You might also like
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- RP Processes 6 OCT 2020 NewDocument22 pagesRP Processes 6 OCT 2020 NewSAHILNo ratings yet
- AkhilDocument20 pagesAkhilMuhd Shabeeb ANo ratings yet
- Additive ManufacturingDocument25 pagesAdditive ManufacturingAjay Jha100% (3)
- Lect 2Document47 pagesLect 2MADHAVNo ratings yet
- Deloitte Challenges of Additive ManufacturingDocument32 pagesDeloitte Challenges of Additive Manufacturingwachid yahyaNo ratings yet
- Additive Manufacturing Trends Require Predictive SimulationDocument45 pagesAdditive Manufacturing Trends Require Predictive SimulationbrufpotNo ratings yet
- PFM 2Document35 pagesPFM 2Mariam SherifNo ratings yet
- 6 Additive MFGDocument45 pages6 Additive MFGSOURABH GANGWARNo ratings yet
- Particulate Materials Processing Lecture NotesDocument14 pagesParticulate Materials Processing Lecture NotesgtdomboNo ratings yet
- Assignment M LAb AIzazDocument3 pagesAssignment M LAb AIzazMalik Umar KhakhNo ratings yet
- Fused Deposition Modeling (FDM)Document5 pagesFused Deposition Modeling (FDM)Ahsan Iftikhar100% (1)
- MEE 205 Fundamentals of Manufacturing ProcessesDocument15 pagesMEE 205 Fundamentals of Manufacturing Processesfake12062017 fakeNo ratings yet
- Sheet LaminationDocument13 pagesSheet LaminationRishika JaiswalNo ratings yet
- 3d Printing PresentationDocument27 pages3d Printing PresentationaftabNo ratings yet
- Additive Manufacturing: Lecture 2Document29 pagesAdditive Manufacturing: Lecture 2Vikram Singh RajputNo ratings yet
- Lasers in Manufacturing2242Document48 pagesLasers in Manufacturing2242dominic2299No ratings yet
- Additive Manufacturing (AM) : Wasp NestDocument57 pagesAdditive Manufacturing (AM) : Wasp NestMahendra SukreNo ratings yet
- CHMDocument40 pagesCHMzeya_12345No ratings yet
- Amt Module 1Document66 pagesAmt Module 1Edwin V MathewsNo ratings yet
- Shape Memory Alloy PPT 2Document17 pagesShape Memory Alloy PPT 2PrabhavJainNo ratings yet
- Selective Laser SinteringDocument21 pagesSelective Laser SinteringSreedhar PugalendhiNo ratings yet
- Selective Laser MeltingDocument12 pagesSelective Laser MeltingAngry BirdNo ratings yet
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- Additive Manufacturing of Metals Lecture on Subtractive, Formative and Additive ProcessesDocument46 pagesAdditive Manufacturing of Metals Lecture on Subtractive, Formative and Additive ProcessesHuanjing XieNo ratings yet
- Additive Manufacturing - Basics/Introduction: K. G. PrashanthDocument31 pagesAdditive Manufacturing - Basics/Introduction: K. G. PrashanthPawan Kumar VermaNo ratings yet
- Rapid Prototyping LectureDocument75 pagesRapid Prototyping Lecturesafin kaosarNo ratings yet
- South African Journal of Industrial EngineeringDocument17 pagesSouth African Journal of Industrial EngineeringDiego Andres Diaz CuervoNo ratings yet
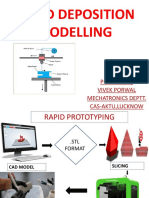
- Fused Deposition Modelling: Presented by Vivek Porwal Mechatronics Deptt. Cas-Aktu, LucknowDocument13 pagesFused Deposition Modelling: Presented by Vivek Porwal Mechatronics Deptt. Cas-Aktu, LucknowAMIT GUPTANo ratings yet
