You might also like
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDocument9 pagesXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraNo ratings yet
- Hexa-Cover (R) Floating Cover Brochure AgricultureDocument5 pagesHexa-Cover (R) Floating Cover Brochure AgriculturehexacoverNo ratings yet
- Hydrodynamic Simulation of Cyclone SeparatorsDocument25 pagesHydrodynamic Simulation of Cyclone SeparatorsgamadaNo ratings yet
- PB3603 1 Raymond Mechanical Air Separator PDFDocument4 pagesPB3603 1 Raymond Mechanical Air Separator PDFmiraNo ratings yet
- TOPIC 2 - Fans, Blowers and Air CompressorDocument69 pagesTOPIC 2 - Fans, Blowers and Air CompressorCllyan ReyesNo ratings yet
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDocument2 pagesAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006No ratings yet
- SSP+227+++3 3L+V8+TDI+common+rail+injection+systemDocument36 pagesSSP+227+++3 3L+V8+TDI+common+rail+injection+systemĐức HòangNo ratings yet
- Design Guide For Air Slide PDFDocument2 pagesDesign Guide For Air Slide PDFAhmedRizk100% (1)
- CHEG351 Mass Transfer. Spring 2008Document275 pagesCHEG351 Mass Transfer. Spring 2008Daniela AcevedoNo ratings yet
- Pet Coke PDFDocument6 pagesPet Coke PDFMutyala Satya Vara Prasad100% (1)
- BY Tamil Selvam 2282ADocument11 pagesBY Tamil Selvam 2282AKarthickNo ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- Fluid Coupling in Belt Conveyor DrivesDocument12 pagesFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- PVI Aerzen Screw Compressors (Old) (En)Document32 pagesPVI Aerzen Screw Compressors (Old) (En)pitichai_pNo ratings yet
- Mycom Screw Compressor Benefits PDFDocument2 pagesMycom Screw Compressor Benefits PDFSaraswatapalitNo ratings yet
- Air SlideDocument2 pagesAir SlideEnmasGB SuitNo ratings yet
- Trol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsDocument14 pagesTrol/restricted/course/fourth/course/mo Dule3-1.html: Module 3.1: Control of Distillation ColumnsRimeli RoychoudhuryNo ratings yet
- Dorner 3200 Vacuum ConveyorDocument8 pagesDorner 3200 Vacuum ConveyorBobKatNo ratings yet
- Mhi Integrally Geared CompressorsDocument6 pagesMhi Integrally Geared CompressorscandhareNo ratings yet
- Burner Training Book PDFDocument32 pagesBurner Training Book PDFjns1606No ratings yet
- Centrifugal Compressors For CPI Plants PDFDocument4 pagesCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarNo ratings yet
- Screw Compressors ReviewDocument19 pagesScrew Compressors ReviewCarlos Maldonado AlmeidaNo ratings yet
- Piston RingDocument8 pagesPiston RingashokkumarNo ratings yet
- Stepless Clearance Pocket: Oil & GasDocument4 pagesStepless Clearance Pocket: Oil & Gasshank100No ratings yet
- Coal Feeder Catalog (Color)Document10 pagesCoal Feeder Catalog (Color)suparnabhoseNo ratings yet
- Eliminating The Claus FurnaceDocument9 pagesEliminating The Claus Furnaceoujda1977No ratings yet
- Bucket Elevator CatalogDocument34 pagesBucket Elevator CatalogKoray OzturkNo ratings yet
- Biomass Storage Capacity - Rev.01Document5 pagesBiomass Storage Capacity - Rev.01vidyaNo ratings yet
- The Basics of Pneumatic Control ValvesDocument3 pagesThe Basics of Pneumatic Control ValvesAshutosh KhareNo ratings yet
- 5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Document5 pages5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Siddiqui Abdul KhaliqNo ratings yet
- Vacuum Pump Sizing PDFDocument1 pageVacuum Pump Sizing PDFLiem NguyenNo ratings yet
- Advantages of Oil-Free Screw CompressorsDocument4 pagesAdvantages of Oil-Free Screw CompressorsMANIU RADU-GEORGIANNo ratings yet
- VI Rotary CompressorDocument16 pagesVI Rotary CompressorJayNo ratings yet
- Attock Cement MaintenanceDocument20 pagesAttock Cement Maintenancedanialme089No ratings yet
