You might also like
- Electrochemical Water Treatment Methods: Fundamentals, Methods and Full Scale ApplicationsFrom EverandElectrochemical Water Treatment Methods: Fundamentals, Methods and Full Scale ApplicationsRating: 3.5 out of 5 stars3.5/5 (4)
- Industrial Wastewater Treatment, Recycling and ReuseFrom EverandIndustrial Wastewater Treatment, Recycling and ReuseRating: 4 out of 5 stars4/5 (7)
- Design of Anaerobic Wastewater Treatment Processes - 5th EditionDocument24 pagesDesign of Anaerobic Wastewater Treatment Processes - 5th EditionTheeva RajNo ratings yet
- Dairy Etp CalculationsDocument7 pagesDairy Etp CalculationsSagar Apte100% (2)
- Revised Material Balance of Waste Water Treatment PlantDocument28 pagesRevised Material Balance of Waste Water Treatment Plantjobya_4100% (1)
- Land-Rover Vs Lucas Cross-ReferenceDocument13 pagesLand-Rover Vs Lucas Cross-ReferenceFernando Neves RamosNo ratings yet
- Methods For UASB Reactor DesignDocument5 pagesMethods For UASB Reactor Designecotechconsultants100% (1)
- Daf PDFDocument10 pagesDaf PDFHRK65No ratings yet
- Techno Feasibility Report LAIL 1 PDFDocument28 pagesTechno Feasibility Report LAIL 1 PDFGarad MadhukarNo ratings yet
- Tubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDocument6 pagesTubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDileep C DileepNo ratings yet
- UASB Upflow Anaerobic Sludge Blanket Process V2Document18 pagesUASB Upflow Anaerobic Sludge Blanket Process V2Khang TrầnNo ratings yet
- UASB-Process Design For Various Types of WastewatersDocument21 pagesUASB-Process Design For Various Types of WastewatersapitbhuNo ratings yet
- Activated Sسمعيلثludge Calculation SheetDocument14 pagesActivated Sسمعيلثludge Calculation SheetYasser Fathy Aly100% (1)
- The F To M RatioDocument6 pagesThe F To M Ratiojokish100% (2)
- Aeration and Sludge Drying BedDocument14 pagesAeration and Sludge Drying BedDavid Lambert100% (2)
- Aerobic Sludge DigesterDocument5 pagesAerobic Sludge DigesterDavid LambertNo ratings yet
- Aerobic Digestion PDFDocument74 pagesAerobic Digestion PDFvalkiria112No ratings yet
- Advanced Oxidation Processes-Fenton Technology For Waste Water TreatmentDocument24 pagesAdvanced Oxidation Processes-Fenton Technology For Waste Water TreatmentDevyaNo ratings yet
- Resin Regeneration CalculationDocument3 pagesResin Regeneration CalculationJORGE CAICEDONo ratings yet
- Aerobic and Anaerobic Sludge DigestionDocument32 pagesAerobic and Anaerobic Sludge DigestionDiana Isis Velasco0% (1)
- Sizing of UASBDocument2 pagesSizing of UASBSa'ad Abd Ar RafieNo ratings yet
- Hollow Fibre MBR - 30 MLDDocument8 pagesHollow Fibre MBR - 30 MLDakshay salviNo ratings yet
- Biological Treatment of WastewaterDocument15 pagesBiological Treatment of WastewaterAyomideNo ratings yet
- Activated Sludge Calculations With Excel QuizDocument2 pagesActivated Sludge Calculations With Excel Quiztrantrunghoa290784No ratings yet
- Anaerobic Digester LagoonDocument35 pagesAnaerobic Digester LagoonJoe Tampubolon100% (1)
- De NitrificationDocument3 pagesDe Nitrificationkiran raghukiranNo ratings yet
- 273 PDFDocument49 pages273 PDFHRK65100% (1)
- Membrane BioreactorDocument25 pagesMembrane BioreactorAgus WitonoNo ratings yet
- Hospital Waste Water TreatmentDocument5 pagesHospital Waste Water TreatmentNP100% (1)
- Efficiency Comparison of Various Sewage Treatment Plants in BangaloreDocument36 pagesEfficiency Comparison of Various Sewage Treatment Plants in BangalorePRETTY MARY100% (1)
- The Combined Sharon Anammox Process-2001Document72 pagesThe Combined Sharon Anammox Process-2001Hendra SusantoNo ratings yet
- Cod BodDocument4 pagesCod Bodgurubakkiamjai100% (1)
