You might also like
- Service Manual Getinge hs33 6011000091 Rev eDocument81 pagesService Manual Getinge hs33 6011000091 Rev ePetio Mineff100% (2)
- Jet Pumps and EjectorsDocument7 pagesJet Pumps and EjectorsRajesh NimmakayalaNo ratings yet
- Pressure Loss Experiment Gunt Hamburg HM 150.29Document2 pagesPressure Loss Experiment Gunt Hamburg HM 150.29eldwin_dj7216No ratings yet
- Omega Injection Moulding MachineDocument9 pagesOmega Injection Moulding Machinerajpujara50% (2)
- Lienhard - One DimensionalDocument13 pagesLienhard - One DimensionalDhaval PatelNo ratings yet
- Chapter 2: Exhaust Nozzle and CharachteristicsDocument12 pagesChapter 2: Exhaust Nozzle and CharachteristicsaunbhuttaNo ratings yet
- Zhao 2017Document17 pagesZhao 2017Muhammad UsamaNo ratings yet
- Evaluation of Steam Jet EjectorsDocument11 pagesEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- Accepted Manuscript: Applied Thermal EngineeringDocument20 pagesAccepted Manuscript: Applied Thermal EngineeringalfonsoNo ratings yet
- SJV Selection EjectorsDocument9 pagesSJV Selection Ejectorskumarvns111No ratings yet
- Development of Ejector Performance Map For PredictingDocument34 pagesDevelopment of Ejector Performance Map For PredictingSteven Sandoval MontoyaNo ratings yet
- Stability Improvement of High-Pressure-Ratio Turbocharger Centrifugal Compressor by Asymmetric Flow Control-Part I Non-Axisymmetrical Flow in Centrifugal CompressorDocument9 pagesStability Improvement of High-Pressure-Ratio Turbocharger Centrifugal Compressor by Asymmetric Flow Control-Part I Non-Axisymmetrical Flow in Centrifugal CompressorjswxieNo ratings yet
- Analysis of A Centrifugal Pump Impeller Using ANSYS-CFXDocument6 pagesAnalysis of A Centrifugal Pump Impeller Using ANSYS-CFXBilal WaseemNo ratings yet
- PPH-I-2021-134-HMT (Final Read by Sir On 29-5-21) - PressDocument9 pagesPPH-I-2021-134-HMT (Final Read by Sir On 29-5-21) - PressDr Vijay BhatkarNo ratings yet
- CFD Analysis of The Volute Geometry Effect On The Turbulent Air Flow Through The Turbocharger CompressorDocument10 pagesCFD Analysis of The Volute Geometry Effect On The Turbulent Air Flow Through The Turbocharger CompressorbcshendeNo ratings yet
- Research Paper1Document6 pagesResearch Paper1Mitul PatelNo ratings yet
- Flowing Well PerformanceDocument57 pagesFlowing Well PerformanceTogoumas Djide100% (4)
- Flowing Well PerformanceDocument57 pagesFlowing Well PerformancemkwendeNo ratings yet
- Air Ejector Selection PDFDocument9 pagesAir Ejector Selection PDFmyungkwan haNo ratings yet
- SJV Selection Ejectors PDFDocument9 pagesSJV Selection Ejectors PDFShiva Balan100% (1)
- Selection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air EjectorsDocument9 pagesSelection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air Ejectorsmyungkwan haNo ratings yet
- Compressible Flow Across A Varying Area PassageDocument4 pagesCompressible Flow Across A Varying Area PassageGaurav VaibhavNo ratings yet
- Ipr TPRDocument6 pagesIpr TPRsisiminkinNo ratings yet
- Energies: Corner Separation Control by Boundary Layer Suction Applied To A Highly Loaded Axial Compressor CascadeDocument14 pagesEnergies: Corner Separation Control by Boundary Layer Suction Applied To A Highly Loaded Axial Compressor Cascadeinam vfNo ratings yet
