You might also like
- Man#449 Rev B - Thermatool-DescripciónDocument67 pagesMan#449 Rev B - Thermatool-DescripciónIvan Cuter RamirezNo ratings yet
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsFrom EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsNo ratings yet
- Electromagnetic Induction: Test Yourself 22.1 (Page 430)Document7 pagesElectromagnetic Induction: Test Yourself 22.1 (Page 430)Jack KowmanNo ratings yet
- Areva - HWX VCB - Installation Operation & Maintenance ManualDocument16 pagesAreva - HWX VCB - Installation Operation & Maintenance Manualaimiza80% (15)
- Interpretation of Transformer FRA Responses - Part II: Influence of Transformer StructureDocument8 pagesInterpretation of Transformer FRA Responses - Part II: Influence of Transformer StructureErfan AhmedNo ratings yet
- Design of High Voltage Filter For Power Transformer TestingDocument6 pagesDesign of High Voltage Filter For Power Transformer TestingmayureshNo ratings yet
- Iec 61869 2 2012 09 PDFDocument144 pagesIec 61869 2 2012 09 PDFCRISTIAN ALEJANDRO ARIAS FRIZ100% (1)
- Effect Residual Magnetism On The Magnetic Core of A TransformerDocument4 pagesEffect Residual Magnetism On The Magnetic Core of A Transformerhendro suprianto nugrohoNo ratings yet
- 2 Winding Transformer LongDocument58 pages2 Winding Transformer Longnaveendevi13No ratings yet
- Dielectric Analysis of High Voltage Power TransformersDocument13 pagesDielectric Analysis of High Voltage Power Transformersykh92167No ratings yet
- Tan Delta Test - Loss Angle Test - Dissipation Factor Test - Electrical4U PDFDocument10 pagesTan Delta Test - Loss Angle Test - Dissipation Factor Test - Electrical4U PDFDan AndreiNo ratings yet
- S1 3 P 1Document5 pagesS1 3 P 1Mohd Ghazali JPMMNo ratings yet
- Ferro-Resonance: Protection System (CCVT) Performance AnalysisDocument9 pagesFerro-Resonance: Protection System (CCVT) Performance Analysissandeep kumar mishraNo ratings yet
- SR - No. Description Particulars: Shilchar Technologies Limited::::::::::::::::::::::::::::::::: Gauranteed & Other ParticularsDocument1 pageSR - No. Description Particulars: Shilchar Technologies Limited::::::::::::::::::::::::::::::::: Gauranteed & Other Particularsram krishnanNo ratings yet
- HV Equipment Failure Data 2017Document164 pagesHV Equipment Failure Data 2017ipraoNo ratings yet
- IEEE Guide For Field Testing and EvaluaDocument4 pagesIEEE Guide For Field Testing and EvaluavelisbarNo ratings yet
- Catalog Megger Mto210 PDFDocument2 pagesCatalog Megger Mto210 PDFleha_pc3No ratings yet
- DGA Ebook WebDocument16 pagesDGA Ebook Webjulio cesar silvaNo ratings yet
- RIP (Resin Impregnated Paper) Bushing For EHV Class Power TransformerDocument3 pagesRIP (Resin Impregnated Paper) Bushing For EHV Class Power TransformerBaSant KohliNo ratings yet
- SfraDocument5 pagesSfrarasheed313No ratings yet
- Earth Electrode and Loop Booklet V2 PDFDocument40 pagesEarth Electrode and Loop Booklet V2 PDFIqbal UsmaniNo ratings yet
- MD32-TM: Percentage Biased Transformer Differential RelayDocument5 pagesMD32-TM: Percentage Biased Transformer Differential RelaySandeep DeodharNo ratings yet
- Fault AnalysisDocument100 pagesFault AnalysisJamesNo ratings yet
