You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Indispensable Dispensing: GuideDocument52 pagesIndispensable Dispensing: Guideociodesora100% (3)
- Staff of FEdex and TCSDocument13 pagesStaff of FEdex and TCSMUHAMMAD FAHAM L1F15BBAM0169No ratings yet
- Microeconomics ProbsetDocument6 pagesMicroeconomics ProbsetMarithe HizonNo ratings yet
- Learning Experience - The Things They CarriedDocument79 pagesLearning Experience - The Things They Carriedcah93100% (1)
- PSV Calculation SheetDocument9 pagesPSV Calculation Sheetmyungkwan haNo ratings yet
- MotorDocument1 pageMotormyungkwan haNo ratings yet
- Motor Power Selection ProcedureDocument4 pagesMotor Power Selection Proceduremyungkwan haNo ratings yet
- Radiator Fan Moterating CalculationDocument20 pagesRadiator Fan Moterating Calculationmyungkwan haNo ratings yet
- Design Concept of Once-Through CW SystemDocument12 pagesDesign Concept of Once-Through CW Systemmyungkwan haNo ratings yet
- Comparision of EmissionDocument13 pagesComparision of Emissionmyungkwan haNo ratings yet
- Emission Calculation 2Document12 pagesEmission Calculation 2myungkwan haNo ratings yet
- Duct Bulk Materials Calculation Sheet Project Name: SraacDocument6 pagesDuct Bulk Materials Calculation Sheet Project Name: Sraacmyungkwan haNo ratings yet
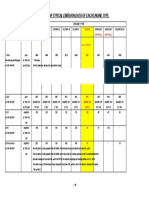
- Comparision Table For Typical Emission Data of Each Engine TypeDocument1 pageComparision Table For Typical Emission Data of Each Engine Typemyungkwan haNo ratings yet
- ZR Handbook Rev2 PDFDocument80 pagesZR Handbook Rev2 PDFmyungkwan haNo ratings yet
- Lempor Ejector Calculator Beta 1.1Document21 pagesLempor Ejector Calculator Beta 1.1myungkwan haNo ratings yet
- Air Ejector Selection PDFDocument9 pagesAir Ejector Selection PDFmyungkwan haNo ratings yet
- PO6258 RFI+for+S60133-0504+ (GTG+PKG) PDFDocument57 pagesPO6258 RFI+for+S60133-0504+ (GTG+PKG) PDFmyungkwan haNo ratings yet
- SJV Selection EjectorsDocument9 pagesSJV Selection Ejectorskumarvns111No ratings yet
- Selection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air EjectorsDocument9 pagesSelection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air Ejectorsmyungkwan haNo ratings yet
- 7 Warriors of Resilience Overcoming Adversity in Pursuit of GreatnessDocument1 page7 Warriors of Resilience Overcoming Adversity in Pursuit of Greatnesskiacruz003No ratings yet
- Super Mission Force 2nd EdDocument160 pagesSuper Mission Force 2nd EdJosé Antonio Moreno GómezNo ratings yet
- AGSM Full-Time MBA Scholarships: Recognising True TalentDocument2 pagesAGSM Full-Time MBA Scholarships: Recognising True TalentChandra ErickNo ratings yet
- FDAS Firepro Hydraulic CalcsDocument187 pagesFDAS Firepro Hydraulic CalcsReymart ManablugNo ratings yet
- Philippine Postal Corporation Notes To Financial Statements 1. Agency ProfileDocument15 pagesPhilippine Postal Corporation Notes To Financial Statements 1. Agency ProfileJD BallosNo ratings yet
- 22 - RT609 - U - TYP - 010 - A Ducts DetailsDocument1 page22 - RT609 - U - TYP - 010 - A Ducts DetailsanooppattazhyNo ratings yet
- Cfe2 e 4687 Charles Dickens Biography Powerpoint - Ver - 6Document18 pagesCfe2 e 4687 Charles Dickens Biography Powerpoint - Ver - 6verda khanNo ratings yet
- 09 2017 EJPB Lallemand Cyclosporine A Delivery To The Eye A Comprehensive Review of Academic and Industrial EffortsDocument15 pages09 2017 EJPB Lallemand Cyclosporine A Delivery To The Eye A Comprehensive Review of Academic and Industrial EffortsFagner CruzNo ratings yet
- What Are Global Collateral Accounts: The Ancient World: The Silk RoadDocument67 pagesWhat Are Global Collateral Accounts: The Ancient World: The Silk RoadStefano De Togni100% (1)
- Me N Mine English Ix Answer BookDocument75 pagesMe N Mine English Ix Answer Bookashwinitorvi42% (65)
- HRPRS-II Presentation Group2Document13 pagesHRPRS-II Presentation Group2Appy AgrawalNo ratings yet
- Allplan 2016 NewFeaturesDocument106 pagesAllplan 2016 NewFeaturesМаријана ВељковићNo ratings yet
- Mughal Art and ArchitectureDocument109 pagesMughal Art and ArchitectureSandeep ShuklaNo ratings yet
- M Series - M Technology: Retail ScalesDocument14 pagesM Series - M Technology: Retail ScalesBenoît SmeystersNo ratings yet
- Judy Gale Roberts: (800) 316-9010 2620 Heather RD Seymour, TN 37865Document11 pagesJudy Gale Roberts: (800) 316-9010 2620 Heather RD Seymour, TN 37865Mauro VianaNo ratings yet
- M-CO VISemProgrammingWithPython L (CO, IF) 141220181911Document10 pagesM-CO VISemProgrammingWithPython L (CO, IF) 141220181911Vishal WankhedeNo ratings yet
- BER Performance of OFDM-Based Visible Light Communication SystemsDocument6 pagesBER Performance of OFDM-Based Visible Light Communication SystemsKarim Abd El HamidNo ratings yet
- CV Resume RedactedDocument2 pagesCV Resume RedactedraondmNo ratings yet
- Sat-Sandarbha - 6 - Priti Sandarbha - Jiva GosvaminDocument229 pagesSat-Sandarbha - 6 - Priti Sandarbha - Jiva GosvaminRasesvari Devi DasiNo ratings yet
- Buying, Having, Being: Consumer Behavior, TestDocument54 pagesBuying, Having, Being: Consumer Behavior, Testscanny16100% (1)
- Barkada Kontra DrogaDocument10 pagesBarkada Kontra DrogaWowie J CruzatNo ratings yet
- Fiesta World Mall Corporation v. LinbergDocument2 pagesFiesta World Mall Corporation v. LinbergRain HofileñaNo ratings yet
- Brass DIN ISO EN 12164 - enDocument38 pagesBrass DIN ISO EN 12164 - enLaukik FegdeNo ratings yet
- List of 10 Sexiest Women in The WorldDocument1 pageList of 10 Sexiest Women in The WorldDetained EngineersNo ratings yet
- Calcutta: UniversityDocument22 pagesCalcutta: University12 Ekramul mollaNo ratings yet
- 2020 Better Golf GuideDocument12 pages2020 Better Golf GuideTrần Thanh BìnhNo ratings yet