You might also like
- Engmod2T: The Multi-Cylinder Two-Stroke Engine SimulatorDocument8 pagesEngmod2T: The Multi-Cylinder Two-Stroke Engine SimulatorByndy95No ratings yet
- Myford 7 Series - Inspection Sheet PDFDocument3 pagesMyford 7 Series - Inspection Sheet PDFRichardScribed100% (1)
- Ajax Model Engineer 1947Document4 pagesAjax Model Engineer 1947Stewart RunnallsNo ratings yet
- Tricking Out Asian 9x20 LatheDocument48 pagesTricking Out Asian 9x20 Lathearanicki8587No ratings yet
- Manual TornoDocument60 pagesManual Tornojulie2420140% (1)
- Taig Lathe ManualDocument12 pagesTaig Lathe Manualpeter smith100% (1)
- Rose EngineDocument8 pagesRose EnginePSantos11No ratings yet
- The Advance Metalworking LatheDocument6 pagesThe Advance Metalworking LathePronina100% (1)
- Longworth Chuck PDFDocument6 pagesLongworth Chuck PDFBen Gerez100% (2)
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- 12 Atlas Master Parts ListDocument33 pages12 Atlas Master Parts ListlokiNo ratings yet
- A Grinding SpindleDocument4 pagesA Grinding Spindlewillows300No ratings yet
- Hacksaw PDFDocument40 pagesHacksaw PDFturuceluNo ratings yet
- QcadCAM Tutorial enDocument12 pagesQcadCAM Tutorial enartisanicviewNo ratings yet
- MyfordDocument1 pageMyfordPeanut d. DestroyerNo ratings yet
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDocument8 pagesSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyNo ratings yet
- Maintenance For Model Master Rotary TableDocument7 pagesMaintenance For Model Master Rotary Tablejdk3dNo ratings yet
- Steam Powered Corkscrew StoryDocument8 pagesSteam Powered Corkscrew StoryAhmet MetinNo ratings yet
- Skeleton Clock: The Construction of ADocument16 pagesSkeleton Clock: The Construction of Apancholopez2014No ratings yet
- Unimat3 Compact5Document1 pageUnimat3 Compact5Peanut d. DestroyerNo ratings yet
- South Bend 10LathesCatalogDocument14 pagesSouth Bend 10LathesCatalogdsr200100% (1)
- Screwcutting Lathe Workshop Practice Series 0852428383 BookDocument4 pagesScrewcutting Lathe Workshop Practice Series 0852428383 BookrefaeNo ratings yet
- Breadboard Experiments NImyDAQ and MultisimDocument84 pagesBreadboard Experiments NImyDAQ and MultisimmadangkNo ratings yet
- 149-Workshop Hints & TipsDocument1 page149-Workshop Hints & TipssyllavethyjimNo ratings yet
- Gear Cutters 01Document4 pagesGear Cutters 01Raúl MuñizNo ratings yet
- Steam Engine Muncaster-06Document4 pagesSteam Engine Muncaster-06Алексей МоисеевNo ratings yet
- 27 - SpindlesDocument81 pages27 - SpindlessanderribeiroNo ratings yet
- TaigDocument1 pageTaigPeanut d. DestroyerNo ratings yet
- ModelEngineersWorkshopMagazineJune2020 Sanet STDocument68 pagesModelEngineersWorkshopMagazineJune2020 Sanet STalemao7x1 DiehlNo ratings yet
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithNo ratings yet
- MOLO HistoryRev5Document11 pagesMOLO HistoryRev5George finkleNo ratings yet
- Lathe Schaublin 102n 9982Document1 pageLathe Schaublin 102n 9982FranciscoNo ratings yet
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonNo ratings yet
- Rebuilding My Monarch 10EE LatheDocument5 pagesRebuilding My Monarch 10EE Lathesyllavethyjim100% (2)
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Mini Milldiy PDFDocument6 pagesMini Milldiy PDFCelso Ari Schlichting100% (1)
- ACESORIOScatalog PDFDocument80 pagesACESORIOScatalog PDFlmelmelmeNo ratings yet
- Surface Grinder ManualDocument11 pagesSurface Grinder ManualRandyWilsonNo ratings yet
- Testing Lathe For AccuracyDocument4 pagesTesting Lathe For AccuracyArnieT100% (1)
- Quorn User Manual PDFDocument31 pagesQuorn User Manual PDFtaiwest100% (1)
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- WPS 39 Model Engineers Workshop Projects PDFDocument55 pagesWPS 39 Model Engineers Workshop Projects PDFabeeraj100% (3)
- AirhammerDocument5 pagesAirhammerxnoker100% (1)
- Clayton Steam Truck-Ocr PDFDocument76 pagesClayton Steam Truck-Ocr PDFbackyardcnc100% (1)
- L. M. Cox Manufacturing Co., Inc.: Martin HepperleDocument12 pagesL. M. Cox Manufacturing Co., Inc.: Martin HepperleJuan ContrerasNo ratings yet
- Electrolysis Cleaning MethodDocument15 pagesElectrolysis Cleaning Methodtrillium_oneNo ratings yet
- Modification and Development of Work Holding Device - Steady-RestDocument6 pagesModification and Development of Work Holding Device - Steady-RestInternational Journal of Innovative Science and Research Technology100% (1)
- Drill Vise MillDocument2 pagesDrill Vise MillFrenchwolf420No ratings yet
- BoxfordDocument8 pagesBoxfordsaul0% (1)
- (250x450mm) Chinese Bench LatheDocument5 pages(250x450mm) Chinese Bench LathedudulemarcNo ratings yet
- Power Rasp, Build Your OwnDocument6 pagesPower Rasp, Build Your OwnJim100% (1)
- Louis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enDocument16 pagesLouis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enLogan RaoNo ratings yet
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
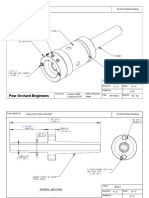
- Pear Orchard Engineers: Do Not Scale Drawing Part Used OnDocument4 pagesPear Orchard Engineers: Do Not Scale Drawing Part Used OnAnonymous mKdAfWifNo ratings yet
- Primena 3D Stampe U ObrazovanjuDocument4 pagesPrimena 3D Stampe U ObrazovanjuAnonymous mKdAfWifNo ratings yet
- En Metalwork General Metal WorkDocument90 pagesEn Metalwork General Metal WorkAnonymous mKdAfWifNo ratings yet
- Zadatak 1a Vitlo SkidDocument2,018 pagesZadatak 1a Vitlo SkidAnonymous mKdAfWifNo ratings yet
- 01 MaterialsDocument6 pages01 MaterialsAnonymous mKdAfWifNo ratings yet
- Preview Thread CuttingDocument21 pagesPreview Thread CuttingAnonymous mKdAfWif33% (3)
- A Few Project Images: Tool Posts Lathe Cutting ToolsDocument4 pagesA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifNo ratings yet
- SilencerDocument4 pagesSilencerAnonymous mKdAfWif0% (1)
- Casting Elwany FullDocument22 pagesCasting Elwany FullAnonymous mKdAfWifNo ratings yet