You might also like
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Liebert Minimate2 1 1.5 Ton Technical Data Manual 00Document76 pagesLiebert Minimate2 1 1.5 Ton Technical Data Manual 00FernandoNo ratings yet
- Chapter 2 Evaporation PDFDocument54 pagesChapter 2 Evaporation PDFMaribel Moreno0% (2)
- EvaporationDocument37 pagesEvaporationVimal KumarNo ratings yet
- 1979 - Moult - Single Tray Rain Type PDFDocument5 pages1979 - Moult - Single Tray Rain Type PDFportolatinaNo ratings yet
- UntitledDocument17 pagesUntitledSanjay v.r v.rNo ratings yet
- Chapter 21: Evaporation - Principles, Types of EvaporatorsDocument7 pagesChapter 21: Evaporation - Principles, Types of EvaporatorssdfaNo ratings yet
- Energetics: Pharmaceutical Enzymes Kraft PulpingDocument6 pagesEnergetics: Pharmaceutical Enzymes Kraft Pulping박우진No ratings yet
- Evaporation and DehydrationDocument23 pagesEvaporation and DehydrationRogelyn JosolNo ratings yet
- Evaporator: How An Evaporator WorksDocument3 pagesEvaporator: How An Evaporator WorksJames VincentNo ratings yet
- Evaporators PDFDocument25 pagesEvaporators PDFMunibah AhsanNo ratings yet
- Energetics: Coffee Pharmaceutical Enzymes Kraft PulpingDocument6 pagesEnergetics: Coffee Pharmaceutical Enzymes Kraft Pulping박우진No ratings yet
- EvaporationDocument59 pagesEvaporationMonty KushwahaNo ratings yet
- Evaporation FullDocument57 pagesEvaporation FullMonty KushwahaNo ratings yet
- EvaporatorDocument7 pagesEvaporatormohitNo ratings yet
- Evaporator HistoryDocument7 pagesEvaporator History박우진No ratings yet
- Double Effect EvaporatorDocument10 pagesDouble Effect Evaporatorgeek3112100% (7)
- Vacuum Evaporators Mateo Torres.Document11 pagesVacuum Evaporators Mateo Torres.Jakson Mateo Torres GuerraNo ratings yet
- Sch1210 Heat Transfer Unit V Ii/Iv EvaporationDocument19 pagesSch1210 Heat Transfer Unit V Ii/Iv EvaporationLearning AspirationNo ratings yet
- Evaporator HistoryDocument7 pagesEvaporator History박우진No ratings yet
- Energetics: Solvents Desalination Zero Liquid Discharge Drinking WaterDocument6 pagesEnergetics: Solvents Desalination Zero Liquid Discharge Drinking Water박우진No ratings yet
- Prepared By: Hussein Maytham Saied: EvaporationDocument12 pagesPrepared By: Hussein Maytham Saied: Evaporationحسين ميثم سعيد مهديNo ratings yet
- Module Iii Refrigeration CycleDocument16 pagesModule Iii Refrigeration CycleDiether RigorNo ratings yet
- Evapn NotesDocument12 pagesEvapn NotesShubham bangarNo ratings yet
- FPE20306-2019 - Chapter 3 - Evaporation - TheoryDocument18 pagesFPE20306-2019 - Chapter 3 - Evaporation - TheoryAntonio MoncayoNo ratings yet
- KKKR3723 20182019 Utility Part 4 - EvaporationDocument56 pagesKKKR3723 20182019 Utility Part 4 - EvaporationPutriNo ratings yet
- EvaporatorsDocument1 pageEvaporatorsvijay kumar honnaliNo ratings yet
- Upload: Login SignupDocument16 pagesUpload: Login SignupSeid AragawNo ratings yet
- Evaporator PresntationDocument22 pagesEvaporator Presntationzubi13100% (2)
- Evaporator Handbook 10003 01 08 2008 US PDFDocument68 pagesEvaporator Handbook 10003 01 08 2008 US PDFfatamorgganaNo ratings yet
- Evaporation: DKK3433 Unit Operation Dr. Syed Mohd Saufi 2012/2013-IDocument43 pagesEvaporation: DKK3433 Unit Operation Dr. Syed Mohd Saufi 2012/2013-IAzmiHafifiNo ratings yet