- Jet Pump Technical DataDocument11 pagesJet Pump Technical DataIdelia Cutipa Yauri100% (1)
- Elliott Turbine-Generator ConfigurationsDocument8 pagesElliott Turbine-Generator Configurationskishwar999100% (1)
- Fan Curves and LawsDocument6 pagesFan Curves and LawsEduardoPomarMakthonNo ratings yet
- 327 - IBAU Silo-Das Original PDFDocument28 pages327 - IBAU Silo-Das Original PDFtaghdirimNo ratings yet
- Steam Sealing CondensersDocument2 pagesSteam Sealing Condensersbadrul1981No ratings yet
- Vessel Conveyor SystemDocument4 pagesVessel Conveyor SystemleekiangyenNo ratings yet
- LPG Compressors: Sales CatalogDocument40 pagesLPG Compressors: Sales CatalogAn IkhrandiNo ratings yet
- Bin DesignDocument14 pagesBin DesignHogar Belo HorizonteNo ratings yet
- Accumulator Operation and ApplicationsDocument4 pagesAccumulator Operation and ApplicationsChockalingam Athilingam100% (1)
- Compressor (Disambiguation)Document54 pagesCompressor (Disambiguation)nelsonNo ratings yet
- Centrifugal Fans GREENHECKDocument10 pagesCentrifugal Fans GREENHECKValentin LupascuNo ratings yet
- Steam Generation ThermodynamicsDocument4 pagesSteam Generation ThermodynamicsBramJanssen76No ratings yet
- Cyclone Separator EfficiencyDocument73 pagesCyclone Separator EfficiencyHassan Faraz100% (1)
- OMEGA AIR - N-GEN - Nitrogen Generators - EN - 950284 - A4-RedDocument8 pagesOMEGA AIR - N-GEN - Nitrogen Generators - EN - 950284 - A4-RedabsahkahNo ratings yet
- BOOK 2, CHAPTER 1 - Hydraulic Accumulators (Part 1) - Other Technologies Content From Hydraulics & PneumaticsDocument3 pagesBOOK 2, CHAPTER 1 - Hydraulic Accumulators (Part 1) - Other Technologies Content From Hydraulics & PneumaticssourajpatelNo ratings yet
- Oil-Free Press-Gas Screw CompressorsDocument16 pagesOil-Free Press-Gas Screw CompressorsMANIU RADU-GEORGIAN100% (1)
- Combustion ChambersDocument81 pagesCombustion ChambersRavikumar Ningachar0% (1)
- Cyclone SeparatorDocument1 pageCyclone SeparatordadNo ratings yet
- Casestudynew 161110191932Document33 pagesCasestudynew 161110191932VILLAINZ83No ratings yet
- Review of Kinetic and Equilibrium Concepts For Biomass Tar Modeling by Using Aspen PlusDocument22 pagesReview of Kinetic and Equilibrium Concepts For Biomass Tar Modeling by Using Aspen PlusserchNo ratings yet
- Gitrh Gear VibrationsDocument5 pagesGitrh Gear Vibrationsgullipalli srinivasa raoNo ratings yet
- Coal FeedDocument8 pagesCoal FeedaakashtrivediNo ratings yet
- Turbulence and Molecular Processes in CombustionFrom EverandTurbulence and Molecular Processes in CombustionT. TakenoNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- SJV Selection Ejectors PDFDocument9 pagesSJV Selection Ejectors PDFShiva Balan100% (1)
- MotorDocument1 pageMotormyungkwan haNo ratings yet
- PSV Calculation SheetDocument9 pagesPSV Calculation Sheetmyungkwan haNo ratings yet
- Design Concept of Once-Through CW SystemDocument12 pagesDesign Concept of Once-Through CW Systemmyungkwan haNo ratings yet
- Radiator Fan Moterating CalculationDocument20 pagesRadiator Fan Moterating Calculationmyungkwan haNo ratings yet
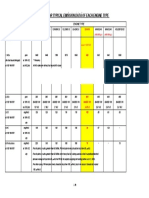
- Comparision Table For Typical Emission Data of Each Engine TypeDocument1 pageComparision Table For Typical Emission Data of Each Engine Typemyungkwan haNo ratings yet
- Duct Bulk Materials Calculation Sheet Project Name: SraacDocument6 pagesDuct Bulk Materials Calculation Sheet Project Name: Sraacmyungkwan haNo ratings yet
- Emission Calculation 2Document12 pagesEmission Calculation 2myungkwan haNo ratings yet
- Comparision of EmissionDocument13 pagesComparision of Emissionmyungkwan haNo ratings yet
- Motor Power Selection ProcedureDocument4 pagesMotor Power Selection Proceduremyungkwan haNo ratings yet
- Lempor Ejector Calculator Beta 1.1Document21 pagesLempor Ejector Calculator Beta 1.1myungkwan haNo ratings yet
