You might also like
- Mastertop 1240: Epoxy Based High Strength Mortar Flooring SystemDocument2 pagesMastertop 1240: Epoxy Based High Strength Mortar Flooring Systemdilshad khanNo ratings yet
- Carboguard 1209: Selection & Specification DataDocument4 pagesCarboguard 1209: Selection & Specification DataQuy Dom100% (2)
- Basf Mastertop 1240 Tds PDFDocument2 pagesBasf Mastertop 1240 Tds PDFHari HaranNo ratings yet
- Acrilem ST190: Product DescriptionDocument2 pagesAcrilem ST190: Product DescriptionMachidon OanaNo ratings yet
- 4-Gl3B-09668 Hi-Grip 100 Gloss White Ap972 Extra Permanent Wk135Document1 page4-Gl3B-09668 Hi-Grip 100 Gloss White Ap972 Extra Permanent Wk135Camilo ObandoNo ratings yet
- Concrete Repair - Pinhole and Reprofile 1-5mm 20mpa SodamcoDocument2 pagesConcrete Repair - Pinhole and Reprofile 1-5mm 20mpa SodamcoVincent JavateNo ratings yet
- Carboguard 60: Selection & Specification DataDocument5 pagesCarboguard 60: Selection & Specification DataDuongthithuydungNo ratings yet
- Sipthan 360Document1 pageSipthan 360MohammedNo ratings yet
- Basf Mastertop 1205 Tds PDFDocument3 pagesBasf Mastertop 1205 Tds PDFEn CivilNo ratings yet
- Carbothane 834 PDSDocument2 pagesCarbothane 834 PDSMuhammad RizwanNo ratings yet
- Carbothane 133 FLV PDSDocument2 pagesCarbothane 133 FLV PDSHomer SilvaNo ratings yet
- Interpon D1000 Sable TDSDocument2 pagesInterpon D1000 Sable TDSRashid MohammedNo ratings yet
- Weberep 360 FFRDocument2 pagesWeberep 360 FFRBasemNo ratings yet
- Therma HRCDocument2 pagesTherma HRCazam RazzaqNo ratings yet
- Product Data: Carboguard 190 HDocument2 pagesProduct Data: Carboguard 190 HClarkFedele27100% (1)
- Product TestingDocument1 pageProduct Testingj.saiyathNo ratings yet
- Ultra Spec EXT: Satin Finish N448Document2 pagesUltra Spec EXT: Satin Finish N448CA QBNo ratings yet
- GP 3579Document2 pagesGP 3579RMSPANo ratings yet
- UMA Advanced Technology Primer Sealer Bonder (White) : Technical Data XIM-03Document2 pagesUMA Advanced Technology Primer Sealer Bonder (White) : Technical Data XIM-03Jonathan ArboledaNo ratings yet
- Mastertop 1205: Two Component Solvent Free High Build Epoxy Floor CoatingDocument3 pagesMastertop 1205: Two Component Solvent Free High Build Epoxy Floor CoatingFrancois-No ratings yet
- Carbothane 134 HG PDSDocument4 pagesCarbothane 134 HG PDSAnhera enterpriseNo ratings yet
- Sikafloor - 359 SGDocument6 pagesSikafloor - 359 SGKamagara Roland AndrewNo ratings yet
- Mara® Flex FXDocument4 pagesMara® Flex FXTomek OsuchNo ratings yet
- Pionite Standard Laminate Tech Bulletin 6.2020Document4 pagesPionite Standard Laminate Tech Bulletin 6.2020rfrankivNo ratings yet
- Entrance Collection Product Brochure 1Document7 pagesEntrance Collection Product Brochure 1mehdiNo ratings yet
- Ritrama Spec Sheet-PVC Matt ClearDocument1 pageRitrama Spec Sheet-PVC Matt ClearPedrock BragaNo ratings yet
- Mastertop 1221 A PDFDocument3 pagesMastertop 1221 A PDFFrancois-No ratings yet
- Carboguard 1340 PDSDocument4 pagesCarboguard 1340 PDSSaefuddin OrtegaNo ratings yet
- Carbothane 134 HS PDSDocument4 pagesCarbothane 134 HS PDSQuy RomNo ratings yet
- GP3579 General Polymers Floors: Standard Epoxy Primer/ BinderDocument2 pagesGP3579 General Polymers Floors: Standard Epoxy Primer/ BinderEfrain Israel Arroyo AlaniaNo ratings yet