- Assessment ENUDocument26 pagesAssessment ENUIsa SolakNo ratings yet
- 1431928880session II CBDocument84 pages1431928880session II CBAnonymous i2u3XW8UJHNo ratings yet
- Health Indexing of TransformerDocument35 pagesHealth Indexing of TransformerSamanway BeraNo ratings yet
- Testing of Transformer: by - Geetesh VermaDocument21 pagesTesting of Transformer: by - Geetesh Vermakota100% (1)
- TeoriaBásica FactorPotenciaDocument150 pagesTeoriaBásica FactorPotenciaGlenys MuñozNo ratings yet
- Checklist For VT Rev00Document3 pagesChecklist For VT Rev00Santhosh Kumar Vinayagam100% (1)
- High Voltage Power Transformer Insulation Design: W.Ziomek, K.Vijayan, D.Boyd, K.Kuby M.FranchekDocument5 pagesHigh Voltage Power Transformer Insulation Design: W.Ziomek, K.Vijayan, D.Boyd, K.Kuby M.FranchekSofía ParralesNo ratings yet
- OLTC Testing 1Document13 pagesOLTC Testing 1IgorNo ratings yet
- IEEE Insulation Resistance GetPDFDocument8 pagesIEEE Insulation Resistance GetPDFMohamed SalahNo ratings yet
- DELTA4000: Instruction ManualDocument74 pagesDELTA4000: Instruction ManualDon FreemanNo ratings yet
- Pre Close and Post CloseDocument6 pagesPre Close and Post CloseboopelectraNo ratings yet
- 4 - Prevost - Oil Analysis PDFDocument42 pages4 - Prevost - Oil Analysis PDFbcqbaoNo ratings yet
- 02 DT - Short CircuitDocument2 pages02 DT - Short CircuitMahyar MashayekhiNo ratings yet
- Impulse Voltage Testing of Power TransformersDocument10 pagesImpulse Voltage Testing of Power TransformerssameekNo ratings yet
- T-08 LTC Dga Guide AscheDocument7 pagesT-08 LTC Dga Guide Aschebcqbao100% (1)
- Test Report: Winding DF & CAP (Tan δ)Document2 pagesTest Report: Winding DF & CAP (Tan δ)JRC Testing100% (1)
- Power Transformer ENUDocument32 pagesPower Transformer ENUDaniel RizzoNo ratings yet
- 3 Main Causes of False Differential Current in TransformerDocument14 pages3 Main Causes of False Differential Current in TransformerPandurang YadavNo ratings yet
- PF-DF From MeggerDocument74 pagesPF-DF From Meggerbcqbao100% (1)
- ABB REM 543 Relay Energy Meter CalibratiDocument10 pagesABB REM 543 Relay Energy Meter CalibratiPrashant GaurNo ratings yet
- Ferroresonance Suppression in Voltage TransformersDocument6 pagesFerroresonance Suppression in Voltage TransformersmmshtNo ratings yet
- Narrow Band DFR - Presentation - MeggerDocument48 pagesNarrow Band DFR - Presentation - Meggertejassodha100% (1)
- Method Statement For Partial Discharge Measurement: Application NoteDocument13 pagesMethod Statement For Partial Discharge Measurement: Application Notejmrs7322No ratings yet
- Transformer Sweep Frequency Response Analyzer HYRZ-902 Technical ManualDocument18 pagesTransformer Sweep Frequency Response Analyzer HYRZ-902 Technical ManualPaulRuedaNo ratings yet
- 1LAB000611 - Online Dissolved Gas Monitoring - Mar2018Document18 pages1LAB000611 - Online Dissolved Gas Monitoring - Mar2018lxd.hepNo ratings yet
- VIZIMAX - CIGRE Toronto - Using A Controlled Switching Device For A Power Transformer PDFDocument8 pagesVIZIMAX - CIGRE Toronto - Using A Controlled Switching Device For A Power Transformer PDFgeorge_cpp2No ratings yet
