You might also like
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- Everything You Need to Know About Lathe Machine ToolsDocument22 pagesEverything You Need to Know About Lathe Machine ToolsRaghavMaheshwariNo ratings yet
- Cam ViseDocument14 pagesCam Visesundar_subash25No ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument20 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- 2016 Machine Shop Manual PDFDocument95 pages2016 Machine Shop Manual PDFShravan Shetty100% (1)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Lathe Holding DeviceDocument28 pagesLathe Holding Devicetere_aquinoluna828No ratings yet
- 1946 Rusnok Mill Heads CatDocument25 pages1946 Rusnok Mill Heads CatfgrefeNo ratings yet
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (1)
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- MCP 101 Product Realization Lab ManualDocument75 pagesMCP 101 Product Realization Lab ManualjasvindersinghsagguNo ratings yet
- Measuring tools and techniques in metalworkingDocument2 pagesMeasuring tools and techniques in metalworkingInstruktur MesinNo ratings yet
- ZG AmerikaneriDocument5 pagesZG AmerikaneriTom Whybother100% (1)
- Accu-Finish II ManualDocument8 pagesAccu-Finish II ManualOliver CollectorNo ratings yet
- Tool and Cutter GrinderDocument6 pagesTool and Cutter GrinderNav Srinath100% (1)
- 3 Jaw Chuck RepairDocument2 pages3 Jaw Chuck RepairbrianatburleighNo ratings yet
- Construction: Lathes Machining Metals Plastics Jargon Machine Tools Rotating Linear Tool Bits Drill BitsDocument8 pagesConstruction: Lathes Machining Metals Plastics Jargon Machine Tools Rotating Linear Tool Bits Drill Bitsviruz2_09No ratings yet
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanNo ratings yet
- BME Lecture 5 ShaperDocument6 pagesBME Lecture 5 ShaperRoop LalNo ratings yet
- Machine Shop Guide to Lathe Parts and OperationsDocument17 pagesMachine Shop Guide to Lathe Parts and OperationsJohn Borja100% (1)
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- Facing Operations LatheDocument7 pagesFacing Operations LatheJennifer Nicky ShakerNo ratings yet
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Balancing Grinder WheelsDocument8 pagesBalancing Grinder WheelsmountaineerjpNo ratings yet
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocument7 pagesLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- Lathe - LVDocument23 pagesLathe - LVakshaygiitmNo ratings yet
- Shaper MachineDocument81 pagesShaper Machinesam clastineNo ratings yet
- Milling MachineDocument43 pagesMilling MachineJUAN DAVID MOSQUERA GARCIANo ratings yet
- Unit-2 - 03 Aug 2015Document98 pagesUnit-2 - 03 Aug 2015Prasad AurangabadkarNo ratings yet
- Super Finishing ProcessDocument14 pagesSuper Finishing ProcessKumarChirraNo ratings yet
- Gemco Metal Shaper BrochureDocument16 pagesGemco Metal Shaper Brochureaa987100% (1)
- Threading Operations of Lathe SystemDocument37 pagesThreading Operations of Lathe SystemResshille Ann T. SalleyNo ratings yet
- Lathe Diagram With ExplanationDocument3 pagesLathe Diagram With ExplanationEnrico959No ratings yet
- Lathe MachineDocument27 pagesLathe MachineRAGHVENDRA SINGHNo ratings yet
- Maag Gear Shaper CutterDocument9 pagesMaag Gear Shaper CutterBence Levente Szabó100% (1)
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADocument16 pagesParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- Shaper and PlannerDocument33 pagesShaper and PlannerCody Lee100% (1)
- Metric - Threading Logan LatheDocument2 pagesMetric - Threading Logan LatheShane RamnathNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Capstan vs Turret Lathe: Key DifferencesDocument101 pagesCapstan vs Turret Lathe: Key DifferencesRavichandran GNo ratings yet
- Ebook Tapping Away Guide To Tapping and Threading Xometry SuppliesDocument19 pagesEbook Tapping Away Guide To Tapping and Threading Xometry SuppliesAli KhubbakhtNo ratings yet
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Production & Special Purpose LathesDocument38 pagesProduction & Special Purpose LathesShubham Shekhar100% (1)