- Carboguard 193: Selection & Specification DataDocument4 pagesCarboguard 193: Selection & Specification DataGraciele SantosNo ratings yet
- A/D Firefilm Iii C: Selection & Specification DataDocument5 pagesA/D Firefilm Iii C: Selection & Specification DatavasotermiNo ratings yet
- Thermaline 4900Document2 pagesThermaline 4900Khemaraj PathNo ratings yet
- Carbothane 134Document2 pagesCarbothane 134ClarkFedele27No ratings yet
- MultimediaDocument4 pagesMultimediaabdulrahimtahir100No ratings yet
- Topaz SG Emulsion: Product CharacteristicsDocument3 pagesTopaz SG Emulsion: Product CharacteristicsMohammad AltabbalNo ratings yet
- Thermo-Sorb: Selection & Specification DataDocument5 pagesThermo-Sorb: Selection & Specification DatawescNo ratings yet
- BASF MasterTop 1205 Data SheetDocument3 pagesBASF MasterTop 1205 Data SheetAhmed AssafNo ratings yet
- LANCO™ TF 1780 Lanco™ TF 1780 Ef: ApplicationsDocument2 pagesLANCO™ TF 1780 Lanco™ TF 1780 Ef: ApplicationsHai NguyenNo ratings yet
- Sikafloor® 161Document5 pagesSikafloor® 161SaadNo ratings yet
- Bipigard ST Cte Black PDFDocument2 pagesBipigard ST Cte Black PDFKhirod KroutNo ratings yet
- Carbothane 134 HG PDSDocument4 pagesCarbothane 134 HG PDSTeknik produksi wikonNo ratings yet
- Carboguard 893 SG PDSDocument4 pagesCarboguard 893 SG PDSTrịnh Minh KhoaNo ratings yet
- Carboguard 890 EF PDS 9-06Document2 pagesCarboguard 890 EF PDS 9-06Ckaal74No ratings yet
- Carbothane 134 HG PDSDocument2 pagesCarbothane 134 HG PDSKhemaraj Path100% (1)
- Carboguard 890 GFDocument4 pagesCarboguard 890 GFDuongthithuydungNo ratings yet
- Macal® 8200 Pro: Technical Data SheetDocument2 pagesMacal® 8200 Pro: Technical Data SheetMOHAMEDNo ratings yet
- Interpon D1036 LSA Cool CoatingsDocument3 pagesInterpon D1036 LSA Cool Coatings120120120120No ratings yet
- Level Concrete Floors with FS80 ScreedDocument2 pagesLevel Concrete Floors with FS80 ScreedEngineer Gul ZamanNo ratings yet
- Carbothane 134 HG PDSDocument2 pagesCarbothane 134 HG PDSfazeel mohammedNo ratings yet
- Carboxane 2000 PDSDocument4 pagesCarboxane 2000 PDSBERSE MAJU INDONESIANo ratings yet
- Masteremaco P 5000: Single Component, Cement Based, Multi-Use, Bonding and Active Protective PrimerDocument2 pagesMasteremaco P 5000: Single Component, Cement Based, Multi-Use, Bonding and Active Protective PrimerMuhammad Fadhil ImansyahNo ratings yet
- Carbothane 134 HS PDSDocument4 pagesCarbothane 134 HS PDSDuongthithuydungNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDSAchraf BoudayaNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- 3rd-Temadur 20Document2 pages3rd-Temadur 20Erikas KulpinasNo ratings yet
- Technical Data Sheet - 7 Series 3Document1 pageTechnical Data Sheet - 7 Series 3Mithun KNo ratings yet
- MasterTop 1205Document71 pagesMasterTop 1205Ahmad ElghazolyNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Reyes SpecsDocument3 pagesReyes SpecsChester AtienzaNo ratings yet
- Bill of Materials: Charmaine Uy BalladoDocument2 pagesBill of Materials: Charmaine Uy BalladoChester AtienzaNo ratings yet
- Longitudinal Section Thru A' - A': Proposed Condo Interior Fit-Out Ariel OgaDocument1 pageLongitudinal Section Thru A' - A': Proposed Condo Interior Fit-Out Ariel OgaChester AtienzaNo ratings yet
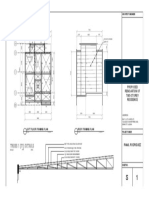
- Truss 1 (T1) Details: Proposed Renovation of Two-Storey ResidenceDocument1 pageTruss 1 (T1) Details: Proposed Renovation of Two-Storey ResidenceChester AtienzaNo ratings yet
