You might also like
- Plastic ProcessingDocument35 pagesPlastic ProcessingCIPET KORBA TESTING100% (1)
- MTech Production Thesis on Advanced Casting ProcessesDocument42 pagesMTech Production Thesis on Advanced Casting ProcessesPrikshit Gothwal100% (1)
- Summer Internship Completion Certificate FormatDocument1 pageSummer Internship Completion Certificate FormatNavneet Gupta75% (12)
- Part 1-Introduction Manufacturing - # 1Document53 pagesPart 1-Introduction Manufacturing - # 1mohan ladiNo ratings yet
- MET 275-Welding and MachiningDocument200 pagesMET 275-Welding and MachiningfaizuNo ratings yet
- Lecture3-1 OSSS TreesDocument39 pagesLecture3-1 OSSS Treesahmezo100% (1)
- Plastics Processing Technology Lecture 6Document23 pagesPlastics Processing Technology Lecture 6Kyazze SulaimanNo ratings yet
- Rapid Prototyping TechniqueDocument35 pagesRapid Prototyping TechniquekajavarunNo ratings yet
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- UntitledDocument880 pagesUntitledmahdi beheshti100% (1)
- Statement of Account: State Bank of IndiaDocument6 pagesStatement of Account: State Bank of Indiashinde rushiNo ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingAmit KumarNo ratings yet
- Additive ManufacturingDocument16 pagesAdditive ManufacturingHARINo ratings yet
- 3D Printing1Document12 pages3D Printing1Somo PattnaikNo ratings yet
- Prototyping White PaperDocument11 pagesPrototyping White PaperDavid Budi SaputraNo ratings yet
- 6 Additive MFGDocument45 pages6 Additive MFGSOURABH GANGWARNo ratings yet
- Unit 1 - Manufacturing ConceptDocument15 pagesUnit 1 - Manufacturing ConceptIamzura AbdullahNo ratings yet
- Development of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesDocument5 pagesDevelopment of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesPrasad RaikarNo ratings yet
- WP-EN-Guide-to-Rapid-ToolingDocument20 pagesWP-EN-Guide-to-Rapid-ToolingpropremieraviationsalesNo ratings yet
- Rapid Prototyping Methods for Design OptimizationDocument19 pagesRapid Prototyping Methods for Design OptimizationTejas NandavadekarNo ratings yet
- Draft For SeminarDocument5 pagesDraft For SeminarAamir ShabbirNo ratings yet
- Sheet Metal, CNC, 3D Printing CapabilitiesDocument6 pagesSheet Metal, CNC, 3D Printing CapabilitiesChandana SurthiNo ratings yet
- Selective Laser SinteringDocument24 pagesSelective Laser SinteringRahul GandhiNo ratings yet
- Optimisation of SLM 3D Printing Process Through Simulation and Experimental AnalysisDocument10 pagesOptimisation of SLM 3D Printing Process Through Simulation and Experimental Analysispritish_09No ratings yet
- Metal Injection Molding: Presented By:-Kaushik A. Manek SID: - 999 91 4538Document35 pagesMetal Injection Molding: Presented By:-Kaushik A. Manek SID: - 999 91 4538Hitesh MundhraNo ratings yet
- Cutting Edge Technologies in ManufacturingDocument32 pagesCutting Edge Technologies in ManufacturingsrknecmechNo ratings yet
- Plastics Processing: A Changing Environment: Jack Avery GE Plastics ANTEC 2004 May 18, 2004Document30 pagesPlastics Processing: A Changing Environment: Jack Avery GE Plastics ANTEC 2004 May 18, 2004Hans MichaelNo ratings yet
- Foundry Operations and Maintenance Questions AnsweredDocument38 pagesFoundry Operations and Maintenance Questions AnsweredAndrew TolentinoNo ratings yet
- Introduction To Materials and ProcessesDocument42 pagesIntroduction To Materials and ProcessesMark Ian HernandezNo ratings yet
- Assignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessDocument10 pagesAssignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessTushar PingateNo ratings yet
- Manu - Process (Unit 1-4)Document223 pagesManu - Process (Unit 1-4)vrinda.bhardwaj.52No ratings yet
- Rapid Prototyping TechniquesDocument26 pagesRapid Prototyping Techniquesthejasree_pNo ratings yet
- A Finite Element Method Based Analysis of Casting Solidification Onpermanent Metallic ModelsDocument10 pagesA Finite Element Method Based Analysis of Casting Solidification Onpermanent Metallic ModelsseenisitNo ratings yet
- Process SelectionDocument16 pagesProcess SelectionSanju GowdaNo ratings yet
- Introduction To The CourseDocument23 pagesIntroduction To The Coursemosab1234056No ratings yet
- BCN3D White Paper Introduction To Plastic Manufacturing IndustryDocument15 pagesBCN3D White Paper Introduction To Plastic Manufacturing IndustryJesús LuceroNo ratings yet
- AkhilDocument20 pagesAkhilMuhd Shabeeb ANo ratings yet
- The Injection Molding of Quality Parts: ATI 1147eDocument32 pagesThe Injection Molding of Quality Parts: ATI 1147eRadu Sorin MarinescuNo ratings yet
- Rapid Prototyping: & Its ApplicationsDocument21 pagesRapid Prototyping: & Its ApplicationsNaveen TatawatNo ratings yet
- Casting Process OverviewDocument46 pagesCasting Process OverviewHarish KumarNo ratings yet
- Unit Ii 0.1 Intro To Design and Selection of Materials PDFDocument44 pagesUnit Ii 0.1 Intro To Design and Selection of Materials PDFsshridhar2008No ratings yet
- Manufacturing Process-1 Lecture # 1 by Ravi Kumar KDocument55 pagesManufacturing Process-1 Lecture # 1 by Ravi Kumar Kkunkalamarru100% (1)
- Teknologi Manufaktur IDocument21 pagesTeknologi Manufaktur IRaka-theredsdevilslovers CinthaCeiwectia Dont'likeplaygirlsNo ratings yet
- Rapid Prototipyng Foundries ArticleDocument5 pagesRapid Prototipyng Foundries ArticlebeiboxNo ratings yet
- Introduction NotesDocument61 pagesIntroduction NotesThinesh Rau KrishnamurtyNo ratings yet
- Book 6 When AM Won't WorkDocument35 pagesBook 6 When AM Won't WorkLearn19No ratings yet
- Chapter-1: FIG 1.1 3D PrinterDocument16 pagesChapter-1: FIG 1.1 3D PrinterShahbaj KhanNo ratings yet
- Wan Noraiman 17926 ME Extended Proposal FYP1Document14 pagesWan Noraiman 17926 ME Extended Proposal FYP1Wan NoraimanNo ratings yet
- Choosing The Right MaterialsDocument25 pagesChoosing The Right MaterialsCH WongNo ratings yet
- Simufact BR Sheet Metal enDocument8 pagesSimufact BR Sheet Metal enBobby MartaNo ratings yet
- Additive ManufacturingDocument9 pagesAdditive ManufacturingEsteban EroNo ratings yet
- Additive ManufacturingDocument108 pagesAdditive ManufacturingParabellum GamingNo ratings yet
- Maulana Azad National Institute of Technology Bhopal: Assignment - 1Document18 pagesMaulana Azad National Institute of Technology Bhopal: Assignment - 1Santosh ChuvanNo ratings yet
- 09 Processes UniverseDocument48 pages09 Processes Universejilan alimaNo ratings yet
- Introduction, Press & MachiningDocument327 pagesIntroduction, Press & MachiningLucky DagaNo ratings yet
- Forging Die Design & SimulationDocument8 pagesForging Die Design & SimulationKumar SatyamNo ratings yet
- 3D PrintingDocument32 pages3D PrintingVishweshwar HosmathNo ratings yet
- AMT Notes Unit-2Document27 pagesAMT Notes Unit-2Suddapally VIVEK ReddyNo ratings yet
- Manufacturing TableDocument2 pagesManufacturing Tableapi-202153663No ratings yet
- Hybrid Additive ManufacturingDocument9 pagesHybrid Additive ManufacturingAbhishek KaleNo ratings yet