- Manual Motor Fuji 50Document12 pagesManual Motor Fuji 50Jorge Guerra SepulvedaNo ratings yet
- Syllabus For The Trade Of: Machinist (Grinder)Document27 pagesSyllabus For The Trade Of: Machinist (Grinder)swami061009No ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing HeadRam SharmaNo ratings yet
- Capstan & Turret LatheDocument27 pagesCapstan & Turret LatheMuraliNo ratings yet
- Orbital ForgingDocument4 pagesOrbital ForgingMrLanternNo ratings yet
- Lathe Milling Attachment GuideDocument7 pagesLathe Milling Attachment Guidedodgydonkey100% (1)
- Cam Operated Reciprocating ViceDocument46 pagesCam Operated Reciprocating ViceseaNo ratings yet
- Design and Fabrication of Cam Vice ReportDocument40 pagesDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Motorized Benchh ViseDocument46 pagesMotorized Benchh ViseAlmubeen83% (18)
- ReportDocument28 pagesReportRajesh kvNo ratings yet
- Design and Fabrication of Multi Use Tool Post GrinderDocument34 pagesDesign and Fabrication of Multi Use Tool Post GrinderAakash DindigulNo ratings yet
- Hazardous Gas Detecting Rescue Robot in Coal MinesDocument49 pagesHazardous Gas Detecting Rescue Robot in Coal MinesAakash DindigulNo ratings yet
- Factoy Worker Alcoholeteator With Automatic Machine ShutdownDocument2 pagesFactoy Worker Alcoholeteator With Automatic Machine ShutdownAakash DindigulNo ratings yet
- Grid Based Automatic Load Shedding Through Wireless Using Micro ControllerDocument6 pagesGrid Based Automatic Load Shedding Through Wireless Using Micro ControllerAakash DindigulNo ratings yet
- Automatic Overhead Line Fault Finding and Protection SystemDocument2 pagesAutomatic Overhead Line Fault Finding and Protection SystemAakash DindigulNo ratings yet
- Design and Fabrication of Injection Moulding MachineDocument52 pagesDesign and Fabrication of Injection Moulding MachineAakash DindigulNo ratings yet
- Design and Fabrication of Injection Moulding MachineDocument52 pagesDesign and Fabrication of Injection Moulding MachineAakash DindigulNo ratings yet
- Atm Security System Using GSMDocument4 pagesAtm Security System Using GSMAakash DindigulNo ratings yet
- An I System With Demand ResponseDocument2 pagesAn I System With Demand ResponseAakash DindigulNo ratings yet
- 166 38S0871Document3 pages166 38S0871Aakash DindigulNo ratings yet
- Pneumatic Material Handling VehicleDocument79 pagesPneumatic Material Handling VehicleAakash DindigulNo ratings yet
- Pneumatic Material Handling VehicleDocument68 pagesPneumatic Material Handling VehicleAakash DindigulNo ratings yet
- AUTO CLUTCH CONTROL FOR VEHICLESDocument34 pagesAUTO CLUTCH CONTROL FOR VEHICLESAakash DindigulNo ratings yet
- Mech - Diploma ProjectsDocument55 pagesMech - Diploma ProjectsAakash DindigulNo ratings yet
- Anand ResumeDocument18 pagesAnand ResumeAakash DindigulNo ratings yet
- Mech B.e-ProjectsDocument119 pagesMech B.e-ProjectsAakash DindigulNo ratings yet
- Pneumatic Switch Board CutterDocument45 pagesPneumatic Switch Board CutterAakash DindigulNo ratings yet
- Fabricate Sugarcane Bud Chipper MachineDocument37 pagesFabricate Sugarcane Bud Chipper MachineAakash DindigulNo ratings yet
- 41Document5 pages41gowtham priyaNo ratings yet
- Solar Water Purifier GuideDocument42 pagesSolar Water Purifier GuideAakash DindigulNo ratings yet
- Design and Fabrication of Hydraulic Zig Zag Bending MachineDocument46 pagesDesign and Fabrication of Hydraulic Zig Zag Bending MachineAakash DindigulNo ratings yet
- Solar Grass Cutter MechanismDocument38 pagesSolar Grass Cutter MechanismAakash DindigulNo ratings yet
- Fuel Injector Testing EquipmentDocument4 pagesFuel Injector Testing EquipmentPraveen Krishna100% (3)
- Economical Air BlowerDocument46 pagesEconomical Air BlowerAakash DindigulNo ratings yet
- Fabrication of Manually Operated Injection Moulding MachineDocument4 pagesFabrication of Manually Operated Injection Moulding MachineAakash DindigulNo ratings yet
- Pneumatic Quick Return MechanismDocument56 pagesPneumatic Quick Return MechanismAakash DindigulNo ratings yet