- Power Transformer Testing Brochure ENU PDFDocument36 pagesPower Transformer Testing Brochure ENU PDFsasenthil241464No ratings yet
- Tranformer Vector GroupDocument2 pagesTranformer Vector Groupaisha nakatoNo ratings yet
- Transformer Tech TestingDocument60 pagesTransformer Tech TestingCiel Aire100% (1)
- DRM Paper OLTC DVTestDocument17 pagesDRM Paper OLTC DVTestoedis100% (1)
- EarthingDocument87 pagesEarthingAkhil Gangwar100% (1)
- 3 Ieee C 57 104 1991 2 PDFDocument39 pages3 Ieee C 57 104 1991 2 PDFMarco Godoy100% (1)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- Power Transformer Online Monitoring Using Electromagnetic WavesFrom EverandPower Transformer Online Monitoring Using Electromagnetic WavesNo ratings yet
- Electrical EngineeringDocument66 pagesElectrical EngineeringSuTtA OPNo ratings yet
- B-H Curve: Name:-Pavitar Khatri ROLL NO: - 2K19/A6/48 MCE-A6 EE-102Document12 pagesB-H Curve: Name:-Pavitar Khatri ROLL NO: - 2K19/A6/48 MCE-A6 EE-102Pavitar KhatriNo ratings yet
- AP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Document64 pagesAP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Armored SumanNo ratings yet
- Electrical Testing SkillsDocument2 pagesElectrical Testing Skills322399mk7086No ratings yet
- SEL751 Protection Relay CommandsDocument3 pagesSEL751 Protection Relay Commands322399mk7086No ratings yet
- PSTX ManualDocument162 pagesPSTX Manual322399mk7086No ratings yet
- Commissioning PSTX ManualDocument162 pagesCommissioning PSTX Manual322399mk7086No ratings yet
- HWX Manual PDFDocument67 pagesHWX Manual PDF322399mk7086No ratings yet
- HWX Manual PDFDocument67 pagesHWX Manual PDF322399mk7086No ratings yet
- Softstarters Type PSTX30... PSTX1250: Installation and Commissioning ManualDocument162 pagesSoftstarters Type PSTX30... PSTX1250: Installation and Commissioning Manual322399mk7086No ratings yet
- Advanced Techniques in Power System Protective Relaying PDFDocument332 pagesAdvanced Techniques in Power System Protective Relaying PDFshashikant yadavNo ratings yet
- Lov Voltage Air Circuit BreakersDocument29 pagesLov Voltage Air Circuit Breakers322399mk7086No ratings yet
- Test Modes of Doble Test Equipment: Knowledge Is PowerDocument23 pagesTest Modes of Doble Test Equipment: Knowledge Is Power322399mk7086No ratings yet
- 6c AutotransformerDocument10 pages6c Autotransformer322399mk7086No ratings yet
- Test Modes of Doble Test Equipment: Knowledge Is PowerDocument23 pagesTest Modes of Doble Test Equipment: Knowledge Is Power322399mk7086No ratings yet
- Differential CalculusDocument9 pagesDifferential Calculus322399mk7086No ratings yet
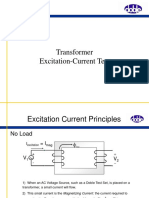
- 8 Excitation Current Test (Yblood)Document77 pages8 Excitation Current Test (Yblood)322399mk7086No ratings yet
- AC DC DrivesDocument13 pagesAC DC Drives322399mk7086No ratings yet
- Testing For Current Transformer ParametersDocument2 pagesTesting For Current Transformer Parameters322399mk7086No ratings yet
- Manual Requirements Medium Voltage Transformers Pvs en-USDocument12 pagesManual Requirements Medium Voltage Transformers Pvs en-USOnupamNo ratings yet
- Event Ana U#7,2006 - CompletedDocument31 pagesEvent Ana U#7,2006 - CompletedGajanan JagtapNo ratings yet