- Rapid Prototyping Lecture NotesDocument71 pagesRapid Prototyping Lecture NotessreeshpsNo ratings yet
- Manu. Process and ThermoDocument10 pagesManu. Process and ThermoSona DuttaNo ratings yet
- Man TechDocument40 pagesMan TechnoraNo ratings yet
- Technical Report NowDocument27 pagesTechnical Report NowKadiri Ibrahim100% (1)
- Agile vs Waterfall: Which Project Methodology is BestDocument29 pagesAgile vs Waterfall: Which Project Methodology is BestAhmad Adeniyi SharafudeenNo ratings yet
- Saved Copy Internship 1Document1 pageSaved Copy Internship 1Mu Jta BaNo ratings yet
- KTU S7 Elective: CST433 Security in ComputingDocument8 pagesKTU S7 Elective: CST433 Security in ComputingJishnu ManikkothNo ratings yet
- Tugas CDocument3 pagesTugas CFatiaNo ratings yet
- HEC HMS - User's - Manual v4.11 20231018Document1,039 pagesHEC HMS - User's - Manual v4.11 20231018carmona.eitNo ratings yet
- Stat Lesson 1 PDFDocument19 pagesStat Lesson 1 PDFCharles Contridas100% (1)
- Volume II - PEFA Assessment Fieldguide (Second Edition) - Public Expenditure and Financial Accountability (PEFA)Document3 pagesVolume II - PEFA Assessment Fieldguide (Second Edition) - Public Expenditure and Financial Accountability (PEFA)Thomas nyadeNo ratings yet
- Progress Test 02Document21 pagesProgress Test 02andrewlaurenNo ratings yet
- Systems 11 00237Document20 pagesSystems 11 00237EX MOBILENo ratings yet
- M5A78L-M PLUS-USB3 Devices ReportDocument21 pagesM5A78L-M PLUS-USB3 Devices ReportDante MoretaNo ratings yet
- ZXUN USPP Load BalancingDocument69 pagesZXUN USPP Load BalancingTawhid AlamNo ratings yet
- MKT V-5esc Installation GuideDocument31 pagesMKT V-5esc Installation GuidePrudzNo ratings yet
- Object-Oriented Programming Assignment 2 - Library Management SystemDocument13 pagesObject-Oriented Programming Assignment 2 - Library Management SystemMohamed AhmedNo ratings yet
- LPC1788 User ManualDocument1,035 pagesLPC1788 User Manualamuzahid15No ratings yet
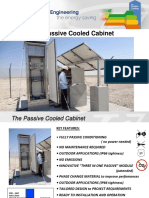
- The Passive Cooled Cabinet: Our Challenge On RailwaysDocument8 pagesThe Passive Cooled Cabinet: Our Challenge On RailwaysIrwanNo ratings yet
- Python Regular Expressions (RegEx) Cheat SheetDocument4 pagesPython Regular Expressions (RegEx) Cheat SheetbabjeereddyNo ratings yet
- 6G7V0028-1CWK100-Principles-Practices-Cyber Security-ASSIGNMENT-Description-2023-2024-UpdateDocument9 pages6G7V0028-1CWK100-Principles-Practices-Cyber Security-ASSIGNMENT-Description-2023-2024-UpdateMayukh SahaNo ratings yet
- Kalibrr Brochure 2020 PDFDocument12 pagesKalibrr Brochure 2020 PDFSuryadi YadiNo ratings yet
- Prediction of Stock Price Based On Hidden Markov Model and Nearest Neighbour AlgorithmDocument31 pagesPrediction of Stock Price Based On Hidden Markov Model and Nearest Neighbour AlgorithmFirman AkbarNo ratings yet
- Employee Payroll System ProjectDocument21 pagesEmployee Payroll System ProjectZeeshan Hyder BhattiNo ratings yet
- DS-2CD2083G0-I: 8 MP Outdoor IR Fixed Bullet CameraDocument3 pagesDS-2CD2083G0-I: 8 MP Outdoor IR Fixed Bullet CameraRosemarie JimenezNo ratings yet
- Stuxnet: February 2018Document17 pagesStuxnet: February 2018Schubert BalizaNo ratings yet
- Dvr-100G-F1 Turbo HD DVR: Key FeatureDocument4 pagesDvr-100G-F1 Turbo HD DVR: Key FeatureEsmailNo ratings yet
- Novent Microfluidics: Installation GuideDocument24 pagesNovent Microfluidics: Installation GuidetalebNo ratings yet
- SUPPLY CHAIN ANALYTICS - Final ProjectDocument19 pagesSUPPLY CHAIN ANALYTICS - Final ProjectAksh RathodNo ratings yet