- Experimental Analysis On A Low Speed Centrifugal CompressorDocument15 pagesExperimental Analysis On A Low Speed Centrifugal CompressorInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- 1.1 Background: (CITATION DEE11 /L 1033)Document11 pages1.1 Background: (CITATION DEE11 /L 1033)Samman Singh PradhanNo ratings yet
- Exhaust and Inlet ProcessDocument38 pagesExhaust and Inlet Processمصطفى عبدالله عبدالرحمن اغاNo ratings yet
- Numerical Study of Pressure Fluctuations Caused by Impeller-Diffuser Interaction in A Diffuser Pump StageDocument9 pagesNumerical Study of Pressure Fluctuations Caused by Impeller-Diffuser Interaction in A Diffuser Pump Stageluma fadhilNo ratings yet
- Unit 2 Part A 1. Write Short Notes On A) Deliver Ratio B) Trapping Efficiency C) Charging EfficiencyDocument22 pagesUnit 2 Part A 1. Write Short Notes On A) Deliver Ratio B) Trapping Efficiency C) Charging EfficiencyJVCNo ratings yet
- Effect of Ejector Con Guration On Hydrodynamic Characteristics of Gas-Liquid Ejectors PDFDocument11 pagesEffect of Ejector Con Guration On Hydrodynamic Characteristics of Gas-Liquid Ejectors PDFPan MachinneNo ratings yet
- Assessment of Venturi Nozzle For Filter Bag Cleaning in PDFDocument0 pagesAssessment of Venturi Nozzle For Filter Bag Cleaning in PDFUmanath R PoojaryNo ratings yet
- 1-D Mathematical Modeling and CFD Investigation On Supersonic Steam Ejector in MED-TVCDocument14 pages1-D Mathematical Modeling and CFD Investigation On Supersonic Steam Ejector in MED-TVCLucas RossiniNo ratings yet
- Influence of Blade Outlet Angle On Performance of Low-Specific-Speed Centrifugal PumpDocument6 pagesInfluence of Blade Outlet Angle On Performance of Low-Specific-Speed Centrifugal PumpVignesh KumaranNo ratings yet
- Wellbore Flow PerformanceDocument7 pagesWellbore Flow PerformanceAhmad KoharNo ratings yet
- Model Paper For Publishing - PDF (Imp)Document13 pagesModel Paper For Publishing - PDF (Imp)PARTHIBANNo ratings yet
- Numerical Simulation of PCV ValveDocument5 pagesNumerical Simulation of PCV Valve11751175No ratings yet
- Ijri Me 01 003Document5 pagesIjri Me 01 003ijripublishersNo ratings yet
- Discharge Coefficient Calculation Method of Landing Gear Shock Absorber and Its Influence On Drop DynamicsDocument13 pagesDischarge Coefficient Calculation Method of Landing Gear Shock Absorber and Its Influence On Drop DynamicsRaja Sekaran SajjaNo ratings yet
- Turb 135 4 041010Document8 pagesTurb 135 4 041010Moisés SolisNo ratings yet
- 基于受限空间欠采样条件下涡轮燃气发动机关键截面流场重构技术研究进展06132023Document12 pages基于受限空间欠采样条件下涡轮燃气发动机关键截面流场重构技术研究进展06132023JUN LAINo ratings yet
- Processes 08 01664Document15 pagesProcesses 08 01664Yogesh RameshNo ratings yet
- Summary of The ReportsDocument6 pagesSummary of The ReportsStanley BoswellNo ratings yet
- Cavitacion e Inducers BombasDocument15 pagesCavitacion e Inducers Bombaspablotorresbozzo2686No ratings yet
- Ran 2005 Preliminary Design of A 2D Supersonic Inlet To Maximize Total PressureDocument11 pagesRan 2005 Preliminary Design of A 2D Supersonic Inlet To Maximize Total PressureEben JoachimNo ratings yet
- CFD Modelling of Supersonic Airflow Generated by 2D NozzleDocument7 pagesCFD Modelling of Supersonic Airflow Generated by 2D NozzleSkanda HebbarNo ratings yet
- Module 3 Aircraft Propulsion NotesDocument30 pagesModule 3 Aircraft Propulsion NotesPratham M JariwalaNo ratings yet
