You might also like
- Welded Connections FinalDocument42 pagesWelded Connections FinalSainaveen ThotaNo ratings yet
- Optimum Design of Steel Pipe RacksDocument17 pagesOptimum Design of Steel Pipe RacksRamesh PrabhakarNo ratings yet
- Specification For Support and HangerDocument6 pagesSpecification For Support and Hangerdee1985No ratings yet
- NewDocument19 pagesNewretechNo ratings yet
- Tutorial 7 - Connections - Part ADocument28 pagesTutorial 7 - Connections - Part ACyrus HongNo ratings yet
- Design and Analysis of Flat Slab Floor SDocument93 pagesDesign and Analysis of Flat Slab Floor SKousalya MkNo ratings yet
- Connection Design - Its Role in Steel DetailingDocument9 pagesConnection Design - Its Role in Steel DetailingEduardo De Castro Cruz Jr.No ratings yet
- Introduction in Steel DesignDocument18 pagesIntroduction in Steel DesignJade Carillo100% (1)
- IIT Hyderabad Faculty Housing Design CalculationsDocument33 pagesIIT Hyderabad Faculty Housing Design CalculationssmijusNo ratings yet
- Hand Calculations in Structural AnalysisDocument3 pagesHand Calculations in Structural AnalysisArdalan YazarNo ratings yet
- Friction Type Connections FullDocument64 pagesFriction Type Connections FullmohammedNo ratings yet
- Limit state deflection and cracking in reinforced concrete structuresDocument17 pagesLimit state deflection and cracking in reinforced concrete structuresRadhikaNo ratings yet
- Structural Steel DesignDocument32 pagesStructural Steel Designshaluka100% (1)
- Aspects of Connection in Steel FramesDocument50 pagesAspects of Connection in Steel FramesChai Weng100% (2)
- Anchorage and Development LengthsDocument2 pagesAnchorage and Development LengthsSimo AliNo ratings yet
- Specific StepsDocument26 pagesSpecific StepsAbdul Hamid BhattiNo ratings yet
- Lecture Three - Welded ConnectionsDocument30 pagesLecture Three - Welded ConnectionsAhmedNo ratings yet
- Air Content Test ApparatusDocument10 pagesAir Content Test ApparatusGolam MasudNo ratings yet
- Strength and Behavior of Reinforced Concrete Obtuse Corners Under Opening Bending MomentsDocument6 pagesStrength and Behavior of Reinforced Concrete Obtuse Corners Under Opening Bending MomentsValdemir ColaresNo ratings yet
- Design and Analysis of An Institutional Building: January 2017Document7 pagesDesign and Analysis of An Institutional Building: January 2017Ashok KumarNo ratings yet
- Coursework BeamDocument29 pagesCoursework BeamandrewsugihartoNo ratings yet
- Analysis of Double Howe Steel Truss & Cantilever Truss Using Ansys SoftwareDocument6 pagesAnalysis of Double Howe Steel Truss & Cantilever Truss Using Ansys SoftwareSRINIVAS DNo ratings yet
- Steelwork Design Chapter 2 - Steelwork Connections HKCodeDocument49 pagesSteelwork Design Chapter 2 - Steelwork Connections HKCodeMa Man KinNo ratings yet
- Chapter - 7 Part II STDDocument43 pagesChapter - 7 Part II STDBelkacem AchourNo ratings yet
- "Grdslab" - Concrete Slab On Grade Analysis: Program DescriptionDocument11 pages"Grdslab" - Concrete Slab On Grade Analysis: Program Descriptioncjcute91100% (1)
- Hilti anchor calculation reportDocument7 pagesHilti anchor calculation reportKenny100% (1)
- ABSA FEA ReqtDocument2 pagesABSA FEA ReqtcorreenNo ratings yet
- Design of Fastners - Welded JointsDocument19 pagesDesign of Fastners - Welded JointsKunal AhiwaleNo ratings yet
- Lecture - 05 Welded ConnectionsDocument84 pagesLecture - 05 Welded Connectionssivaenotes100% (2)
