You might also like
- Acceptance Quality Limits and Visual Inspection PDFDocument27 pagesAcceptance Quality Limits and Visual Inspection PDFpooNo ratings yet
- Statical Sampling UpdatedDocument56 pagesStatical Sampling UpdatedPrashant PuriNo ratings yet
- Appian Training CurriculumDocument3 pagesAppian Training CurriculumKumarReddy100% (1)
- ch04 SupDocument15 pagesch04 SupAhmed AlsafiNo ratings yet
- Introduction To Acceptance SamplingDocument16 pagesIntroduction To Acceptance Samplingjsalu_khanNo ratings yet
- Acceptance SamplingDocument15 pagesAcceptance SamplingRicha Akhil100% (1)
- Acceptance SamplingDocument35 pagesAcceptance SamplingParas ThakurNo ratings yet
- 5c Acceptance SamplingDocument17 pages5c Acceptance SamplingDiyar NezarNo ratings yet
- Unit 05 Statistical Quality Control: Prof N D Sadaphal Mechanical Engg. DepartmentDocument42 pagesUnit 05 Statistical Quality Control: Prof N D Sadaphal Mechanical Engg. DepartmentAbhijeet RandhirNo ratings yet
- Acceptance Sampling SQCDocument41 pagesAcceptance Sampling SQCMahesh VaneNo ratings yet
- Chapter4 DJF51082Document20 pagesChapter4 DJF51082Fiq IFTNo ratings yet
- Acceptance Sampling PlanDocument14 pagesAcceptance Sampling PlanAbir Hasnat ZawadNo ratings yet
- Acceptance Sampling PDFDocument3 pagesAcceptance Sampling PDFhemberNo ratings yet
- Acceptance Sampling (As)Document36 pagesAcceptance Sampling (As)Joji JinaNo ratings yet
- Chapter 9 Appendix: Acceptance Sampling FundamentalsDocument11 pagesChapter 9 Appendix: Acceptance Sampling FundamentalsLaffineur EricNo ratings yet
- TQM Tools ExtraDocument30 pagesTQM Tools ExtraNusaNo ratings yet
- OperDocument13 pagesOperRahul AtodariaNo ratings yet
- Selecting Statistically Valid Sampling Plans: Dr. Wayne A. TaylorDocument15 pagesSelecting Statistically Valid Sampling Plans: Dr. Wayne A. Taylorpbp2956No ratings yet
- Basic Forms of Statistical Sampling For Quality ControlDocument59 pagesBasic Forms of Statistical Sampling For Quality ControlRahul VermaNo ratings yet
- What Is Acceptance Sampling?: Minitab 17 SupportDocument1 pageWhat Is Acceptance Sampling?: Minitab 17 Supportkevalpatel94291No ratings yet
- Sampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveDocument31 pagesSampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveBALAKRISHNANNo ratings yet
- Sampling PlanDocument34 pagesSampling PlanDevesh MauryaNo ratings yet
- Acceptance Sampling AtributDocument37 pagesAcceptance Sampling AtributRosiana RahmaNo ratings yet
- 12 Sampling Tech 4 - StudentDocument45 pages12 Sampling Tech 4 - StudentsoonvyNo ratings yet
- Introduction To Acceptance Sampling by MoinDocument42 pagesIntroduction To Acceptance Sampling by MoinRabia ZulqarnainNo ratings yet
- Lot-by-Lot Acceptance Sampling For AttributesDocument42 pagesLot-by-Lot Acceptance Sampling For Attributesmena remonNo ratings yet
- 5c. Acceptance SamplingDocument17 pages5c. Acceptance SamplingSagar ShahNo ratings yet
- ISOM 2700: Operations Management: Session 5. Quality Management II Acceptance Sampling & Six-SigmaDocument31 pagesISOM 2700: Operations Management: Session 5. Quality Management II Acceptance Sampling & Six-Sigmabwing yoNo ratings yet
- Introduction To Acceptance SamplingDocument16 pagesIntroduction To Acceptance SamplingVijay K SharmaNo ratings yet
- Ch04 Acceptance SamplingDocument7 pagesCh04 Acceptance SamplingvanuyenNo ratings yet
- OM - Session 24 Quality Control Lean MFGDocument70 pagesOM - Session 24 Quality Control Lean MFGSiddhant Singh100% (1)