- 2 STOREY Front Elev PDFDocument1 page2 STOREY Front Elev PDFChester AtienzaNo ratings yet
- S-5 1Document1 pageS-5 1Chester AtienzaNo ratings yet
- Rodriguez Renov A2Document1 pageRodriguez Renov A2Chester AtienzaNo ratings yet
- BPI Banko Sta RosaDocument1 pageBPI Banko Sta RosaChester AtienzaNo ratings yet
- FENCE A1 Drawing of A FenceDocument1 pageFENCE A1 Drawing of A FenceChester AtienzaNo ratings yet
- Rodriguez Renov El-PlDocument1 pageRodriguez Renov El-PlChester AtienzaNo ratings yet
- Fence A2Document1 pageFence A2Chester AtienzaNo ratings yet
- ELEVATIONSDocument1 pageELEVATIONSChester AtienzaNo ratings yet
- Perspective: Vicinity Map Location MapDocument1 pagePerspective: Vicinity Map Location MapChester AtienzaNo ratings yet
- Check Front Fence Height Elevation PlanDocument1 pageCheck Front Fence Height Elevation PlanChester AtienzaNo ratings yet
- RENOVATION NEW - 1modelDocument1 pageRENOVATION NEW - 1modelChester AtienzaNo ratings yet
- Uapsac0B: Toilet Female Kitchen Excluded Portion Toilet Female Kitchen Excluded PortionDocument1 pageUapsac0B: Toilet Female Kitchen Excluded Portion Toilet Female Kitchen Excluded PortionChester AtienzaNo ratings yet
- Fan coil unit equipment specificationDocument1 pageFan coil unit equipment specificationChester AtienzaNo ratings yet
- Atherton A2Document1 pageAtherton A2Chester AtienzaNo ratings yet
- Proposed Two-Storey Residential Mr. & Mrs. Julius Cesar ClaravallDocument1 pageProposed Two-Storey Residential Mr. & Mrs. Julius Cesar ClaravallChester AtienzaNo ratings yet
- Details of Wall Footing: Proposed Two-Storey Residential Mr. & Mrs. Julius Cesar ClaravallDocument1 pageDetails of Wall Footing: Proposed Two-Storey Residential Mr. & Mrs. Julius Cesar ClaravallChester AtienzaNo ratings yet
- A. Pictures PDFDocument31 pagesA. Pictures PDFMichael Francis RamosNo ratings yet
- Raul Ty Revised A3Document1 pageRaul Ty Revised A3Chester AtienzaNo ratings yet
- UAP Doc 210 Logbook of Diversified ExperienceDocument6 pagesUAP Doc 210 Logbook of Diversified ExperienceDaisy IbiasNo ratings yet
- AsfafsaDocument1 pageAsfafsaChester AtienzaNo ratings yet
- ELEVATIONSDocument1 pageELEVATIONSChester AtienzaNo ratings yet
- Architects Guidelines PDFDocument63 pagesArchitects Guidelines PDFnle_16948No ratings yet
- NBC PD1096 Rule VII Annotated)Document86 pagesNBC PD1096 Rule VII Annotated)raegab92% (24)
- A B C A B C A B C: Propose Two-Storey Residence ExpansionDocument1 pageA B C A B C A B C: Propose Two-Storey Residence ExpansionChester AtienzaNo ratings yet
- Liceralde A1 PDFDocument1 pageLiceralde A1 PDFChester AtienzaNo ratings yet
- Mechanical Characterization of 3D Printable Concrete PDFDocument12 pagesMechanical Characterization of 3D Printable Concrete PDFManu K MohanNo ratings yet
- ICT - PPTX (Repaired)Document290 pagesICT - PPTX (Repaired)Samuel Benson Sesay100% (1)
- Scientific American 1962-02-01Document196 pagesScientific American 1962-02-01Ezequiel BrasilNo ratings yet
- Kingstar Lighting InductionDocument8 pagesKingstar Lighting Inductionapi-194673166No ratings yet
- E-ECU, I/O List: Service InformationDocument3 pagesE-ECU, I/O List: Service Informationxuan100% (3)
- Arcor - enDocument2 pagesArcor - enIker MelladoNo ratings yet
