You might also like
- EN 13480-3 Straight Pipes PDFDocument1 pageEN 13480-3 Straight Pipes PDFmasatusNo ratings yet
- European Steel and Alloy Grades: About Us EN 10207Document2 pagesEuropean Steel and Alloy Grades: About Us EN 10207farshid KarpasandNo ratings yet
- C1990-EH(HC)ver 1 0英文Document6 pagesC1990-EH(HC)ver 1 0英文顏健軒No ratings yet
- Shell and Tube Heat Exchanger Design: Fluid AllocationDocument6 pagesShell and Tube Heat Exchanger Design: Fluid AllocationLungeloNo ratings yet
- Scope: Ferritic Heat-Resistant Steel TK 1.4762Document5 pagesScope: Ferritic Heat-Resistant Steel TK 1.4762Siis IngenieriaNo ratings yet
- ε, which can be determined in an approximate fashion by assuming that the initial δ, namely, ε = δDocument10 pagesε, which can be determined in an approximate fashion by assuming that the initial δ, namely, ε = δjuan silvaNo ratings yet
- AW60Document1 pageAW60Fitra VertikalNo ratings yet
- CuZn30 PDFDocument2 pagesCuZn30 PDFavinashchauhan2695No ratings yet
- AmuDocument2 pagesAmuavinashchauhan2695No ratings yet
- Spur Gear Spec Some Manufactures Dimension PDFDocument52 pagesSpur Gear Spec Some Manufactures Dimension PDFagus wahyudiNo ratings yet
- T10-MFM Tech SpecDocument2 pagesT10-MFM Tech SpecMiltonNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- Conical Shells (7.6.4) EN 13445-3Document3 pagesConical Shells (7.6.4) EN 13445-3met-calcNo ratings yet
- NEDAL Datasheet-3003Document1 pageNEDAL Datasheet-3003Manoranjan MohapatraNo ratings yet
- Thermocouple Thermometry 2006Document4 pagesThermocouple Thermometry 2006smartbellNo ratings yet
- Nominal Engineering Properties of Ryton R-4: Data SheetDocument4 pagesNominal Engineering Properties of Ryton R-4: Data SheetRakeshNo ratings yet
- Robertopereira 2014Document6 pagesRobertopereira 2014ElnurNo ratings yet
- Phase 2 T25-MFG Datasheet For UniversalDocument1 pagePhase 2 T25-MFG Datasheet For UniversalMahroosh KhawajaNo ratings yet
- Welding ConsumablesDocument79 pagesWelding Consumablesazam RazzaqNo ratings yet
- AB31-41-42-Katalog-en-130111 Valvula de Prueba de Fuga PDFDocument14 pagesAB31-41-42-Katalog-en-130111 Valvula de Prueba de Fuga PDFAlejandro Alex EnriquezNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2farshid KarpasandNo ratings yet
- Alloy Data Sheet En-Aw 6101B (Ealmgsib) : Type: High Conductivity Alloy)Document1 pageAlloy Data Sheet En-Aw 6101B (Ealmgsib) : Type: High Conductivity Alloy)Bouchra SonsuzaNo ratings yet
- Flat End With A Narrow-Face Gasket For Single Isolated OpeningDocument6 pagesFlat End With A Narrow-Face Gasket For Single Isolated OpeningEng-CalculationsNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10207Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10207farshid KarpasandNo ratings yet
- Quality 1.4362 Chemical Composition: Technical CardDocument2 pagesQuality 1.4362 Chemical Composition: Technical CardTeodor EzaruNo ratings yet
- Anchor Flange CalcDocument4 pagesAnchor Flange CalcPriyam KmNo ratings yet
- Test Parameter Comparison 29mm Thick Sparkling White Granite SR# Parameter UnitDocument3 pagesTest Parameter Comparison 29mm Thick Sparkling White Granite SR# Parameter UnitAfzal ChaudhryNo ratings yet
- European Steel and Alloy Grades: 11mnni5-3 (1.6212)Document2 pagesEuropean Steel and Alloy Grades: 11mnni5-3 (1.6212)farshid KarpasandNo ratings yet
- Earthing CalculatorDocument10 pagesEarthing CalculatorJejomar ErebarenNo ratings yet
- Earthing Calculation As Per Ieee 80Document10 pagesEarthing Calculation As Per Ieee 80أحداث الشحاتNo ratings yet