- Ib RCC StructuresDocument12 pagesIb RCC StructuresRaj BakhtaniNo ratings yet
- Bolted Connections For Steel StructuresDocument11 pagesBolted Connections For Steel Structuresramu karriNo ratings yet
- Lecture 8Document13 pagesLecture 8Pankaj105No ratings yet
- STEEL COLUMN BASEPLATE AND BEAM CONNECTION DESIGNSDocument13 pagesSTEEL COLUMN BASEPLATE AND BEAM CONNECTION DESIGNSMuriungi RicharsNo ratings yet
- Machine Design AssignmentDocument9 pagesMachine Design AssignmentMuhammad Fahad Khan 51-FET/BSCMET/F19No ratings yet
- Steel Structures Design MethodsDocument33 pagesSteel Structures Design MethodsAbraham AmoduNo ratings yet
- Topic 1 - Mechanical Fastening 2Document11 pagesTopic 1 - Mechanical Fastening 2nazirulhakimNo ratings yet
- Thermal Stress ExamplesDocument10 pagesThermal Stress ExamplesVishal V BhagwatNo ratings yet
- Design Slip-Critical Steel ConnectionDocument9 pagesDesign Slip-Critical Steel ConnectionKURONo ratings yet
- SikaTack Panel System - Sheet 1 Cert 05 - 4218Document10 pagesSikaTack Panel System - Sheet 1 Cert 05 - 4218Peter DudasNo ratings yet
- 1 Beam Fails Ub305x165x54Document4 pages1 Beam Fails Ub305x165x54Elencheliyan PandeeyanNo ratings yet
- Draft Use or Cite: Chapter 31 Wind Tunnel ProcedureDocument6 pagesDraft Use or Cite: Chapter 31 Wind Tunnel ProceduresharethefilesNo ratings yet
- Weld Stress CalculationsDocument11 pagesWeld Stress CalculationsjlolhnpNo ratings yet
- Failure Studies in Materials - ch8Document47 pagesFailure Studies in Materials - ch8tamailhamNo ratings yet
- Comparison of Ansiaisc 360-05 To 1989 Asd SpecificationDocument32 pagesComparison of Ansiaisc 360-05 To 1989 Asd SpecificationH.Hamdan Neo100% (1)
- Design Gusset Plate JointsDocument59 pagesDesign Gusset Plate JointsVaibhav SharmaNo ratings yet
- Steel Beam DesignDocument39 pagesSteel Beam Designberto2008No ratings yet
- DS Prestress HBDocument28 pagesDS Prestress HBBrian James MarzanNo ratings yet
- Design of Concrete Beam StructuresDocument26 pagesDesign of Concrete Beam StructuresVRKVRK10No ratings yet
- Maximum PressureDocument83 pagesMaximum Pressureanhhung80No ratings yet
- Factors Designing Structural Joint ConnectionsDocument23 pagesFactors Designing Structural Joint ConnectionsCharlton CabagingNo ratings yet
- Welded Connection GuideDocument14 pagesWelded Connection GuideNguyen Tan TaiNo ratings yet
- Weld SysmbolDocument17 pagesWeld SysmbolBashu PoudelNo ratings yet
- Aggregate Impact ValueDocument2 pagesAggregate Impact ValueYasir DharejoNo ratings yet
- DCS - Design of Beams - Lect2Document15 pagesDCS - Design of Beams - Lect2Saket ThakkarNo ratings yet
- Astm c131 06 LaavDocument4 pagesAstm c131 06 LaavRasya FiezaNo ratings yet
- RectangularTanks 25-3-2015Document98 pagesRectangularTanks 25-3-2015Sary LimNo ratings yet
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985From EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNo ratings yet
- Welded ConnectionsDocument42 pagesWelded ConnectionsRidhima4100% (1)
- Basics of Machine Learning Online Workshop CREATES IISER BhopalDocument1 pageBasics of Machine Learning Online Workshop CREATES IISER BhopalumeshapkNo ratings yet
- STAAD Rayleigh FrequencyDocument3 pagesSTAAD Rayleigh FrequencyKasim PolatNo ratings yet
- Highrise StructuresDocument97 pagesHighrise StructuresumeshapkNo ratings yet