- Rhino MocksDocument3 pagesRhino MocksVenkateswararao KonjetiNo ratings yet
- (BS 5955-8-2001) - Plastics Pipework (Thermoplastics Materials) - Specification For The Installation of Thermoplastic Pipes and Associated Fittings For Use in Domestic HoDocument14 pages(BS 5955-8-2001) - Plastics Pipework (Thermoplastics Materials) - Specification For The Installation of Thermoplastic Pipes and Associated Fittings For Use in Domestic HojohnNo ratings yet
- Credits: 112 Out of 133 CGPA: 6.21: Regd. NO: 18NH1A0316 Student Name: Nagidi Hijkiya RajuDocument1 pageCredits: 112 Out of 133 CGPA: 6.21: Regd. NO: 18NH1A0316 Student Name: Nagidi Hijkiya RajuKattula Anil kumarNo ratings yet
- EMCP II Testing and AdjustmentDocument208 pagesEMCP II Testing and AdjustmentAllen AnyayahanNo ratings yet
- WWW - Batstate-U.edu - PH Tel. No. (043) 425-0139 Loc. 118: College of Engineering, Architecture and Fine ArtsDocument3 pagesWWW - Batstate-U.edu - PH Tel. No. (043) 425-0139 Loc. 118: College of Engineering, Architecture and Fine ArtsArjay QuinichoNo ratings yet
- Piping Arrangement - Conventional Oil Tanker BasicsDocument11 pagesPiping Arrangement - Conventional Oil Tanker BasicsEmon Anowar100% (1)
- Buckling Experiments - Experimental Methods in Buckling of Thin-Walled StructureDocument1,120 pagesBuckling Experiments - Experimental Methods in Buckling of Thin-Walled StructureEJOUMALENo ratings yet
- Westar-C Press KitDocument8 pagesWestar-C Press KitBob AndrepontNo ratings yet
- Syegon Leaflet 2012Document2 pagesSyegon Leaflet 2012kanteron6443No ratings yet
- Guideline For Grade and Compensation FitmentDocument5 pagesGuideline For Grade and Compensation FitmentVijit MisraNo ratings yet
- Comparing Virtualization Platforms - PowerVM and VMWareDocument26 pagesComparing Virtualization Platforms - PowerVM and VMWareBart SimsonNo ratings yet
- Application Letter PointDocument4 pagesApplication Letter PointAlmer SudhiartaNo ratings yet
- D4B805D88AC-Generic Scan Tool PDFDocument1,000 pagesD4B805D88AC-Generic Scan Tool PDFandrew smith100% (1)
- Solar Electricity Handbook 2017 EditionDocument212 pagesSolar Electricity Handbook 2017 Editionandreipopa8467% (6)
- Hull Survey MethodsDocument21 pagesHull Survey MethodsSanta Clara100% (2)
- Flex Wing Rotary Cutter (John Deere) MX15-HX15-HX20-CX15-CX20 Operator's ManualDocument100 pagesFlex Wing Rotary Cutter (John Deere) MX15-HX15-HX20-CX15-CX20 Operator's ManualJoe ZhaoNo ratings yet
- Belt Conveyor Systems and ComponentsDocument87 pagesBelt Conveyor Systems and Componentskasim leeNo ratings yet
- CAP Regulation 100-1 - 08/21/2000Document16 pagesCAP Regulation 100-1 - 08/21/2000CAP History LibraryNo ratings yet
- Terex TSL 210 Compact Track Loader - Ebook SpecsDocument2 pagesTerex TSL 210 Compact Track Loader - Ebook SpecsMico EquipmentNo ratings yet
- Drilling Catalog 2013 Kyocera PDFDocument106 pagesDrilling Catalog 2013 Kyocera PDFTuấn NguyễnNo ratings yet
- PMT Hps 34 VF 03 23 Mag3000 SpecificationsDocument17 pagesPMT Hps 34 VF 03 23 Mag3000 Specificationswika mepNo ratings yet
- Data Sheet Hellenic 185mm 4 CoreDocument3 pagesData Sheet Hellenic 185mm 4 CoreNitesh GuptaNo ratings yet
- Maya Shortcut KeysDocument7 pagesMaya Shortcut KeysYogesh RathiNo ratings yet
- Login Example Using Spring MVC 3.0Document14 pagesLogin Example Using Spring MVC 3.0harithasrinivasanNo ratings yet