- Fourth Boundary ConditionsDocument43 pagesFourth Boundary ConditionsEdo Widi VirgianNo ratings yet
- Well PerformanceDocument13 pagesWell Performanceعمر الفاروق صانع حضارةNo ratings yet
- Experiment 4Document10 pagesExperiment 4Anonymous Y3e0XfdxH1No ratings yet
- Ye Et Al 2017 An Improved Model For Tip Clearance Loss in Transonic Axial CompressorsDocument20 pagesYe Et Al 2017 An Improved Model For Tip Clearance Loss in Transonic Axial CompressorsUmair MunirNo ratings yet
- L Cai (2011)Document10 pagesL Cai (2011)Virendra KumarNo ratings yet
- Effect of Area Ratio On Flow Separation in Annular Diffuser PDFDocument9 pagesEffect of Area Ratio On Flow Separation in Annular Diffuser PDFArun GuptaNo ratings yet
- Airlift Pump TestsDocument13 pagesAirlift Pump TestsŠtefMašinskiNo ratings yet
- Usha IJFMTS 2020Document10 pagesUsha IJFMTS 202001988No ratings yet
- 2019 - IJFTE - Mehul CD NozzleDocument6 pages2019 - IJFTE - Mehul CD NozzleMehul BambhaniaNo ratings yet
- Journal of EEA, Vol. 28, 2011: Keywords: Centrifugal Pump, FLUENTDocument7 pagesJournal of EEA, Vol. 28, 2011: Keywords: Centrifugal Pump, FLUENTMohammed El-ShahatNo ratings yet
- Theoretical Analysis of The Effect of Water and Ethanol Injection On Axial Compressor InstabilitiesDocument9 pagesTheoretical Analysis of The Effect of Water and Ethanol Injection On Axial Compressor InstabilitiesPallav KantNo ratings yet
- Numerical Investigation of Parameters Affecting Discharge Line Pressure Pulsations in Hermetic Reciprocating CompressorsDocument9 pagesNumerical Investigation of Parameters Affecting Discharge Line Pressure Pulsations in Hermetic Reciprocating CompressorsGokuNo ratings yet
- Numerical Simulation of Centrifugal Blower Using CFX: Yogesh R. Pathak Beena D. Baloni Dr.S.A.ChanniwalaDocument6 pagesNumerical Simulation of Centrifugal Blower Using CFX: Yogesh R. Pathak Beena D. Baloni Dr.S.A.ChanniwalaSugianto BarusNo ratings yet
- Kaeser Compressors ASD 37 T - ME Dept OwnedDocument11 pagesKaeser Compressors ASD 37 T - ME Dept Ownedeldwin_dj7216100% (1)
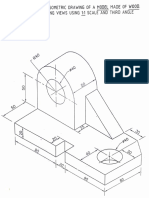
- Projection: Draw The Following Views Using 11 Scale and Third AngleDocument1 pageProjection: Draw The Following Views Using 11 Scale and Third Angleeldwin_dj7216No ratings yet
- Northvale Steam Ejector Basics. 1Document16 pagesNorthvale Steam Ejector Basics. 1eldwin_dj7216No ratings yet
- GEA Steam-Jet-Vacuum-Pumps Brochure EN tcm11-22950 PDFDocument8 pagesGEA Steam-Jet-Vacuum-Pumps Brochure EN tcm11-22950 PDFeldwin_dj7216No ratings yet
- Lid Driven Cavity Flow OK Final EldwinDocument33 pagesLid Driven Cavity Flow OK Final Eldwineldwin_dj7216No ratings yet
- Radiative Heat Transfer ProblemsDocument10 pagesRadiative Heat Transfer Problemseldwin_dj7216No ratings yet
- Comparison of Turbulence Models On 2D Backward Facing StepDocument16 pagesComparison of Turbulence Models On 2D Backward Facing Stepeldwin_dj7216No ratings yet
- Heat Transfer PHD Qualifying ExamDocument13 pagesHeat Transfer PHD Qualifying Exameldwin_dj7216No ratings yet
- JMST Journal EldwinDocument10 pagesJMST Journal Eldwineldwin_dj7216No ratings yet
- ELDWIN Term Paper Boundary Layer Flow of A Nanofluid Over A Stretching SurfaceDocument15 pagesELDWIN Term Paper Boundary Layer Flow of A Nanofluid Over A Stretching Surfaceeldwin_dj7216No ratings yet
