You might also like
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
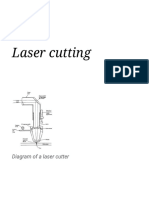
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Seminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringDocument8 pagesSeminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringPrimož BrglezNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- Raxx SeminarDocument2 pagesRaxx Seminarrakesh0% (1)
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Lazer Cutting: Dr. Öğr. Üyesi Cevat ÖZARPADocument30 pagesLazer Cutting: Dr. Öğr. Üyesi Cevat ÖZARPAMetin AYDINNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- What Is Hole Punching? What Is Drilling?Document6 pagesWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesNo ratings yet
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- Sheet Metal Cutting PDFDocument2 pagesSheet Metal Cutting PDFRakhesh ManchiNo ratings yet
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemSamo FelicijanNo ratings yet
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniNo ratings yet
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemAbhishek Mohite100% (2)
- LBMDocument25 pagesLBMwisejackNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
- MetoooooooooooooooooooDocument10 pagesMetoooooooooooooooooooHopedejene DejeneNo ratings yet
- Ultrasonic, Laser, Plasma, Waterjet CuttingDocument61 pagesUltrasonic, Laser, Plasma, Waterjet CuttingNiveditaKumariNo ratings yet
- LaserCutting RTantraDocument29 pagesLaserCutting RTantraYandapalli Sai ramNo ratings yet
- Fabrication of Microchannels: (Flow Boiling Heat Transfer in Microchannels)Document3 pagesFabrication of Microchannels: (Flow Boiling Heat Transfer in Microchannels)Harshit AgrahariNo ratings yet
- LaserDocument6 pagesLaserhmoa2050No ratings yet
- Laser Beam MachiningDocument3 pagesLaser Beam MachiningpankajNo ratings yet
- LBM EBM NotesDocument36 pagesLBM EBM NotesFRANCIS THOMASNo ratings yet
- Thesis On Laser CuttingDocument8 pagesThesis On Laser Cuttingtonyacartererie100% (2)
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- Whats A Fiber Laser Cutting MachineDocument14 pagesWhats A Fiber Laser Cutting MachineЕнот ЕнотовичNo ratings yet
- LaserCutting RTantraDocument27 pagesLaserCutting RTantraAhmad ZainiNo ratings yet
- MSE LaserDocument3 pagesMSE LaserJM MyrtesNo ratings yet
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- Laser Beam WeldingDocument17 pagesLaser Beam WeldingSwati AgarwalNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- AMT Module 4 1Document33 pagesAMT Module 4 1Pranav MgNo ratings yet
- Laser CuttingDocument13 pagesLaser CuttingSatish KumarNo ratings yet
- About Laser CuttingDocument1 pageAbout Laser CuttingCicko MickoNo ratings yet
- DFL 7000Document8 pagesDFL 7000Xin Chen100% (1)
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
- LaserDocument32 pagesLaserNanda Kishore ReddyNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- Pedal Operated HacksawDocument37 pagesPedal Operated HacksawChowdari100% (1)
- Laser Beam Machining Definition Working Process Principle Advantages Disadvantages Application NotesDocument4 pagesLaser Beam Machining Definition Working Process Principle Advantages Disadvantages Application NotesMD Al-AminNo ratings yet
- Laser Beam Machining Research PaperDocument5 pagesLaser Beam Machining Research Paperfv55wmg4100% (1)
- Intelligent System For Railway Platforms: SynopsisDocument2 pagesIntelligent System For Railway Platforms: SynopsisumasreeNo ratings yet
- Abstract PDFDocument5 pagesAbstract PDFumasreeNo ratings yet
- Automatic Control of Railway Gate Using Magnetic SwitchesDocument1 pageAutomatic Control of Railway Gate Using Magnetic SwitchesumasreeNo ratings yet
- Gi Fi DocumentationDocument20 pagesGi Fi Documentationbhanu teja100% (1)
- Construction of Residential Building PDFDocument39 pagesConstruction of Residential Building PDFumasree40% (5)
- Gayathri GSM 2 (1) FinalDocument1 pageGayathri GSM 2 (1) FinalumasreeNo ratings yet
- Gayathri GSM 2 (1) FinalDocument66 pagesGayathri GSM 2 (1) FinalumasreeNo ratings yet
- IntroductionDocument69 pagesIntroductionumasreeNo ratings yet
- Innovative Hidden Things Locator Using Wireless TechnologyDocument1 pageInnovative Hidden Things Locator Using Wireless TechnologyumasreeNo ratings yet
- Philippine First Insurance V HartiganDocument3 pagesPhilippine First Insurance V HartiganAlexander Genesis DungcaNo ratings yet