- TR TASC Unit Selection GuideDocument6 pagesTR TASC Unit Selection GuideNitish Kumar0% (1)
- TX ProtectionDocument14 pagesTX ProtectionsemajamesNo ratings yet
- Locomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONDocument59 pagesLocomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONRaghav SinghNo ratings yet
- Energy Meter 3phaseDocument6 pagesEnergy Meter 3phasehashim_mokhtar9286No ratings yet
- حلول سعادات p43-54Document12 pagesحلول سعادات p43-54يمامه انورNo ratings yet
- S. P. Bali - Electrical Technology Machines & Measurement Vol 2-Pearson Education (2013) PDFDocument451 pagesS. P. Bali - Electrical Technology Machines & Measurement Vol 2-Pearson Education (2013) PDFRaghul R100% (2)
- Kata LogDocument106 pagesKata LogOscarNo ratings yet
- Service Manual: Color TelevisionDocument74 pagesService Manual: Color TelevisionRichard HerNo ratings yet
- TVL12 IA EPAS q4 Mod1 Inspect Installed Devices Respond Lisnang Bgo v3Document15 pagesTVL12 IA EPAS q4 Mod1 Inspect Installed Devices Respond Lisnang Bgo v3Luis MendezNo ratings yet
- (Ingepac Da PT) Fy50iptt01 e PDFDocument2 pages(Ingepac Da PT) Fy50iptt01 e PDFJuanma García EspinosaNo ratings yet
- Transformers Test FacilityDocument25 pagesTransformers Test FacilityHIRAK CHATTERJEENo ratings yet
- P.E.C., Code of Ethics Supplementary Problems/ QuestionsDocument3 pagesP.E.C., Code of Ethics Supplementary Problems/ QuestionsjohncedrixbNo ratings yet
- Panels-Med Datasheet NAE2092010Document20 pagesPanels-Med Datasheet NAE2092010Mirwansyah TanjungNo ratings yet
- 01 Basic Principles For Electric Machine AnalysisDocument65 pages01 Basic Principles For Electric Machine AnalysisArturo Barradas100% (1)
- Mh6n Mh12n ManualDocument4 pagesMh6n Mh12n ManualMelissa Porter100% (3)
- Activity 2 Admittance Matrix Formulation Using IEEE Common Data Format For The Exchange of Solved Load Flow DataDocument4 pagesActivity 2 Admittance Matrix Formulation Using IEEE Common Data Format For The Exchange of Solved Load Flow DataBiboy AdsuaraNo ratings yet
- Finals Physics SummDocument3 pagesFinals Physics SummGio Rico Naquila EscoñaNo ratings yet
- Transformer Rectifier Brochure PDFDocument4 pagesTransformer Rectifier Brochure PDFSoltani AliNo ratings yet
- Syllabus For Technician Grade - IDocument11 pagesSyllabus For Technician Grade - IGaurav TaydeNo ratings yet
- 373elr GFR PDFDocument5 pages373elr GFR PDFputrasejahtraNo ratings yet
- Rescuvator Model5 ManualDocument11 pagesRescuvator Model5 Manualwayne mcmurrayNo ratings yet
- Proceedings of National Conference On Transformer and Allied Equipment - 2017 PDFDocument306 pagesProceedings of National Conference On Transformer and Allied Equipment - 2017 PDFBalachandra Paramesha100% (1)
- Insulating Systems For Repair Industry in AmericasDocument16 pagesInsulating Systems For Repair Industry in AmericasDragan NedićNo ratings yet
- Common To E&C and EI&C: Department of Technical EducationDocument10 pagesCommon To E&C and EI&C: Department of Technical EducationVikram RaoNo ratings yet
- ATP ManualDocument270 pagesATP ManualJose Jorge Fontalvo100% (1)
- ABB Acs 140Document106 pagesABB Acs 140Antonio Carlos CardosoNo ratings yet