMurugesanNo ratings yet
- Failure Mode and Effect Analysis Fmea PDFDocument2 pagesFailure Mode and Effect Analysis Fmea PDFMeganNo ratings yet
- FMEA 4th Edition Change Overview: September 11, 2008Document10 pagesFMEA 4th Edition Change Overview: September 11, 2008YusranNo ratings yet
- GUIDDocument388 pagesGUIDraja murugavelNo ratings yet
- Análisis FMEADocument24 pagesAnálisis FMEAedwinsazzzNo ratings yet
- Improve Reference (Foundation) FMEAsDocument7 pagesImprove Reference (Foundation) FMEAsThiago LealNo ratings yet
- FMEADocument9 pagesFMEAVinay Kumar KumarNo ratings yet
- Philips: Failure Mode and Effect AnalysisDocument74 pagesPhilips: Failure Mode and Effect AnalysisCostin IlincaNo ratings yet
- 3 FmeaDocument30 pages3 FmeaVIPIN YADAVNo ratings yet
- 1 CT AmefDocument23 pages1 CT AmefCuenta PokemonNo ratings yet
- fmeaRIEJ - Volume 7 - Issue 3 - Pages 336-348Document13 pagesfmeaRIEJ - Volume 7 - Issue 3 - Pages 336-348Eva WatiNo ratings yet
- TQM 7Document29 pagesTQM 7Shahrul AzriNo ratings yet
- 5 A FMEA BFDocument35 pages5 A FMEA BFDevspringNo ratings yet
- Design Complete ProjectDocument12 pagesDesign Complete ProjectSaddam AbdullahNo ratings yet
- Six Sigma FMEADocument52 pagesSix Sigma FMEAPepa BulínNo ratings yet
- ADVANCED TECHNIQUES For QUAITY MANAGEMENT - THE FAILURE MODE AND EFFECT ANALYSISDocument36 pagesADVANCED TECHNIQUES For QUAITY MANAGEMENT - THE FAILURE MODE AND EFFECT ANALYSISjagger zgNo ratings yet
- Lower Level Process: Work Element 4M Type (Based On Ishikawa Approach) - This EncouragesDocument5 pagesLower Level Process: Work Element 4M Type (Based On Ishikawa Approach) - This Encouragesamirkhakzad498No ratings yet
- Measure 03 - FMEADocument17 pagesMeasure 03 - FMEASaumya GunawardanaNo ratings yet
- Foreword Common Questions: Italicized TextDocument3 pagesForeword Common Questions: Italicized TextssNo ratings yet
- Hemi 3 - Standard - Issue2Document196 pagesHemi 3 - Standard - Issue2Henry CapachoNo ratings yet
- PFMEADocument36 pagesPFMEAmohammad touffiqueNo ratings yet
- Nature-Inspired Optimization Algorithms for Fuzzy Controlled Servo SystemsFrom EverandNature-Inspired Optimization Algorithms for Fuzzy Controlled Servo SystemsNo ratings yet
- A Esq RM 13002 Worksheet BlankDocument3 pagesA Esq RM 13002 Worksheet BlankSudhagarNo ratings yet
- MGMT 321 Fall 2010 CH 16 PptsDocument33 pagesMGMT 321 Fall 2010 CH 16 PptsSudhagarNo ratings yet
- Monte Carlo Simulation BasicsDocument16 pagesMonte Carlo Simulation BasicsSudhagarNo ratings yet
- ANQ Congress 2020: Authors' Instructions For The Preparation of Full Paper To Congress ProceedingsDocument4 pagesANQ Congress 2020: Authors' Instructions For The Preparation of Full Paper To Congress ProceedingsSudhagarNo ratings yet
- Ashok Leyland IAQ Quality Sustainability Award SummaryDocument1 pageAshok Leyland IAQ Quality Sustainability Award SummarySudhagarNo ratings yet
- Quality Improvement Level Up Program: December 17, 2008Document35 pagesQuality Improvement Level Up Program: December 17, 2008SudhagarNo ratings yet
- Also Called The BCG Matrix, The Growth-Share Matrix and Portfolio AnalysisDocument15 pagesAlso Called The BCG Matrix, The Growth-Share Matrix and Portfolio AnalysisSudhagarNo ratings yet
- Shipping LevelDocument5 pagesShipping LevelSudhagarNo ratings yet
- Tqmphilosophiesandmanagementgurus 140805070646 Phpapp01Document71 pagesTqmphilosophiesandmanagementgurus 140805070646 Phpapp01AnkeshNo ratings yet
- APQP Timing Chart: Supplier Build ScheduleDocument4 pagesAPQP Timing Chart: Supplier Build ScheduleSudhagarNo ratings yet
- Pugh MatrixDocument2 pagesPugh MatrixSudhagarNo ratings yet
- TeliphoneDocument109 pagesTeliphonemodismm33No ratings yet
- Atividade Aula 2 - Inglês InstrumentalDocument2 pagesAtividade Aula 2 - Inglês InstrumentalFernanda NóbregaNo ratings yet
- New Chapter 4 Short Circuit Calculations PDFDocument60 pagesNew Chapter 4 Short Circuit Calculations PDFMohamedAhmedFawzyNo ratings yet
- Rotation One - Teaching StrategiesDocument6 pagesRotation One - Teaching Strategiesapi-302652790No ratings yet
- TJ100CPEDocument2 pagesTJ100CPEkyawmyint_tunNo ratings yet
- Use of Mobile Mesh Networks For Inter-Vehicular CommunicationDocument4 pagesUse of Mobile Mesh Networks For Inter-Vehicular CommunicationdharanyadeviNo ratings yet
- Ilac g18 PDFDocument13 pagesIlac g18 PDFsmupy_122No ratings yet
- BEP R2 0 Blueprint 02 Link Planning and Design v08Document36 pagesBEP R2 0 Blueprint 02 Link Planning and Design v08Vlad LazărNo ratings yet
- Fuses & FuseholderDocument60 pagesFuses & Fuseholderkapse123No ratings yet
- Unit 5Document25 pagesUnit 5Haley PachecoNo ratings yet
- Condenser BRCQ0241BDDocument4 pagesCondenser BRCQ0241BDaligator98No ratings yet
- SWPCB Installation GuideDocument12 pagesSWPCB Installation GuideroldkillNo ratings yet
- BR Quickie Freestyle Flyer v2 m56577569830549148Document2 pagesBR Quickie Freestyle Flyer v2 m56577569830549148beedoesNo ratings yet
- Dremel ManualDocument76 pagesDremel ManualJohn Paul RicheyNo ratings yet
- Solenoid Valve (Proportional Reducing) - Power Shift SystemDocument4 pagesSolenoid Valve (Proportional Reducing) - Power Shift SystemMoncefNo ratings yet
- Elias Bjarnason MSC PDFDocument124 pagesElias Bjarnason MSC PDFKaaliNo ratings yet
- PG5 User Manual enDocument331 pagesPG5 User Manual enmirciulicacatyNo ratings yet
- Term of Reference Personal BrandingDocument3 pagesTerm of Reference Personal BrandingBerdi Nak GbaNo ratings yet
- 1 Windows Server 2012 Mcsa 70 411 m1 SlidesDocument21 pages1 Windows Server 2012 Mcsa 70 411 m1 Slidesnyonie22messiNo ratings yet
- Oil Tanks PDFDocument2 pagesOil Tanks PDFAmir JoonNo ratings yet