- Danais 150 ActuadoresDocument28 pagesDanais 150 Actuadoresedark2009No ratings yet
- COMMUNICATIONS Formulas and ConceptsDocument24 pagesCOMMUNICATIONS Formulas and ConceptsAllan Paul Lorenzo Abando76% (17)
- A88438-23 Critical Procedure 11-01 - Pipeline Cut Outs - A5X9W9Document7 pagesA88438-23 Critical Procedure 11-01 - Pipeline Cut Outs - A5X9W9mahmoudNo ratings yet
- 032017Document107 pages032017Aditya MakwanaNo ratings yet
- ANNEX C LIST OF EXCEPTIONS (Non-Disslosure of Information)Document3 pagesANNEX C LIST OF EXCEPTIONS (Non-Disslosure of Information)ryujinxxcastorNo ratings yet
- Finman General Assurance Corporation Vs - The Honorable Court of AppealsDocument2 pagesFinman General Assurance Corporation Vs - The Honorable Court of AppealsNorie De los ReyesNo ratings yet
- Sparse ArrayDocument2 pagesSparse ArrayzulkoNo ratings yet
- Cyclical Iterative Design Process, Learning From ExperienceDocument7 pagesCyclical Iterative Design Process, Learning From ExperiencemartinsmitNo ratings yet
- Engineering Materials-Istanbul .Technical UniversityDocument40 pagesEngineering Materials-Istanbul .Technical UniversitybuggrraaNo ratings yet
- Kudla Vs PolandDocument4 pagesKudla Vs PolandTony TopacioNo ratings yet
- Shear Wall Design PDFDocument9 pagesShear Wall Design PDFjk.dasgupta100% (2)
- Factors Affecting The Rate of Chemical Reactions Notes Key 1Document3 pagesFactors Affecting The Rate of Chemical Reactions Notes Key 1api-292000448No ratings yet
- 819-5917-April 2021-Domestic Warranty Policy ManualDocument46 pages819-5917-April 2021-Domestic Warranty Policy ManualDean KershnerNo ratings yet
- Corporate Restructuring Companies Amendment Act 2021Document9 pagesCorporate Restructuring Companies Amendment Act 2021Najeebullah KardaarNo ratings yet
- Instructions: This Affidavit Should Be Executed by The PersonDocument1 pageInstructions: This Affidavit Should Be Executed by The PersonspcbankingNo ratings yet
- Far160 Pyq Feb2023Document8 pagesFar160 Pyq Feb2023nazzyusoffNo ratings yet
- Case Chart Complete (Business Law)Document29 pagesCase Chart Complete (Business Law)LimShuLingNo ratings yet
- Radix Sort - Wikipedia, The Free EncyclopediaDocument13 pagesRadix Sort - Wikipedia, The Free EncyclopediasbaikunjeNo ratings yet
- Template For Homework6Document2 pagesTemplate For Homework6Никола СтефановићNo ratings yet
- Pfmar SampleDocument15 pagesPfmar SampleJustin Briggs86% (7)
- Hex Bucket InspectionDocument1 pageHex Bucket InspectionSixto Guarniz AnticonaNo ratings yet
- Multiage Education in Small School SettingsDocument19 pagesMultiage Education in Small School SettingsMichelle Ronksley-PaviaNo ratings yet
- Chapter 9 Audit SamplingDocument47 pagesChapter 9 Audit SamplingYenelyn Apistar CambarijanNo ratings yet
- B&G 3DX LiteratureDocument2 pagesB&G 3DX LiteratureAnonymous 7xHNgoKE6eNo ratings yet
- Ibt - Module 2 International Trade - Theories Are: Classical and Are From The PerspectiveDocument9 pagesIbt - Module 2 International Trade - Theories Are: Classical and Are From The PerspectiveLyca NegrosNo ratings yet
- Cyber Law: Submitted byDocument8 pagesCyber Law: Submitted bySonu MishraNo ratings yet
- 2023 Reso-01Document3 pages2023 Reso-01John Mark Mercado JubelagNo ratings yet
- Enabling Trade Report 2013, World Trade ForumDocument52 pagesEnabling Trade Report 2013, World Trade ForumNancy Islam100% (1)
- A Comprehensive Review On Renewable and Sustainable Heating Systems For Poultry FarmingDocument22 pagesA Comprehensive Review On Renewable and Sustainable Heating Systems For Poultry FarmingPl TorrNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- Tensor Technology Guide: Tensor Ring Benefits and UsesFrom EverandTensor Technology Guide: Tensor Ring Benefits and UsesRating: 5 out of 5 stars5/5 (2)
- General Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismFrom EverandGeneral Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismNo ratings yet
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- Epidemiology and Demography in Public HealthFrom EverandEpidemiology and Demography in Public HealthJaphet KillewoRating: 5 out of 5 stars5/5 (1)
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Handbook of Hazardous Chemical PropertiesFrom EverandHandbook of Hazardous Chemical PropertiesRating: 5 out of 5 stars5/5 (1)
- Environmental and Health and Safety Management: A Guide to ComplianceFrom EverandEnvironmental and Health and Safety Management: A Guide to ComplianceRating: 4 out of 5 stars4/5 (2)