- Copper Cu-Dhp / Sf-Cu: Page 1/2Document2 pagesCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNo ratings yet
- Junction Between The Small End of A Cone and A CylinderDocument4 pagesJunction Between The Small End of A Cone and A CylinderEng-CalculationsNo ratings yet
- Rigid PVCDocument1 pageRigid PVCRND KencanaNo ratings yet
- High Efficiency Solid State Amplifiers - 1Document44 pagesHigh Efficiency Solid State Amplifiers - 1wingchaoNo ratings yet
- F-Cem-021 - Cptch-012-19a-Fcaw - Aws D1.1 - Plana-HorizontalDocument7 pagesF-Cem-021 - Cptch-012-19a-Fcaw - Aws D1.1 - Plana-Horizontalenrique.chavezNo ratings yet
- Performance Specification: Hot Side Cold SideDocument2 pagesPerformance Specification: Hot Side Cold SideStevan KrstojevicNo ratings yet
- B41OA Datasheet 2017-2018Document7 pagesB41OA Datasheet 2017-2018Turkan AliyevaNo ratings yet
- Mechanical Properties of Metals 1201349582254633 4Document26 pagesMechanical Properties of Metals 1201349582254633 4andresr36100% (3)
- Concrete Design Properties According To En1992-1-1 ( 1.50, F 500 Mpa)Document8 pagesConcrete Design Properties According To En1992-1-1 ( 1.50, F 500 Mpa)Amlaku DessieNo ratings yet
- Cu-ETP: C11000 Industrial RolledDocument4 pagesCu-ETP: C11000 Industrial Rolledsrsivaraman81No ratings yet
- Alloy Steel p22 PlatesDocument3 pagesAlloy Steel p22 PlatesMiguel PulidoNo ratings yet
- Special Steels A320 L43: American Standards AstmDocument1 pageSpecial Steels A320 L43: American Standards Astmsamirfun2006No ratings yet
- Fatigue Strength of Unwelded ComponentsDocument2 pagesFatigue Strength of Unwelded ComponentsEng-CalculationsNo ratings yet
- European Steel and Alloy Grades: S235JR (1.0038 (Dubl) )Document2 pagesEuropean Steel and Alloy Grades: S235JR (1.0038 (Dubl) )farshid KarpasandNo ratings yet
- Dupont Kalrez 4079: Product DescriptionDocument2 pagesDupont Kalrez 4079: Product DescriptionAfzal ImamNo ratings yet
- Material IDocument30 pagesMaterial IgabrieleNo ratings yet
- Earthing Calculation As Per Ieee 80Document10 pagesEarthing Calculation As Per Ieee 80ahmadkurniawan35No ratings yet
- 1.1 - Ag Plated Surfaces Status Affecting Thermomechanical Performance of Sintering Solder Joint - GiCo - MaSa - ST - V3Document21 pages1.1 - Ag Plated Surfaces Status Affecting Thermomechanical Performance of Sintering Solder Joint - GiCo - MaSa - ST - V3moyinglong1126No ratings yet
- Frenos Sauleda - ToP - 05Document1 pageFrenos Sauleda - ToP - 05Marcos LópezNo ratings yet
- SINOXX 4006 Steel: Designation by StandardsDocument3 pagesSINOXX 4006 Steel: Designation by StandardsKiranNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-2 EN 10162Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-2 EN 10162farshid KarpasandNo ratings yet
- SAMSUNG CapacitorDocument16 pagesSAMSUNG CapacitorFaraz ElectronicNo ratings yet
- Module BDocument42 pagesModule BErwin Jed RachoNo ratings yet
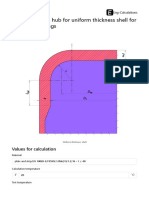
- Flat Ends With A Hub For Uniform Thickness Shell For A Pair of OpeningsDocument5 pagesFlat Ends With A Hub For Uniform Thickness Shell For A Pair of OpeningsEng-CalculationsNo ratings yet
- Instrumentation Screened CablesDocument5 pagesInstrumentation Screened Cablespriyanka236No ratings yet
- Hemispherical EndsDocument3 pagesHemispherical EndsEng-CalculationsNo ratings yet
- Early Thermal CrackingDocument5 pagesEarly Thermal CrackingSravanthi Mehar100% (1)
- NIC Components NMC High Voltage SeriesDocument5 pagesNIC Components NMC High Voltage SeriesNICCompNo ratings yet
- Dynamic Mechanical AnalysisDocument22 pagesDynamic Mechanical Analysisrudy ammeNo ratings yet