- Additive ManufacturingDocument16 pagesAdditive ManufacturingHARINo ratings yet
- Rapid Manufacturing 2Document5 pagesRapid Manufacturing 2Shivam SrivastavaNo ratings yet
- 3D PrintingDocument27 pages3D PrintinggrandhisreejaNo ratings yet
- Single Sided Tapes Maskin AcademyDocument44 pagesSingle Sided Tapes Maskin AcademyLizbibiNo ratings yet
- ADVANCED MACHINING PROCESSESDocument22 pagesADVANCED MACHINING PROCESSESfaizNo ratings yet
- Rapid ToolingDocument19 pagesRapid ToolingSunny GaekwadNo ratings yet
- Cutting Edge Technologies in ManufacturingDocument32 pagesCutting Edge Technologies in ManufacturingsrknecmechNo ratings yet
- Learn About Non-Traditional Machining ProcessesDocument36 pagesLearn About Non-Traditional Machining ProcessesMURTHY RAJNo ratings yet
- Rapid Pro To TypingDocument21 pagesRapid Pro To TypingRaman KingNo ratings yet
- AM ProcessDocument74 pagesAM ProcessabdulrahumanNo ratings yet
- Production TechnologyDocument5 pagesProduction TechnologyAparnaa MoorthyNo ratings yet
- Manu - Process (Unit 1-4)Document223 pagesManu - Process (Unit 1-4)vrinda.bhardwaj.52No ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingAmit KumarNo ratings yet
- NDocument7 pagesNIstiak Ahmed PrinceNo ratings yet
- Non Traditional Machining Techniques - NotesDocument63 pagesNon Traditional Machining Techniques - Notesjayabalaji_7759100% (1)
- UNIT 5part BDocument37 pagesUNIT 5part BPiyush SinghNo ratings yet
- Additive ManufacturingDocument20 pagesAdditive ManufacturingNarender NarruNo ratings yet
- 3D Printing vs CNC Machining: Key DifferencesDocument12 pages3D Printing vs CNC Machining: Key DifferencesAKASHNo ratings yet
- Manufacturing ChoicesDocument39 pagesManufacturing ChoicesVenkyNo ratings yet
- Non TRADITIONALDocument18 pagesNon TRADITIONALAhmed EzwaiNo ratings yet
- Unit 3Document35 pagesUnit 3rajeshNo ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyNitin Gupta100% (1)
- L1 Manufacturing ProcessDocument17 pagesL1 Manufacturing ProcessKhairul AnwarNo ratings yet
- Unit 6Document21 pagesUnit 6AnshNo ratings yet
- CH 6 MEMS Specific Fabrication - Plastics TechnologiesDocument42 pagesCH 6 MEMS Specific Fabrication - Plastics Technologiestreese2No ratings yet
- Rapid Product Development Module IntroductionDocument20 pagesRapid Product Development Module IntroductionVashish RamrechaNo ratings yet
- NUST SMME Advanced Manufacturing Processes Fall 2022Document5 pagesNUST SMME Advanced Manufacturing Processes Fall 2022Abuzar AliNo ratings yet
- Unit 3Document36 pagesUnit 3akshaymm1616No ratings yet
- Rapid Prototyping Technologies ComparisonDocument27 pagesRapid Prototyping Technologies ComparisonmecoolguysNo ratings yet
- PolymersDocument30 pagesPolymersIrfan DanialNo ratings yet
- CANDU Refurbishment Lessons LearnedDocument6 pagesCANDU Refurbishment Lessons Learnedmadalina_troneaNo ratings yet
- OPG Innovation PDFDocument53 pagesOPG Innovation PDFmadalina_troneaNo ratings yet
- NASA Software Catalog 2017-18 PDFDocument154 pagesNASA Software Catalog 2017-18 PDFMUHAMMAD TAUSEEF SABIRNo ratings yet
- OSART Guidelines 2015Document83 pagesOSART Guidelines 2015madalina_troneaNo ratings yet