- 2 TECH TD Heat Exchanger Applications in Chemical IndustryDocument3 pages2 TECH TD Heat Exchanger Applications in Chemical IndustryHua Tien DungNo ratings yet
- CED Engineering-Cooling-Tower PDFDocument69 pagesCED Engineering-Cooling-Tower PDFSyed Shoeb100% (1)
- Chapter OneDocument23 pagesChapter OneAyuob ElsharefNo ratings yet
- Milk Factory Visit ReportDocument10 pagesMilk Factory Visit ReportshubhamrasalNo ratings yet
- Rising Film EvaporatorsDocument10 pagesRising Film EvaporatorsPelin Yazgan BirgiNo ratings yet
- Chapter OneDocument27 pagesChapter OneAyuob ElsharefNo ratings yet
- Heat and Mass TransferDocument23 pagesHeat and Mass TransferMaria Cecille Sarmiento GarciaNo ratings yet
- Evaporator HandbookDocument68 pagesEvaporator Handbookche_abdo100% (3)
- Evap DesignDocument16 pagesEvap DesignAhmed Ali100% (3)
- Cooling Tower 1Document69 pagesCooling Tower 1Hemchand MoreNo ratings yet
- Evaporator: Department of Chemical EngineeringDocument16 pagesEvaporator: Department of Chemical EngineeringspidyNo ratings yet
- 4 - Evaporation SDocument32 pages4 - Evaporation Sabdelsalam kasemNo ratings yet
- Utility Assignment: Reboiler Arranged By: I Made Vidya Prawira Satrio 21030117190076 Awindya Candrasmurti 21030117190176Document7 pagesUtility Assignment: Reboiler Arranged By: I Made Vidya Prawira Satrio 21030117190076 Awindya Candrasmurti 21030117190176I Made Vidya Prawira SatrioNo ratings yet
- Spray Dryer:: Pharmaceuticals Ethanol NitrogenDocument3 pagesSpray Dryer:: Pharmaceuticals Ethanol NitrogenAtal Khan PushtoonNo ratings yet
- Forced Circulation EvaporatorDocument8 pagesForced Circulation EvaporatorNIDHARSHANA S100% (2)
- Tipos de Evaporadores - HandbookDocument68 pagesTipos de Evaporadores - HandbookJonny Yana CruzNo ratings yet
- DesuperheaterDocument14 pagesDesuperheatervon18100% (1)
- Meat Technology Update: Refrigeration PrinciplesDocument4 pagesMeat Technology Update: Refrigeration PrinciplesDebasis Dasgupta100% (1)
- MOHAMED SABER AHMED ALI Air ConditionDocument4 pagesMOHAMED SABER AHMED ALI Air Conditionnwg6ssdm8rNo ratings yet
- Functioning of ChillersDocument22 pagesFunctioning of ChillersAnonymous b9fcR5No ratings yet
- Evaporation & Evaporators: Prepared By:-Kuldeep BhattDocument26 pagesEvaporation & Evaporators: Prepared By:-Kuldeep BhattKuldeep BhattNo ratings yet
- Refrigerator Air ConditionerDocument61 pagesRefrigerator Air ConditionerVijay GanapathyNo ratings yet
- EVAPORATORDocument8 pagesEVAPORATORyilma wendayehuNo ratings yet
- Fluidization Bed Column Lab ManualDocument10 pagesFluidization Bed Column Lab ManualAshish VermaNo ratings yet
- Steam Jet Refrigeration Cycle: Lecture - A, Week 4 Resource Person: Adeel QadirDocument11 pagesSteam Jet Refrigeration Cycle: Lecture - A, Week 4 Resource Person: Adeel QadirAbdul Hannan SandhuNo ratings yet
- Refrigeration With Hot and Cooled BoxDocument69 pagesRefrigeration With Hot and Cooled Boxkris_soneNo ratings yet
- Unit V EvaporationDocument23 pagesUnit V EvaporationpavijayaNo ratings yet
- VaporizorsDocument4 pagesVaporizorsMr NU KHANNo ratings yet
- Organic Chemistry Lab 3Document11 pagesOrganic Chemistry Lab 3Muhammad AbdullahNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Industrial Food Freezing Systems: - 18 - 35°C. Chapter 10 Has Frozen Storage Temperatures For SpeDocument6 pagesIndustrial Food Freezing Systems: - 18 - 35°C. Chapter 10 Has Frozen Storage Temperatures For SpeFlorin OnucNo ratings yet