- Internet of Things For Structural Health Monitoring: April 2018Document7 pagesInternet of Things For Structural Health Monitoring: April 2018umeshapkNo ratings yet
- Yoga E Book 2016 PDFDocument120 pagesYoga E Book 2016 PDFVivekanandan Selvaganapathy100% (1)
- Iot - Infrastructure +smart cities-FINAL - VERSIONDocument10 pagesIot - Infrastructure +smart cities-FINAL - VERSIONumeshapkNo ratings yet
- Ansys Webinar Series in Association With AICTEDocument2 pagesAnsys Webinar Series in Association With AICTEumeshapkNo ratings yet
- Springer Text Books: S.No. Book Title Author Edition OpenurlDocument21 pagesSpringer Text Books: S.No. Book Title Author Edition OpenurlGustavo ReyesNo ratings yet
- Iot For Structural Health Monitoring: Ieee Instrumentation and Measurement Magazine December 2018Document8 pagesIot For Structural Health Monitoring: Ieee Instrumentation and Measurement Magazine December 2018umeshapkNo ratings yet
- Income Tax FY 2020-21-2Document25 pagesIncome Tax FY 2020-21-2umeshapkNo ratings yet
- RAGI2020 Webinar Schedule PDFDocument1 pageRAGI2020 Webinar Schedule PDFumeshapkNo ratings yet
- RAGI2020 Webinar Schedule PDFDocument1 pageRAGI2020 Webinar Schedule PDFumeshapkNo ratings yet
- Shti 264 Shti190246Document6 pagesShti 264 Shti190246umeshapkNo ratings yet
- IoT State of The Art Paper1051Document5 pagesIoT State of The Art Paper1051umeshapkNo ratings yet
- 2nd National Conference Brochure - 2Document2 pages2nd National Conference Brochure - 2umeshapkNo ratings yet
- STAAD Rayleigh FrequencyDocument3 pagesSTAAD Rayleigh FrequencyKasim PolatNo ratings yet
- SERC - Three-Day Course - Mass HousingDocument2 pagesSERC - Three-Day Course - Mass HousingumeshapkNo ratings yet
- NCWE-2007 - Comparative StudyDocument10 pagesNCWE-2007 - Comparative StudyumeshapkNo ratings yet
- Bamboo - Material - In-Low Cost HousingDocument7 pagesBamboo - Material - In-Low Cost HousingumeshapkNo ratings yet
- Manual For Detailing of Steel Structures, 1/e: Book Information Sheet Book Information SheetDocument1 pageManual For Detailing of Steel Structures, 1/e: Book Information Sheet Book Information SheetmohanNo ratings yet
- Design & Drawing of Steel Structures July 2016 (2010 Scheme)Document2 pagesDesign & Drawing of Steel Structures July 2016 (2010 Scheme)umeshapkNo ratings yet
- 1719 4804 1 PBDocument4 pages1719 4804 1 PBumeshapkNo ratings yet
- 10CV62 2016 Jan 2017Document2 pages10CV62 2016 Jan 2017umeshapkNo ratings yet
- 1719 4804 1 PBDocument4 pages1719 4804 1 PBumeshapkNo ratings yet
- Strength of Materials Jan 2016 (2010 Scheme)Document2 pagesStrength of Materials Jan 2016 (2010 Scheme)umeshapkNo ratings yet
- Jose PaperDocument12 pagesJose PaperumeshapkNo ratings yet
- 15CV72 June July 2019Document1 page15CV72 June July 2019umeshapkNo ratings yet
- Strength of Materials Jan 2018 (2015 Scheme)Document2 pagesStrength of Materials Jan 2018 (2015 Scheme)Kantharaj ChinnappaNo ratings yet
- 10CV62 July 2017Document2 pages10CV62 July 2017umeshapkNo ratings yet
- 10CV62 Jan 2018Document2 pages10CV62 Jan 2018umeshapkNo ratings yet
- Woodturning NotesDocument2 pagesWoodturning NotesTobiasNo ratings yet
- 2-CSWIP Practical Plate ExamplesDocument31 pages2-CSWIP Practical Plate Examplesvibinkumars@gmail.com100% (42)
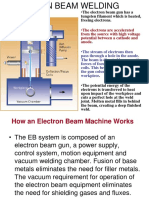
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocument13 pagesTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNo ratings yet