- Oc CurveDocument10 pagesOc Curvemm2guyNo ratings yet
- 12 Sampling Tech 4Document82 pages12 Sampling Tech 4soonvy100% (1)
- Chapter 4 Supplement: Acceptance SamplingDocument15 pagesChapter 4 Supplement: Acceptance SamplingPradeepNo ratings yet
- Assignment 2Document8 pagesAssignment 2Sabyasachi ChowdhuryNo ratings yet
- Single Sampling Plan TheoryDocument5 pagesSingle Sampling Plan TheoryPraveen GYNo ratings yet
- Aoq (Average Outgoing QualityDocument16 pagesAoq (Average Outgoing Qualityrkshpanchal100% (1)
- SAA ReportDocument54 pagesSAA ReportSonny AguilarNo ratings yet
- Tutorial Sheet 2 1Document1 pageTutorial Sheet 2 1Jhansi ReddyNo ratings yet
- Acceptable Quality Level (AQL) Issues and ResolutionDocument8 pagesAcceptable Quality Level (AQL) Issues and ResolutionShawky HelalNo ratings yet
- WELD QUALITY VALIDATION 1352552132 Microtip Weld Quality Sample SizeDocument2 pagesWELD QUALITY VALIDATION 1352552132 Microtip Weld Quality Sample SizealbertoNo ratings yet
- Acceptance Sampling: Aro, Princess Jane Fonte, Ayessa Guce, Kristel Gail Narzabal, AshleyDocument24 pagesAcceptance Sampling: Aro, Princess Jane Fonte, Ayessa Guce, Kristel Gail Narzabal, AshleyJhonrick MagtibayNo ratings yet
- Lot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesDocument13 pagesLot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesMon LuffyNo ratings yet
- HW7 - Acceptance SamplingDocument1 pageHW7 - Acceptance Sampling林芷帆No ratings yet
- Lot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesDocument13 pagesLot-by-Lot Acceptance Sampling For Attributes: Earning BjectivesMon Luffy100% (1)
- 12 Z Quality SamplingDocument27 pages12 Z Quality SamplingDarsh MenonNo ratings yet
- Subject:: INDE8900-80-R-2020S Statistical Quality ControlDocument5 pagesSubject:: INDE8900-80-R-2020S Statistical Quality ControlSHARDUL JOSHINo ratings yet
- Process Structure and SPCDocument50 pagesProcess Structure and SPCekdanai.aNo ratings yet
- Section 7: Acceptance SamplingDocument52 pagesSection 7: Acceptance SamplingLakshmi KruthigaNo ratings yet
- For StudentsDocument3 pagesFor StudentsHassanNo ratings yet
- Sampling Plan: TQM Department SampleDocument5 pagesSampling Plan: TQM Department SampleQuality SecretNo ratings yet
- Lot-by-Lot Acceptance Sampling For Attributes: S S E SDocument7 pagesLot-by-Lot Acceptance Sampling For Attributes: S S E SSaddam HermansyahNo ratings yet
- Six Sigma Symbol: Bill Smith MotorolaDocument7 pagesSix Sigma Symbol: Bill Smith Motorolahansdeep479No ratings yet
- Acceptance Quality Levels: How To Use MIL-STD-105EDocument9 pagesAcceptance Quality Levels: How To Use MIL-STD-105EDaud YogasaraNo ratings yet
- Acceptance Sampling Update - AQL LTPDDocument13 pagesAcceptance Sampling Update - AQL LTPDBrandon YOU100% (1)
- TIME SERIES FORECASTING. ARIMAX, ARCH AND GARCH MODELS FOR UNIVARIATE TIME SERIES ANALYSIS. Examples with MatlabFrom EverandTIME SERIES FORECASTING. ARIMAX, ARCH AND GARCH MODELS FOR UNIVARIATE TIME SERIES ANALYSIS. Examples with MatlabNo ratings yet
- Control of Compressor Surge With Rotating Stall: Jan Van Helvoirt, Bram de Jager, Maarten SteinbuchDocument1 pageControl of Compressor Surge With Rotating Stall: Jan Van Helvoirt, Bram de Jager, Maarten Steinbuchinam vfNo ratings yet
- R S Aggarwal Solutions Class 11 Maths Chapter 15 Trigonometric or Circular FunctionsDocument131 pagesR S Aggarwal Solutions Class 11 Maths Chapter 15 Trigonometric or Circular FunctionsSaswat SinhaNo ratings yet
