Professional Documents
Culture Documents
SQPQR-WPQR-RC-01 RC Endüstri
Uploaded by
Gülşah ArslanOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
SQPQR-WPQR-RC-01 RC Endüstri
Uploaded by
Gülşah ArslanCopyright:
Available Formats
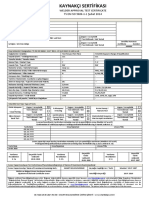
KAYNAK YÖNTEM TESTİ ONAYI (WPQR)
WELDING PROCEDURE QUALIFICATION RECORD
İmalatçı Kaynak Prosedürü No
: WPQR-RC-01
Manufacturer’s WPQR no.
İmalatçının Adı
: RC ENDUSTRİ
Manufacturer’s Name
İmalatçının Adresi
: Kargalıhanbaba OSB.Mah. 2.Yol No: 7 Hendek / Sakarya - Türkiye
Manufacturer’s Address
Onay Veren Kuruluş
: S&Q Mart Kalite Güvenlik A.Ş.
Examiner or examining body
Referans No
: SQPQR-15-11-18
Reference no.
Standart
: ISO 15614-1:2017
Code/testing standard
Seviye
: Level 2
Level
Kaynağın yapıldığı tarih
: 15.11.2018
Date of welding
Biz bu kayıttaki ifadelerin doğruluğunu ve test parçalarının ISO 15614-1'in şartları uygun olarak hazırlandığını,
kaynaklandığını ve test edildiğini onaylıyoruz.
We confirm that the statements in this record are correct and that the test pieces were prepared, welded, tested and have
fulfilled the requirements in accordance with ISO 15614-1.
Yetkili Temsilci İmza
: Serkan ERKAN :
Authorized Representative Signature
Yer & Onay Tarihi Gözlemcinin Kaşesi : TR IWE 02081023
: İSTANBUL & 28.11.2018
Location & Date of issue Stamp of the examiner
WPQR-EN 15614-1 : 2017 1/5 I-2.11-F03 Rev.5/ 22.11.2017
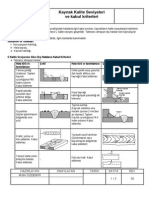
TEST PARÇASI VE KAPSAM ARALIĞI
TEST PIECE AND RANGE OF QUALIFICATION
TEST PARÇASI /
TEST PIECE
TEST KAPSAM ARALIĞI / RANGE OF QUALIFICATION
Ürün Formu / Product form Plaka / Plate Boru, Plaka / Pipe, Plate
Kaynak Yöntemi
135 (Robotik/Robotic) 135 (Robotik/Robotic)
Welding process(es)
Kaynak Kalınlığı (mm) Maksimum 24 mm
12 mm
Deposited metal thickness Maximum 24 mm
Tam ve kısmî nüfuziyetli alın kaynakları, her birleşimdeki iç köşe kaynakları, ≥ 60 º‘lik tâli
bağlantıları kapsar. Her iki taraftan kökü temizleyerek yapılan kaynakları ve tek taraftan
Birleştirme ve Kaynak Tipi Tam Nufuziyetli Alın altlıklı kaynakları kapsar. / Full penetration butt welds qualify full and partial penetration butt welds and
Type of joint and weld Kaynağı / Butt Weld fillet welds in any type of joints, branch connections with an angle α ≥ 60°. Welds made from both sides
without removing the root qualify welds made from both sides with removing the root and welds made
from one side with backing.
TS EN 15608; 3.1 , malzemeleri vasıflandırır.
Ana Malzeme ve Alt Grupları Belirtilen en düşük akma mukavemeti ReH>360N/mm2 olan paslanmaz çelikler haricindeki
Parent material group(s) and S 690 QL su verilmiş ve temperlenmiş çelikle ve çökelme ile sertleştirilmiş çelikler. / Quencheed
sub-group(s) temperedand precipitation hardened fine-grain steels except stainless steels with a specified minimum
yield strength ReH > 360 N/mm2.