- Inherent Safety Features of CANDU NPPDocument2 pagesInherent Safety Features of CANDU NPPmadalina_troneaNo ratings yet
- IAEA - Knowledge Loss Risk Assessment PDFDocument41 pagesIAEA - Knowledge Loss Risk Assessment PDFmadalina_troneaNo ratings yet
- NUREG-0612-Control of Heavy Loads at NPPsDocument123 pagesNUREG-0612-Control of Heavy Loads at NPPsOtso CronvallNo ratings yet
- NP-T-3.26 - Managing Counterfeit & Fraudulent Items PDFDocument110 pagesNP-T-3.26 - Managing Counterfeit & Fraudulent Items PDFmadalina_troneaNo ratings yet
- Diverse Actuation Systems For NPPs PDFDocument98 pagesDiverse Actuation Systems For NPPs PDFmadalina_troneaNo ratings yet
- RickoverDocument2 pagesRickovermadalina_troneaNo ratings yet
- Valves PDFDocument68 pagesValves PDFnazar750No ratings yet
- Brief History of Canada's CANDU Nuclear ReactorDocument34 pagesBrief History of Canada's CANDU Nuclear ReactorAnonymous 1hOgJqwZuzNo ratings yet
- GS-G-3.3 - Management Systems For WasteDocument79 pagesGS-G-3.3 - Management Systems For Wastemadalina_troneaNo ratings yet
- IAEA SSR-3 - Safety of Research ReactorsDocument152 pagesIAEA SSR-3 - Safety of Research Reactorsmadalina_troneaNo ratings yet
- Us NRC 1.26Document8 pagesUs NRC 1.26madalina_troneaNo ratings yet
- US NRC in 2004 - 17 Loose Part Detection in SGsDocument5 pagesUS NRC in 2004 - 17 Loose Part Detection in SGsmadalina_troneaNo ratings yet
- Iaea ContainmentDocument127 pagesIaea ContainmentAhmad AbrishamiNo ratings yet
- US NRC IN 2010 - 05 Management of SG Loose Parts PDFDocument5 pagesUS NRC IN 2010 - 05 Management of SG Loose Parts PDFmadalina_troneaNo ratings yet
- IRRS Guidelines 2013Document83 pagesIRRS Guidelines 2013madalina_troneaNo ratings yet
- NS G 3.5 Flood HazardDocument94 pagesNS G 3.5 Flood Hazardmadalina_troneaNo ratings yet
- IAEA Nuclear Security Series 7 - Nuclear Security CultureDocument48 pagesIAEA Nuclear Security Series 7 - Nuclear Security Culturemadalina_troneaNo ratings yet
- Seismic Design Nuclear Plants IaeaDocument67 pagesSeismic Design Nuclear Plants IaeaJames WilsonNo ratings yet
- Nuclear Security Fundamentals - IAEA Nuclear Security Series 20Document32 pagesNuclear Security Fundamentals - IAEA Nuclear Security Series 20madalina_troneaNo ratings yet
- INSAG-26 - Licensing The First Nuclear Power PlantDocument67 pagesINSAG-26 - Licensing The First Nuclear Power Plantmadalina_troneaNo ratings yet
- IAEA TECDOC-1707 Regulatory Oversight of Safety Culture in Nuclear InstallationsDocument47 pagesIAEA TECDOC-1707 Regulatory Oversight of Safety Culture in Nuclear Installationsmadalina_troneaNo ratings yet
- 50 - C - SG - Q1 - Q14Document1 page50 - C - SG - Q1 - Q14madalina_troneaNo ratings yet
- Iaea Ssr-2-1 NPP DesignDocument91 pagesIaea Ssr-2-1 NPP Designmadalina_troneaNo ratings yet
- Iaea SSG-22Document96 pagesIaea SSG-22madalina_troneaNo ratings yet
- Iaea Ssr-2-1 NPP DesignDocument91 pagesIaea Ssr-2-1 NPP Designmadalina_troneaNo ratings yet
- Squeeze Cementing TechniquesDocument22 pagesSqueeze Cementing TechniquesDoni KurniawanNo ratings yet
- Coal Drying Technology and Plant DesignDocument12 pagesCoal Drying Technology and Plant DesignJigar M. UpadhyayNo ratings yet