- Introduction To DSADocument11 pagesIntroduction To DSAdhiraj1223353No ratings yet
- Pen-Channel Flow: When You Finish Reading This Chapter, You Should Be Able ToDocument68 pagesPen-Channel Flow: When You Finish Reading This Chapter, You Should Be Able To李建道No ratings yet
- Oscilloscope HM 1004-: Manual - Handbuch - ManuelDocument31 pagesOscilloscope HM 1004-: Manual - Handbuch - ManuelSanyel SaitoNo ratings yet
- Deep Learning (R20A6610)Document46 pagesDeep Learning (R20A6610)barakNo ratings yet
- jPOS EEDocument67 pagesjPOS EEanand tmNo ratings yet
- Demo Plan FinalDocument52 pagesDemo Plan FinalSk MadhukarNo ratings yet
- Correlation vs. CausationDocument13 pagesCorrelation vs. CausationdanielmugaboNo ratings yet
- Optibelt OMEGA Product RangeDocument10 pagesOptibelt OMEGA Product Rangemoh ragehNo ratings yet
- Applying Perspectival Realism To Frequentist Statistics 02 - 04 - 2021Document38 pagesApplying Perspectival Realism To Frequentist Statistics 02 - 04 - 2021Capitano DrittoNo ratings yet
- VSM Blue)Document4 pagesVSM Blue)api-27411749No ratings yet
- High Efficacy of The German Multicenter ALL (GMALL) Protocol For Treatment of Adult Acute Lymphoblastic Leukemia (ALL) - A Single-Institution StudyDocument8 pagesHigh Efficacy of The German Multicenter ALL (GMALL) Protocol For Treatment of Adult Acute Lymphoblastic Leukemia (ALL) - A Single-Institution StudyAnonymous 9dVZCnTXSNo ratings yet
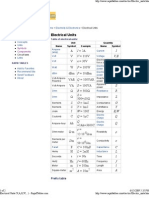
- Electrical UnitsDocument2 pagesElectrical Unitsevtoma100% (1)
- Manual Sitrans Fup1010Document46 pagesManual Sitrans Fup1010cchung147554No ratings yet
- Aashto - T240-13 RtfotDocument11 pagesAashto - T240-13 RtfotKUNCHE SAI ARAVIND SVNITNo ratings yet
- Study of RGB Color Classification Using Fuzzy LogicDocument6 pagesStudy of RGB Color Classification Using Fuzzy LogicBhavin GajjarNo ratings yet
- Pac3A Sect 600 EarthworksDocument66 pagesPac3A Sect 600 EarthworksazizuddinNo ratings yet
- Lesson Plan Limits of AccuracyDocument1 pageLesson Plan Limits of AccuracyJonathan Robinson100% (2)
- Adaptive-Fuzzy Logic Control of Robot Manipulators S. Commuri and F.L. LewisDocument6 pagesAdaptive-Fuzzy Logic Control of Robot Manipulators S. Commuri and F.L. LewisNguyễn Thanh TùngNo ratings yet
- The Mathematical Gazette Volume 86 Issue 507 2002 (Doi 10.2307 - 3621155) Nick Lord - 86.76 Maths Bite - Sides of Regular PolygonsDocument3 pagesThe Mathematical Gazette Volume 86 Issue 507 2002 (Doi 10.2307 - 3621155) Nick Lord - 86.76 Maths Bite - Sides of Regular PolygonsEduardo CostaNo ratings yet
- Pipe, Tb/TsDocument5 pagesPipe, Tb/TsFerdie UlangNo ratings yet
- BiyDaalt2+OpenMP - Ipynb - ColaboratoryDocument3 pagesBiyDaalt2+OpenMP - Ipynb - ColaboratoryAngarag G.No ratings yet
- The Need For DigitizationDocument7 pagesThe Need For DigitizationMariza AgustinaNo ratings yet
- Optimal Power Flow Considering System Security Using Loading FactorDocument4 pagesOptimal Power Flow Considering System Security Using Loading FactorNarendra YadavNo ratings yet
- Software Design and Development HSC NotesDocument77 pagesSoftware Design and Development HSC Notesjermaine jonesNo ratings yet
- SSP 639 - Audi 10l 3 Cylinder TFSI Engine EA211 SeriesDocument36 pagesSSP 639 - Audi 10l 3 Cylinder TFSI Engine EA211 SeriesFran Rosales Tovar100% (3)
- Vastu ShastraDocument36 pagesVastu ShastraAnjanaya Lamani0% (1)
- Présentation AFAME - SESARDocument3 pagesPrésentation AFAME - SESARsystex2No ratings yet