Ana Malzeme Kalınlığı (mm)
12 mm FW: 3 mm ≤ t ≤ 24 mm,
Parent material thickness
Kaynak Boğaz Yük. (mm) Sınırsız
N/A
Throat thickness No restriction
Çentik darbe veya sertlik şartları uygulandığında, çok pasolu katmandan tek pasolu katmana
Tek veya Çoklu Paso Çoklu Paso (veya her iki tarafta tek pasoya) veya tersinir değiştirilmesine izin verilmez. / When impact or
Single layer/multi-run Multi Run Pass hardness requirements apply, it is not permitted to change a multi-run deposit into a single run deposit (or
single run on each side) or vice versa for a given process.
Boru Dış Çap (mm) ≥ 500 mm, ≥ 150 mm PC’de ve döner pozisyonda PA ve PF
N/A
Outside pipe diameter ≥ 500 mm, ≥ 150 mm welded in the PC, in PF rotated position or in PA rotated position
Dolgu Metali Tanımlaması Dolgu malzemeleri, dolgu malzemesinin uluslararası standart tanımlamasına göre, eşdeğer
G 69 4 M Mn3NiCrMo mekanik özelliklere, aynı türde kaplama veya aynı öze, aynı nominal kimyasal bileşime ve
Filler material designation
aynı veya daha düşük hidrojen içeriğine sahip oldukları sürece diğer dolgu malzemelerini
Üretici Tanımlaması kapsar. / Filler mat. cover other filler materials as long as, according to the designation in the appropriate
OK AristoRod 69 international standard for the filler material, they have equivalent mechanical properties, same type of
Filler material make covering or flux core, same nominal chemical composition and the same or lower hydrogen content.
ISO 15614-1 Madde 8.4.7'deki gerekliliklerin yerine getirilmesi kaydıyla dolgu malzemesinin
Dolgu Metali Ölçüsü Ø 1,2 mm boyutunu değiştirmek izin verilir. Çentik darbe veya sertlik testi gerekli olmadığında, dolgu
Filler material size malzemesi boyutunda bir sınırlama yoktur. / It is permitted to change the size of filler material
provided that the requirements of ISO 15614-1 clause 8.4.7 are satisfied. When neither impact nor
hardness testing is required, there is no limitation on filler material size.
Koruma Gazı-Örtüsü Tanım. Benzer
AR+CO2
Designation of shield. gas/flux Similar
Form Gazı Tanımlaması
N/A N/A
Designation of backing gas
Akım Tipi
DCEP (+) DCEP (+)
Type of weld. current&polarity
Geçiş Modu / Transfer mode N/A N/A
Min. 0,74 kJ/mm - Max. 2,38 kJ/mm
Çentik darbe şartları uygulandığında, vasıflandırılan ısı girdisinin üst sınırı test parçasında
Isı Girdisi ölçülenden % 25 daha fazladır. Sertlik şartları uygulandığında, vasıflandırılan ısı girişinin alt
Max. 2,10 kJ/mm sınırı, test parçasının kaynağında ölçülenden % 25 daha düşüktür. / When impact requirements
Heat input
apply, the upper limit of the heat input qualified is 25 % greater than used in welding the test piece. When
hardness requirements apply, the lower limit of the heat input qualified is 25 % lower than that used in
welding the test piece.
Kaynak Pozisyonu PG, PJ ve J-L045 hariç bütün konumları
PA
Welding positions All positions except PG, PJ and J-L045
WPQR'de kaydedilen ön ısıtma sıcaklığından 50 ° C'den daha fazla bir azalma, yeniden
Ön Isıtma Sıcaklığı
100C vasıflandırma gerektirir. / A decrease of more than 50 °C from the recorded preheating temperature on
Preheat temperature
the WPQR requires a requalification.
WPQR testinde ulaşılan maksimum pasolar arası sıcaklıktaki 50°C'den fazla bir artış,
Pasolar Arası Sıcaklık
Max 200C yeniden vasıflandırma gerektirir. / An increase of more than 50 °C in the maximum interpass
Interpass temperature
temperature reached in the welding procedure test shall require re-qualification.
Kaynak Sonrası Isıtma
N/A N/A
Post-heating
Kaynak Sonrası Isıl İşlem
N/A N/A
Post-weld heat-treatment
Diğer Bilgiler
N/A N/A
Other information
TEST KAYITLARI
WPQR-EN 15614-1 : 2017 2/5 I-2.11-F03 Rev.5/ 22.11.2017
RECORD OF WELD TEST
Yer Onay Veren Kuruluş
: Hendek / SAKARYA : S&Q Mart Kalite Güvenlik A.Ş.