- Curriculum Vitae: Vivek PatilDocument3 pagesCurriculum Vitae: Vivek PatilVivek PatilNo ratings yet
- IEEE Modeling of Generator Controls For Coordinating Generator Relays Draft 4.0Document65 pagesIEEE Modeling of Generator Controls For Coordinating Generator Relays Draft 4.0Alex PANo ratings yet
- Aerodrome Controller (ADC) ExamDocument5 pagesAerodrome Controller (ADC) ExamaxnpicturesNo ratings yet
- Phoenix Contact 3247055 enDocument6 pagesPhoenix Contact 3247055 enDGNo ratings yet
- Civil-Vii-Air Pollution and Control (10cv765) - Question PaperDocument4 pagesCivil-Vii-Air Pollution and Control (10cv765) - Question PaperSathya MurthyNo ratings yet
- Netsys NVF-200EKIT User Guide 1.0.6Document19 pagesNetsys NVF-200EKIT User Guide 1.0.6pkramellaNo ratings yet
- Cloud Radio Access Network Architecture Towards 5G NetworkDocument171 pagesCloud Radio Access Network Architecture Towards 5G NetworkwobblegobbleNo ratings yet
- USBN Bahasa Inggris 2021Document6 pagesUSBN Bahasa Inggris 2021Indah timorentiNo ratings yet
- Reading 03 - Iron Lady The Eiffel TowerDocument2 pagesReading 03 - Iron Lady The Eiffel TowerFernando Elías Valderrama GómezNo ratings yet
- ASTMDocument4 pagesASTMSupriyo PNo ratings yet
- Remeha Gas 310 ECO: Technical InformationDocument59 pagesRemeha Gas 310 ECO: Technical InformationAdrian Blazquez MolinaNo ratings yet
- Documentation For: Bank - MasterDocument6 pagesDocumentation For: Bank - MastervijucoolNo ratings yet
- Lightning Protection SystemDocument5 pagesLightning Protection SystemRifki FathurrahmanNo ratings yet
- QlikView Business Intelligence Tool OverviewDocument11 pagesQlikView Business Intelligence Tool OverviewMithun LayekNo ratings yet
- Psan en Tcd210185ab 20220523 Inst WDocument2 pagesPsan en Tcd210185ab 20220523 Inst Wsinar automationNo ratings yet
- Understanding Japanese Management PracticesDocument16 pagesUnderstanding Japanese Management PracticesBusiness Expert Press100% (3)
- CHAPTER 2 4.0 Three Phase SystemsDocument41 pagesCHAPTER 2 4.0 Three Phase SystemsMUHAMMAD ALIFF DANIAL RAZMINo ratings yet
- JGEE UG Syllabus 2013-14Document65 pagesJGEE UG Syllabus 2013-14Animesh MannaNo ratings yet
- Manual WkhtmltopdfDocument5 pagesManual WkhtmltopdfGeorge DiazNo ratings yet
- Ansys Fluent 14.0: Workbench GuideDocument86 pagesAnsys Fluent 14.0: Workbench GuideAoife FitzgeraldNo ratings yet
- Wacker Silres Ren - 60 - Silicone Resin Solution For Medium Solids or High Solids Heat ResistancDocument3 pagesWacker Silres Ren - 60 - Silicone Resin Solution For Medium Solids or High Solids Heat ResistancJameel AhsanNo ratings yet
- Mount EFS Across VPCs and Availability ZonesDocument12 pagesMount EFS Across VPCs and Availability Zonesbiswajit patrasecNo ratings yet
- PLKKKDocument36 pagesPLKKKelecompinnNo ratings yet
- CRI PumpsDocument13 pagesCRI Pumpscrigroups0% (1)
- 2016 Popsicle Stick Bridge RulesDocument6 pages2016 Popsicle Stick Bridge RulesMahendra DewasiNo ratings yet
- Nuclear ReactorsDocument45 pagesNuclear ReactorsAtul100% (3)
- P0562-Battery Voltage LowDocument7 pagesP0562-Battery Voltage Lowguillermoal539100% (1)