- 00.00.tolerancing and Engineering StandardsDocument55 pages00.00.tolerancing and Engineering StandardsJosh De LoeraNo ratings yet
- Introduction To MTripleP IMetalDocument21 pagesIntroduction To MTripleP IMetalKrishna Mohan T.RNo ratings yet
- GUHRING Deep Hole DrillsDocument12 pagesGUHRING Deep Hole Drillsbatman2054No ratings yet
- DIY Disk Sander 2 - WoodArchivistDocument5 pagesDIY Disk Sander 2 - WoodArchivistEricsNo ratings yet
- CNC Machining Guide: Tools, Materials, Processes & TrendsDocument22 pagesCNC Machining Guide: Tools, Materials, Processes & TrendsAtulMaurya100% (1)
- HEM GuidebookDocument51 pagesHEM Guidebookaenyma100% (1)
- Vargus Hand Book MM 2Document30 pagesVargus Hand Book MM 2nevskynaumNo ratings yet
- Cutting Tool Sales Engineer in Los Angeles CA Resume Hank JasonDocument3 pagesCutting Tool Sales Engineer in Los Angeles CA Resume Hank JasonHankJasonNo ratings yet
- Material-Specific Threading ToolsDocument68 pagesMaterial-Specific Threading ToolsnickgibbsNo ratings yet
- Casing Clean Up Tools Description: Casing Scraper Junk Basket Junk SubDocument3 pagesCasing Clean Up Tools Description: Casing Scraper Junk Basket Junk Subnurwinanto01No ratings yet
- Catalogo SunnenDocument199 pagesCatalogo SunnenEduardoCastillo100% (1)
- Study of Dividing HeadsDocument10 pagesStudy of Dividing HeadsChandan SrivastavaNo ratings yet
- RTD Temperature Sensor, Type SPT: TYPE SPT100-X-xx, With Class B (1/3-DIN) Pt100 ElementDocument4 pagesRTD Temperature Sensor, Type SPT: TYPE SPT100-X-xx, With Class B (1/3-DIN) Pt100 ElementMohamed BenounaNo ratings yet
- 75 Years Manufacturing Excellence Capabilities OverviewDocument24 pages75 Years Manufacturing Excellence Capabilities OverviewPankajatSIBMNo ratings yet
- Safety Measures in Using Farm Tools According To Job RequirementDocument2 pagesSafety Measures in Using Farm Tools According To Job RequirementJan IcejimenezNo ratings yet
- ShaperDocument5 pagesShaperRAFIULALAM75% (4)
- BPT Cobined Brochur 03 01 2023 Print FileDocument12 pagesBPT Cobined Brochur 03 01 2023 Print FileTrilok PrabhakaranNo ratings yet
- Fanuc G-Code List - Helman CNCDocument2 pagesFanuc G-Code List - Helman CNCkais kaskar100% (3)
- Pre-Heating System Number Designation Engine 611.981/ 983 Engine 612.983Document7 pagesPre-Heating System Number Designation Engine 611.981/ 983 Engine 612.983M̶i̶c̶h̶e̶l̶ MejiaNo ratings yet
- MULTI-PURPOSE MACHINE ReportDocument48 pagesMULTI-PURPOSE MACHINE Reportganesh86% (7)
- Rad 34GX Imperial-46gx Metric NPW-200Document5 pagesRad 34GX Imperial-46gx Metric NPW-200patrick segoviaNo ratings yet
- Mil STD 403c RivetDocument32 pagesMil STD 403c RivetFaizy NohNo ratings yet
- Consumables For Welding Aluminium Alloys.: (Approved in Accordance With Section 9)Document7 pagesConsumables For Welding Aluminium Alloys.: (Approved in Accordance With Section 9)ads_mechNo ratings yet
- Lakshmi Machine ToolsDocument8 pagesLakshmi Machine ToolsPuneeth KumarNo ratings yet
- Tool Life NumericalsDocument2 pagesTool Life Numericalspmagrawal75% (4)
- Okuma Program ExampleDocument3 pagesOkuma Program Exampleenamicul50No ratings yet
- ASTM A307 Standard Specification For Carbon Steel Bolts and Studs, 60 000 PSI Tensile StrengthDocument6 pagesASTM A307 Standard Specification For Carbon Steel Bolts and Studs, 60 000 PSI Tensile StrengthLEONARDO IVÁN ESPINOZA SANHUEZANo ratings yet