Location Examiner or Examining Body
İmalatçı / Manufacturer’s Referans No
: RC-pWPS-06 : SQPQR-15-11-18
pWPS No Reference No
İmalatçı / Manufacturer’s Ana Malzeme(ler)
: WPQR-RC-001 : S 690 QL
WPQR No Parent Material(s)
Firma Yüzey Hazırlığı ve Temizliği : İşleme, taşlama ve fırçalama
: RC ENDÜSTRİ
Manufacturer : Method of Preparation and Cleaning Machining, grinding and brushing
Kaynakçı Adı Et Kalınlığı (mm)
: Ramazan YEŞİLYURT : 12 mm
Welder's Name Mat. Thickness
Kaynak Yöntemi Dış Çap (mm)
: 135 (ROBOTİK) : N/A
Welding Process Outside Diameter
Malz. Geçiş Modu Kaynak Pozisyonu
: N/A : PA
Mode of Metal Transfer Welding Position
Kaynak Ağız Detayı* Birleşim Şekli
Alın Kaynağı / Butt Weld
Weld Preparation Details (Sketch)* Joint Type
* Kaynak Ağız Detayı / Joint Design Kaynak Sırası / Welding Sequences
Kaynak Verileri / Welding Data
Dolgu Malzemesi Tel Sürme Pasolararası
Filler Metal Akım Gerilim Kaynak Hızı Isı Girdisi
Paso Yöntem Current Polarite Hızı Travel Speed Sıcaklık Heat Input
Run Process Standart Gösterim Çap Voltage [V] Polarity Wire Feed Interpass Temperature
[A] mm/sn Kj/mm
Std. Designation Dia. Speed [C0]
1 135 G 69 4 M Mn3NiCrMo Ø 1,2 mm 180,00 23,20 DCEP (+) - 7,00 - 1,80
2 135 G 69 4 M Mn3NiCrMo Ø 1,2 mm 230,00 24,00 DCEP (+) - 11,00 160 1,95
3 135 G 69 4 M Mn3NiCrMo Ø 1,2 mm 270,00 25,00 DCEP (+) - 10,8 172 2,10
4 135 G 69 4 M Mn3NiCrMo Ø 1,2 mm 270,00 25,00 DCEP (+) - 11 185 2,10
Filler Material Dolgu Malzemesi
Üretici ve Ticari Adı Yöntem
: OK AristoRod 69 : N/A
and/orve/veya
Ageing
Manufacturer and Trade Mark Method
Standart Tanımlaması Isıtma Hızı
: G 69 4 M Mn3NiCrMo : N/A C/saat(C/h)
Standard Designation Heating Rate
Isıl İşlem
Yaşlandırma
Treatment
Özel Kurutma Talimatı Bekletme Sıcaklığı
: N/A : N/A C
Sonrası
Any Special Baking or Drying Dwell Temperature
Heat
Kaynak
Tanımlama Bekletme Süresi
: Karışım / Mixed Gas : N/A dak.(min)
Post Weld
Designation Dwell Time
Koruyucu Tip ve kompozisyonu Soğutma Hızı
Gas - Flux Gaz - Toz
: AR+CO2 : N/A C/saat(C/h)
Shielding Type and composition Cooling Rate
Gaz Akış Hızı Plazma Kaynağı Detayı
: 15 lt/min : N/A
Gas Flow Rate Plasma welding details
Tanımlama Darbe Akımlı Kaynak Detayı
: N/A : N/A
Designation Pulse welding details
Kök
Tip ve kompozisyonu Kontakt memesi / Parça mesafesi
Koruma : N/A : 7 – 8 mm
Type and composition Distance contact tube/work piece
Backing
Gaz Akış Hızı Torç açısı
: N/A : ≥ 90
Gas Flow Rate Torch angle
Arkadan Yarma / Arkalık Detayı Elektrot salınımı (paso genişliği)
: N/A : N/A
Details of Back Gouging/Backing Weawing (max. width of run)
Ön Isıtma Sıcaklığı ve Yöntemi
: 120C Diğer Bilgiler / Other Informations : N/A
Preheat Temp.and method
Tungsten Elektrot Tipi / Çapı Salınım (frekans, yükseklik, bekleme
: N/A : N/A
Tungsten Electrode Type/Size zamanı vd.Oscillation (Ampl., freq., etc )
WPQR-EN 15614-1 : 2017 3/5 I-2.11-F03 Rev.5/ 22.11.2017
Serkan ERKAN
H. Polat YILMAZ TR IWE 02081023
ISTANBUL & 30.11.2018 ISTANBUL & 30.11.2018
TEST SONUÇLARI
TEST RESULTS
Onay Veren Kuruluş
İmalatçı Kaynak Prosedürü No : S&Q Mart Kalite Güvenlik A.Ş.