- Fabrication of Automatic Side Stand Fix With Gear Lever With Proto TypeDocument34 pagesFabrication of Automatic Side Stand Fix With Gear Lever With Proto TypeAakash DindigulNo ratings yet
- Pneumatic Quick Return MechanismDocument56 pagesPneumatic Quick Return MechanismAakash DindigulNo ratings yet
- Fabrication of Floor Cleaning MachineDocument40 pagesFabrication of Floor Cleaning MachineFelixJoseph87% (30)
- In-Vehicle Hydraulic Jack for Easy Repairs in 40 CharactersDocument5 pagesIn-Vehicle Hydraulic Jack for Easy Repairs in 40 CharactersAakash DindigulNo ratings yet
- CCV Databook (15.04.2011)Document50 pagesCCV Databook (15.04.2011)Hasan WanandiNo ratings yet
- Dl8000 Preset ControllerDocument74 pagesDl8000 Preset ControllerFIRMANSYAHNo ratings yet
- Cross Purge ProcedureDocument2 pagesCross Purge Procedureankitrao31No ratings yet
- HUAWEI Precision Air Conditioner Product CatalogueDocument16 pagesHUAWEI Precision Air Conditioner Product Cataloguewillybrord54No ratings yet
- Lecture 9 - Construction Cost EstimatesDocument32 pagesLecture 9 - Construction Cost Estimatesjbjuanzon100% (1)
- Longitudinal detail section 1-1Document3 pagesLongitudinal detail section 1-1Mwesigwa DanielNo ratings yet
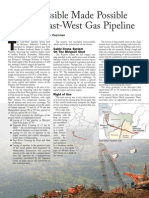
- Reliance East West Pipeline Punj LoydDocument3 pagesReliance East West Pipeline Punj LoydPuneet Zaidu100% (1)
- Ankit Tiwari Resume1Document2 pagesAnkit Tiwari Resume1it rewaNo ratings yet
- Green Office GuideDocument24 pagesGreen Office Guideapi-26649203No ratings yet
- Foreword: Lam Siew WahDocument68 pagesForeword: Lam Siew WahngthienyNo ratings yet
- Location inventory trackingDocument116 pagesLocation inventory trackingManish SinhaNo ratings yet
- Material and Drill Diameter Cutting Speed ChartDocument1 pageMaterial and Drill Diameter Cutting Speed ChartKevin WellsNo ratings yet
- Relay - 8aDocument2 pagesRelay - 8aFrans Giovani Quispe DiazNo ratings yet
- Fabrication & Performance Testing1Document27 pagesFabrication & Performance Testing1DIPAK VINAYAK SHIRBHATENo ratings yet
- FD110 L3L4Document193 pagesFD110 L3L4Akio Hiba100% (1)
- Url?Sa T&source Web&Ct Res&CD 4&url HTTP://WWW Sif Com tr/pdf/g2/456zxDocument8 pagesUrl?Sa T&source Web&Ct Res&CD 4&url HTTP://WWW Sif Com tr/pdf/g2/456zxForomaquinasNo ratings yet
- Simpson Strong Tie Catalog 09Document196 pagesSimpson Strong Tie Catalog 09Jeff Strickland100% (1)
- The Scanning Electron MicroscopeDocument65 pagesThe Scanning Electron MicroscopeCORE Materials67% (3)
- API Safety and Fire Protection PublicationDocument6 pagesAPI Safety and Fire Protection PublicationDan PascoNo ratings yet
- 8-1 Technical+Specification+for+Refrigerating+Units PDFDocument94 pages8-1 Technical+Specification+for+Refrigerating+Units PDFRyan WongNo ratings yet
- Sky Buddy Manual 45Document2 pagesSky Buddy Manual 45DIEGO BELLONo ratings yet
- Design Theory of C FB BoilersDocument15 pagesDesign Theory of C FB Boilersanon_797717906No ratings yet
- Hydrox Ep PDFDocument2 pagesHydrox Ep PDFJohannes RemediosNo ratings yet
- Dekguard S TDSDocument3 pagesDekguard S TDSBobdNo ratings yet
- Name of Work: Estimation For Proposed Construction of Tara Ramesh, Tangali, Kadur Taluk, Chikkamagalur DistrictDocument25 pagesName of Work: Estimation For Proposed Construction of Tara Ramesh, Tangali, Kadur Taluk, Chikkamagalur DistrictDEEPIKANo ratings yet
- Space Shuttle Main Engine The First Ten Years - 1Document6 pagesSpace Shuttle Main Engine The First Ten Years - 1fengrotorNo ratings yet
- A.R.I. D-020 Combination Air Valve Installation and Maintenance GuideDocument1 pageA.R.I. D-020 Combination Air Valve Installation and Maintenance GuideMiguel Carbajo MartínezNo ratings yet
- Astm A53Document22 pagesAstm A53Cristina ZamoraNo ratings yet
- Solution Manual For Civil Engineering Materials 1st Edition Sivakugan Gnanendran Tuladhar Kannan ISBN 1305386647 9781305386648Document36 pagesSolution Manual For Civil Engineering Materials 1st Edition Sivakugan Gnanendran Tuladhar Kannan ISBN 1305386647 9781305386648stevenbrownpxckmdwsor100% (23)
- Holiday TestDocument4 pagesHoliday TestSaptarshi MandalNo ratings yet