- 2D Airfoil Meshing Tutorial in ICEM CFDDocument11 pages2D Airfoil Meshing Tutorial in ICEM CFDsvkindiaNo ratings yet
- 2011 Sanjeeva - Ding - Ref - Stability of Nano Fluids in Quiescent and Shear Flow FieldsDocument6 pages2011 Sanjeeva - Ding - Ref - Stability of Nano Fluids in Quiescent and Shear Flow Fieldseldwin_dj7216No ratings yet
- Mathematics Extension 2 HSC LevelDocument250 pagesMathematics Extension 2 HSC LevelkalstarNo ratings yet
- Lempor Ejector Calculator Beta 1.1Document21 pagesLempor Ejector Calculator Beta 1.1myungkwan haNo ratings yet
- SEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Document16 pagesSEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Coke Ker JetspeedNo ratings yet
- Catalago de AspiradoresDocument20 pagesCatalago de AspiradoresGomez, Francisco (AJR)No ratings yet
- Spares On LocationDocument10 pagesSpares On LocationmoorpvrNo ratings yet
- SDDto) - Ok3Document78 pagesSDDto) - Ok3zainudin simonNo ratings yet
- BombasDocument8 pagesBombasRoger Quevedo MachucaNo ratings yet
- Transformer Oil Filling ProcedureDocument3 pagesTransformer Oil Filling ProcedurenikoNo ratings yet
- OPC Basic & Super Sturdy, Compact Flux Recovery SystemsDocument2 pagesOPC Basic & Super Sturdy, Compact Flux Recovery SystemsARRAMINo ratings yet
- Steam Power Plant Engineering 1917 PDFDocument1,090 pagesSteam Power Plant Engineering 1917 PDFAlder Chavarria MercadoNo ratings yet
- Costs of EqpmentsDocument7 pagesCosts of EqpmentsNishithNo ratings yet
- 0040 10 - R1Document39 pages0040 10 - R1tinhNo ratings yet
- Ferti JetDocument19 pagesFerti JetCèsar Daniel Linares QuirozNo ratings yet
- Delphi Injector Test Plans 9 WebDocument26 pagesDelphi Injector Test Plans 9 WebAdrian MacayaNo ratings yet
- A Verification Study of Steam-Ejector Refrigeration ModelDocument8 pagesA Verification Study of Steam-Ejector Refrigeration Model고현No ratings yet
- Serie 092 RTC CouplingsDocument4 pagesSerie 092 RTC CouplingsHIDRAFLUIDNo ratings yet
- 2SH-LQ Eductors Liquid Dry Solids BrochureDocument8 pages2SH-LQ Eductors Liquid Dry Solids BrochuresaeedNo ratings yet
- 6R80 Drain and RefillDocument10 pages6R80 Drain and RefillPriscilla Kelly Freitas dos SantosNo ratings yet
- Dux Td26 AljibeDocument2 pagesDux Td26 AljibeKeiler CarvalhoNo ratings yet
- Catalog-F8.1-00-Full Akron BrassDocument260 pagesCatalog-F8.1-00-Full Akron BrassNelson Jose Cruz GonzalezNo ratings yet
- S10K Chlorinator EvoquaDocument4 pagesS10K Chlorinator EvoquameloszNo ratings yet
- Product Range: Pump PerformanceDocument32 pagesProduct Range: Pump PerformanceFlorin StarpituNo ratings yet
- Instruction: S2313 Dental Unit With ChairDocument15 pagesInstruction: S2313 Dental Unit With Chairdiego pacheco0% (1)
- Appendix A. Graphical Symbols For Piping Systems and PlantDocument10 pagesAppendix A. Graphical Symbols For Piping Systems and PlantMaidy LorenaNo ratings yet
- The Defining Series - Jet Pumps - SLB PDFDocument8 pagesThe Defining Series - Jet Pumps - SLB PDFnoha azamaliNo ratings yet
- Hydraulic Nut 2009Document6 pagesHydraulic Nut 2009mstevkaNo ratings yet
- Ad45B Underground Articulated Truck Hydraulic, Braking & Steering System SchematicDocument1 pageAd45B Underground Articulated Truck Hydraulic, Braking & Steering System SchematicAntonio Saraguro SotoNo ratings yet
- Tugas GitaDocument4 pagesTugas GitaGita JohannesSaragihNo ratings yet