: WPQR-RC-001 Examiner or Examining Body
Manufacturer’s WPQR No
Referans No / Reference No : SQPQR-15-11-18
TAHRİBATSIZ MUAYENELER / NON DESTRUCTİVE TESTS
Test Tipi Uygulandı veya Test edilmedi Testi Yapan Sonuç Rapor No
Test Type Performed or Not tested Performed by Result Report No
Görsel Muayene
Uygulandı / Performed H. Polat YILMAZ Uygun / Acceptable -
Visual Examination
Penetrant Testi
Uygulandı / Performed Özkan ÜNAL Uygun / Acceptable 1880504-PT-01
Penetrant Test
Manyetik Parçacık Testi
Test edilmedi / Not tested Erdi KOCA Uygun / Acceptable -
Magnetic Particle Test
Radyografik Muayene
Uygulandı / Performed Mutlu DARÇIN Uygun / Acceptable 1880504-RT-01
Radiographic Examination
Ultrasonik Muayene
Test edilmedi / Not tested N/A N/A -
Ultrasonic Examination
TAHRİBATLI MUAYENELER / DESTRUCTİVE TESTS
Sıcaklık /
Rapor No / Report No : QVV Rapor No: 2859.18.6242 :
Temperature
2 2 Notlar /
Tip / No / Type / No Re (N/mm ) Rm (N/mm ) A % on Z% Kırılma Bölgesi / Fracture Location
Çekme Testleri Remarks
Tensile Tests İstenen/Requirement - - - N/A - -
Numune No: 1 517 582 24,18 N/A MalzemeMaterial -
Numune No: 2 511 579 22,91 N/A MalzemeMaterial -
Rapor No / Report No : QVV Rapor No: 2859.18.6243 Mandrel Çapı / Former Diameter :-
Tip / No / Type / No Bükme Açısı / Bend Angle Uzama / Elongation Sonuç / Result
Bükme Testleri Kenar Eğme / Side Bend / 1 180° N/A Uygun / Acceptable
Bend Tests Kenar Eğme / Side Bend / 2 180° N/A Uygun / Acceptable
Kenar Eğme / Side Bend / 3 180° N/A Uygun / Acceptable
Kenar Eğme / Side Bend / 4 180° N/A Uygun / Acceptable
Tip ve Boyut İstenen
Rapor No / Report No : QVV Rapor No: 2859.18.6244 :- :-
Type and Size Requirement
Ortalama Notlar
Çentik Darbe Çentik Yeri – Yönü Sıcaklık C Değerler / Values
Average Remarks
Testleri Notch Location - Direction Temperature
1 2 3
Impact Tests
ITAB / HAZ -40 °C 121,33 127,89 125,41 124,88 J -
KAYNAK / WELD -40 °C 149,51 152,66 145,74 149,30 J -
Rapor No / Report No : QVV Rapor No: 2859.18.6245 Yük Tipi / Type of Load : HV10
Test Değerleri / Test Value
Sertlik Testi Sıra Ana Malzeme ITAB Kaynak ITAB Ana Malzeme
Hardness Test Line Parent Material H.A.Z. Weld H.A.Z. Parent Material
A 166 174 245 176 165
B 169 175 253 179 169
C 159 179 241 172 162
Rapor No / Report No : QVV Rapor No: QVV Rapor No: 2859.18.6246
Makro Yapı
İncelemesi
Macro
Examination
Mikro Yapı
İncelemesi
Micro
Examination
WPQR-EN 15614-1 : 2017 4/5 I-2.11-F03 Rev.5/ 22.11.2017
Diğer Muayene ve Testler Yetkili Temsilci
Other Examination and Tests
: N/A
Authorized Representative
: Serkan ERKAN
Notlar Yer & Onay Tarihi
Remarks
: N/A Location & Date of issue
: İSTANBUL & 30.11.2018
Test : Kabul edildi / Kabul edilmedi
Gözlemcinin Kaşesi ve İmzası
Sonuçları acceptable / not acceptable
Stamp and signature of the examiner
: TR IWE 02081023
Test results
A için (for) t ≤ 5mm
A, B için (for) t>5mm
A,B, C için (for) t>5mm ve çift taraflı kaynak
(and double side weld)