- Refrigeretor and LatheDocument22 pagesRefrigeretor and LatheShreenivas ThakurNo ratings yet
- Simulation Studies On GAX Absorption Compression CoolerDocument7 pagesSimulation Studies On GAX Absorption Compression CooleralmadhagiNo ratings yet
- General Online QuestDocument80 pagesGeneral Online QuestPankaj PooniaNo ratings yet
- OKS Products Applications For Sugar IndustryDocument12 pagesOKS Products Applications For Sugar IndustryJako MishyNo ratings yet
- Refrigeration and Air Conditioning Sample PaperDocument52 pagesRefrigeration and Air Conditioning Sample PaperkregdNo ratings yet
- Waste Heat RecoveryDocument12 pagesWaste Heat RecoveryJafarNo ratings yet
- Refrigeration and Liquefaction: 9.1 The Carnot RefrigeratorDocument21 pagesRefrigeration and Liquefaction: 9.1 The Carnot RefrigeratorMohammad Farhan SNo ratings yet
- AixamDocument181 pagesAixamUnda AngelNo ratings yet
- Chapter 9 EvaporationDocument133 pagesChapter 9 EvaporationMinh Hiếu CaoNo ratings yet
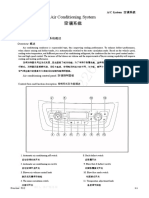
- 2 AC System空调系统Document55 pages2 AC System空调系统BorisNo ratings yet
- Automatic Controls For Industrial Refrigeration SystemsDocument112 pagesAutomatic Controls For Industrial Refrigeration SystemsTuấn NguyễnNo ratings yet
- Mto MCQDocument51 pagesMto MCQPrajwal ChavanNo ratings yet
- rs40 SpecDocument6 pagesrs40 SpecNur ImansyahNo ratings yet
- Picarro Isotopic Liquid Water Analyzer v2Document23 pagesPicarro Isotopic Liquid Water Analyzer v2jleonardocosaNo ratings yet
- Evaporator CalculationDocument3 pagesEvaporator CalculationMuhammad RiswanNo ratings yet
- Rotary Evaporators RE300 SeriesDocument6 pagesRotary Evaporators RE300 Seriesanita shindeNo ratings yet
- 1 Introduction of North Western Railway: 1 ITM/EE/2010/062Document55 pages1 Introduction of North Western Railway: 1 ITM/EE/2010/062hariom77777No ratings yet
- Air ConditioningDocument10 pagesAir ConditioningSurjit Kumar GandhiNo ratings yet
- Start-Up, Operation, and Maintenance Instructions: Safety ConsiderationsDocument44 pagesStart-Up, Operation, and Maintenance Instructions: Safety ConsiderationsBirendra ChhetryNo ratings yet
- Vapour Absorption Chiller (VAM) - Working Principle in DetailDocument14 pagesVapour Absorption Chiller (VAM) - Working Principle in DetailUPENNo ratings yet
- EWADC21C-XS (Optimized With Part Load Data)Document4 pagesEWADC21C-XS (Optimized With Part Load Data)Roger AklNo ratings yet
- Refrigeration and Air Conditioning Technology 72 6th AlllDocument30 pagesRefrigeration and Air Conditioning Technology 72 6th AlllZabed HossainNo ratings yet
- Ke2 Evaporatorefficiency: Theory of OperationDocument8 pagesKe2 Evaporatorefficiency: Theory of OperationHoàngViệtAnhNo ratings yet
- BiotechDocument486 pagesBiotechDertySulistyowatiNo ratings yet
- Liquid Cooler Deltatherm Model LT5VVDocument46 pagesLiquid Cooler Deltatherm Model LT5VVRodrigo Victor33% (3)
- Refrigeration and Air Conditioning Chapter8Document51 pagesRefrigeration and Air Conditioning Chapter8Richard Weimer100% (2)
- Liquid Distribution and Falling Film Wetting in Dairy EvaporatorsDocument227 pagesLiquid Distribution and Falling Film Wetting in Dairy Evaporatorsyadavmihir63No ratings yet