- ZR Handbook Rev2 PDFDocument80 pagesZR Handbook Rev2 PDFmyungkwan haNo ratings yet
- SJV Selection EjectorsDocument9 pagesSJV Selection Ejectorskumarvns111No ratings yet
- PO6258 RFI+for+S60133-0504+ (GTG+PKG) PDFDocument57 pagesPO6258 RFI+for+S60133-0504+ (GTG+PKG) PDFmyungkwan haNo ratings yet
- Selection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air EjectorsDocument9 pagesSelection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air Ejectorsmyungkwan haNo ratings yet
- Continuity Equation PDFDocument5 pagesContinuity Equation PDFRahul YadavNo ratings yet
- Minor Project Report On Efficiency Improvement of A Combined Cycle Power PlantDocument40 pagesMinor Project Report On Efficiency Improvement of A Combined Cycle Power PlantArpit Garg100% (1)
- Unloading Arm DatasheetDocument2 pagesUnloading Arm DatasheetbecpavanNo ratings yet
- Practice Problems Gas and Power CyclesDocument1 pagePractice Problems Gas and Power CyclesMerlyn AytonaNo ratings yet
- Recovery Boiler Equipment and OperationDocument18 pagesRecovery Boiler Equipment and OperationIslam LakatNo ratings yet
- Hydraulics' Quiz No. 2 - Module 4-5 - Google FormsDocument7 pagesHydraulics' Quiz No. 2 - Module 4-5 - Google FormsFrancis HernandezNo ratings yet
- HPW250 30-40 Spare Parts v1 0Document18 pagesHPW250 30-40 Spare Parts v1 0Miguel CNo ratings yet
- QRA Lyse LNG Base Load Plant Train 1Document133 pagesQRA Lyse LNG Base Load Plant Train 1Baba JohnehNo ratings yet
- Mss sp-80Document27 pagesMss sp-80Mhand AmsNo ratings yet
- Mechatest Grab Sampler Liquid and Gas ConfigurationsDocument1 pageMechatest Grab Sampler Liquid and Gas Configurationsyamen-691904No ratings yet
- Pollutant Formation in Si EnginesDocument9 pagesPollutant Formation in Si EnginesChirudeep Reddy100% (1)
- C.F.C Vietnam - Product OverviewDocument8 pagesC.F.C Vietnam - Product OverviewLoc van NguyenNo ratings yet
- ATD AssignmentDocument2 pagesATD AssignmentsamarthgkNo ratings yet
- Artificial Lift SelectionDocument15 pagesArtificial Lift SelectionFarid AliyevNo ratings yet
- Manual Tahiti Condensing KR 55-85 GBDocument56 pagesManual Tahiti Condensing KR 55-85 GBpostdan100% (1)
- 5daa9 44186 PDFDocument421 pages5daa9 44186 PDFcuongdvoNo ratings yet
- Lecture Note - Refrigeration CycleDocument35 pagesLecture Note - Refrigeration CycleSuchi Suchi SuchiNo ratings yet
- Valves BarendsenDocument63 pagesValves BarendsenidontlikeebooksNo ratings yet
- Spe 6721 Pa PDFDocument7 pagesSpe 6721 Pa PDFkmilo04No ratings yet
- AXENS - Adsorbent Selection GuideDocument4 pagesAXENS - Adsorbent Selection GuideNXRem56100% (1)
- Scientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterDocument5 pagesScientific Devices (B) Pvt. LTD.: Instruction Manual FOR by - Pass RotameterfaqdaniNo ratings yet
- MSC Circ.1318Document8 pagesMSC Circ.1318Ashish SinghNo ratings yet
- Vtug-G en PDFDocument215 pagesVtug-G en PDFrzezniccNo ratings yet
- EXP 7 BodyDocument23 pagesEXP 7 BodyJeremias John KarloNo ratings yet
- Worksheet in Test Nozzle - DesignDocument177 pagesWorksheet in Test Nozzle - DesignkeviletuoNo ratings yet
- R&T 2007 - CO2 Issues - Halsey CascadeDocument18 pagesR&T 2007 - CO2 Issues - Halsey CascadePRKrauseNo ratings yet
- Experiment No. 03: Losses Through A Pipe SystemDocument13 pagesExperiment No. 03: Losses Through A Pipe SystemJake HusbandNo ratings yet
- Turbo Machine: Radial Rotor (Impeller) Shroud Blade Axial Flow Out Axial Flow in or Vane Flow OutDocument6 pagesTurbo Machine: Radial Rotor (Impeller) Shroud Blade Axial Flow Out Axial Flow in or Vane Flow OutKaushal SharmaNo ratings yet
- 100-60 Electric Hot Gas Bypass Valves - 2Document12 pages100-60 Electric Hot Gas Bypass Valves - 2Carlos ReisNo ratings yet