A için (for) t ≤ 5mm
A, B için (for) t>5mm
A,B, C için (for) t>5mm ve çift taraflı kaynak
(and double side weld)
WPQR-EN 15614-1 : 2017 5/5 I-2.11-F03 Rev.5/ 22.11.2017
You might also like
- WPS BoşDocument18 pagesWPS BoşNehir TürkgeldiNo ratings yet
- Din 18800 - 7Document24 pagesDin 18800 - 7Hakan YamanoğluNo ratings yet
- 9606-2 SunumDocument51 pages9606-2 SunumNehir TürkgeldiNo ratings yet
- Kaynakçı SertifikalandırmaıDocument50 pagesKaynakçı SertifikalandırmaıBurak Lök100% (1)
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument1 pageInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Yüksek Mukavemetli Düşük Alaşımlı Celiklerin Kaynagi Ozlem Karaman PDFDocument36 pagesYüksek Mukavemetli Düşük Alaşımlı Celiklerin Kaynagi Ozlem Karaman PDFAhmetNo ratings yet
- En KöşeDocument2 pagesEn KöşeBurakhan YerlikayaNo ratings yet
- PQR BoşDocument3 pagesPQR BoşNehir TürkgeldiNo ratings yet
- TS en Iso 15609-1 WPSDocument9 pagesTS en Iso 15609-1 WPSTuran KızılNo ratings yet
- BV 2620 - Iso 14731 Kaynak Koordinasyon Ve Bilgilendirme Bilgilendirme EgitimiDocument2 pagesBV 2620 - Iso 14731 Kaynak Koordinasyon Ve Bilgilendirme Bilgilendirme EgitimiVirintojas Welding ConstructionsNo ratings yet
- En 1090 SunumDocument17 pagesEn 1090 SunumÖzgür TuştaşNo ratings yet
- GSI Başvuru Uluslararasi Kaynak Muhendisligi (IWE - IWT-DL) Detayli BilgiDocument4 pagesGSI Başvuru Uluslararasi Kaynak Muhendisligi (IWE - IWT-DL) Detayli BilgiKadirOzturkNo ratings yet
- MT Güncel StandartlarDocument1 pageMT Güncel StandartlarOnur Oskay Saatçı100% (1)
- Kaynak Avrupa StandartlarıDocument8 pagesKaynak Avrupa StandartlarıMustafa önenNo ratings yet
- TS en Iso 9606-1-2017Document32 pagesTS en Iso 9606-1-2017Akademi NDTNo ratings yet
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- Kaynak HatalariDocument112 pagesKaynak HatalariSami MERTNo ratings yet
- TUV Nord 14731 Sunum Bölüm 2Document125 pagesTUV Nord 14731 Sunum Bölüm 2iyigunNo ratings yet
- 4.6. Eddy Akımları (Eddy Current) Ile Muayene YöntemiDocument18 pages4.6. Eddy Akımları (Eddy Current) Ile Muayene YöntemiZiya DelibasNo ratings yet
- WPS ÖrnekDocument1 pageWPS ÖrnekKorhan KarakayaNo ratings yet
- Kaynak HatalariDocument39 pagesKaynak HatalariFerhat KahveciNo ratings yet
- F-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuDocument1 pageF-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuFahrettin KOŞUCU100% (1)
- Paslanmaz Çeliklerde Kaynak Problemleri-8Document21 pagesPaslanmaz Çeliklerde Kaynak Problemleri-8Samet BelliNo ratings yet
- Kaynaklı İmalat StandartlarıDocument3 pagesKaynaklı İmalat StandartlarıScienticsPeerNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- TEKYAZ CSWASampleExamDocument33 pagesTEKYAZ CSWASampleExamNane GermNo ratings yet
- Ilker Ergun CVDocument6 pagesIlker Ergun CVTC Capulcu Mustafa MNo ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- 2-2 - Çelik Üretimi & GösterimiDocument54 pages2-2 - Çelik Üretimi & GösterimierenbasaraNo ratings yet
- Girdi Muayene Deney FormuDocument1 pageGirdi Muayene Deney FormuÖnder HançerNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- 1 Fe-C AlaşımlarıDocument47 pages1 Fe-C AlaşımlarıerenbasaraNo ratings yet
- TS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiDocument2 pagesTS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiMertNo ratings yet
- EN 15085 Web Sitesi OZLEM KARAMAN PDFDocument32 pagesEN 15085 Web Sitesi OZLEM KARAMAN PDFUfuk ÇimenNo ratings yet
- Koruyucu GazlarDocument4 pagesKoruyucu GazlarpowerdaggerNo ratings yet
- Iso 3834 2 ProsedürüDocument6 pagesIso 3834 2 Prosedürübekir kurtNo ratings yet
- TS en Iso 3506 4Document27 pagesTS en Iso 3506 4tmekanikNo ratings yet
- API SPEC5L (Türkçe)Document75 pagesAPI SPEC5L (Türkçe)Selahattin DemirelNo ratings yet
- TS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağiDocument18 pagesTS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağitmtndtNo ratings yet
- Tahribatsız MuayeneDocument15 pagesTahribatsız MuayeneÖzgür Berk Sarısakal100% (1)
- Rafet KaradayiDocument49 pagesRafet KaradayiozkanyilmazNo ratings yet
- Elektrod Sarfiyat Cizelgeleri Kisim-G ÇizelgeleriDocument3 pagesElektrod Sarfiyat Cizelgeleri Kisim-G ÇizelgelerierenbasaraNo ratings yet
- Bohler KatalogDocument28 pagesBohler KatalogFebrin NavarroNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- TS en 970Document14 pagesTS en 970Burak LökNo ratings yet
- BS en Iso 9606-2 2004Document42 pagesBS en Iso 9606-2 2004Jonicus-DextoreNo ratings yet
- 4.4. Sıvı Penetrant Yöntemi (Liquid Penetrant Inspection)Document18 pages4.4. Sıvı Penetrant Yöntemi (Liquid Penetrant Inspection)Ziya DelibasNo ratings yet
- TS 6868 4 en Iso 9606 4 PDFDocument26 pagesTS 6868 4 en Iso 9606 4 PDFFeratNo ratings yet
- Ürün Tanımı Ve Izlenebilirliği TalimatıDocument3 pagesÜrün Tanımı Ve Izlenebilirliği TalimatıOğuzhan Pinar DinlemekNo ratings yet
- TS en Iso 5817-2014Document37 pagesTS en Iso 5817-2014Akademi NDTNo ratings yet
- TS en 583-2Document33 pagesTS en 583-2AgahNo ratings yet
- Tahribatsız Muayene YöntemleriDocument48 pagesTahribatsız Muayene YöntemleriErdinc Bayat100% (1)
- TS en Iso 10042 PDFDocument32 pagesTS en Iso 10042 PDFFeratNo ratings yet
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- TS en Iso 9712Document43 pagesTS en Iso 9712hanoguzdNo ratings yet
- WPQR (Kaynak Yöntem Onay Testi) FormuDocument4 pagesWPQR (Kaynak Yöntem Onay Testi) FormusaffetNo ratings yet
- GSI SLV Kaynak YöntemleriDocument28 pagesGSI SLV Kaynak YöntemleriKadirOzturkNo ratings yet
- TS 5618 en 440Document7 pagesTS 5618 en 440AgahNo ratings yet
- Sb.f.018.rev00.ts en Iso 9606 1 Çeli̇k Kaynakçi Serti̇fi̇kasiDocument1 pageSb.f.018.rev00.ts en Iso 9606 1 Çeli̇k Kaynakçi Serti̇fi̇kasiMurat TüreNo ratings yet
- 10 - en Iso 15614-1 June 2004Document35 pages10 - en Iso 15614-1 June 2004ersin esenNo ratings yet