- Membrane Bio Reactor PresentationDocument13 pagesMembrane Bio Reactor PresentationEr Bali Pandhare100% (1)
- Anaerobic Processes Definition of Anaerobic: ExampleDocument28 pagesAnaerobic Processes Definition of Anaerobic: ExampleFarid HanafiNo ratings yet
- 20 KLD STP Upgreation PROPOSAL-GMCPLDocument7 pages20 KLD STP Upgreation PROPOSAL-GMCPLTech Monger100% (1)
- 7 - Inclined Plate Settler ClarificationDocument63 pages7 - Inclined Plate Settler ClarificationAlejandro Guerrero100% (5)
- Lec4 Water and Wastewater TreatmentDocument54 pagesLec4 Water and Wastewater TreatmentKent Harry CumpioNo ratings yet
- Mechanical Vapour Recompression System For The Evaporation of Water From Salt Containing Solution: BackgroundDocument2 pagesMechanical Vapour Recompression System For The Evaporation of Water From Salt Containing Solution: BackgroundjokishNo ratings yet
- 02 - Biological WWTP III - Membrane BioreactorDocument26 pages02 - Biological WWTP III - Membrane BioreactorAhmed100% (1)
- MBBR MediaDocument2 pagesMBBR MediaAseem Vivek Masih100% (2)
- Ultrafiltration Technologies PDFDocument18 pagesUltrafiltration Technologies PDFBurak GülenNo ratings yet
- Sewage Treatment WorksheetDocument18 pagesSewage Treatment WorksheetRemedanNo ratings yet
- Membrane Bio ReactorsDocument16 pagesMembrane Bio Reactorsvvrckumar100% (1)
- Pre TreatmentDocument65 pagesPre TreatmentSagar SewlaniNo ratings yet
- Application of Biofilm MBR For Municipal Wastewater TreatmentDocument133 pagesApplication of Biofilm MBR For Municipal Wastewater Treatmentsulihah12No ratings yet
- ELMITVALLI 2005 Treatment of Municipal Wastewater in Upflow Anaerobic Sludge Blanket UASB ReactorDocument32 pagesELMITVALLI 2005 Treatment of Municipal Wastewater in Upflow Anaerobic Sludge Blanket UASB ReactorKuswandi AndiNo ratings yet
- MBBR AgraDocument44 pagesMBBR Agrasanjeevsharma9999100% (1)
- CHAP6 Anaerobic UASB AFDocument18 pagesCHAP6 Anaerobic UASB AFravinder_mittalNo ratings yet
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Document57 pagesToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891No ratings yet
- Sewage Treatment Plant Revamping ReportDocument4 pagesSewage Treatment Plant Revamping Reportjeykumar.BalannairNo ratings yet
- Design and Calculation UASB Reactor For Sludge TreatmentDocument3 pagesDesign and Calculation UASB Reactor For Sludge TreatmentDavid LambertNo ratings yet
- MBBR Technical BreifDocument12 pagesMBBR Technical Breifraghu kiran100% (1)
- Softener CalculationDocument5 pagesSoftener CalculationAri WijayaNo ratings yet
- Lecture 7 DisinfectionDocument31 pagesLecture 7 DisinfectionSgakilNo ratings yet
- AeroAsia AOP-STP PresentationDocument29 pagesAeroAsia AOP-STP PresentationJonathan Quilang Obiena100% (1)
- Pratik's Final Report On MBRDocument25 pagesPratik's Final Report On MBRpratik100% (1)
- Design of Secondary ClarifierDocument7 pagesDesign of Secondary Clarifierusmansherdin100% (1)
- FINAL Floc Design Waila Option3Document38 pagesFINAL Floc Design Waila Option3dpkNo ratings yet
- Anaerobic Treatment Systems Technical DesignDocument64 pagesAnaerobic Treatment Systems Technical DesignJizzlmanizzlNo ratings yet
- CE 084 Wastewater Treatment II MBBRDocument45 pagesCE 084 Wastewater Treatment II MBBREnder GökmenNo ratings yet
- 40 KLD MBR QuoteDocument15 pages40 KLD MBR QuoteV Narasimha RajuNo ratings yet
- Very High Input Impedance Excellent Trouble Shooting Tool 5 Functions, 43 RangesDocument1 pageVery High Input Impedance Excellent Trouble Shooting Tool 5 Functions, 43 RangesLuis SilvaNo ratings yet
- Mat Lab Bridge TutorialDocument38 pagesMat Lab Bridge TutorialLuis Felipe Contento RamónNo ratings yet
- Tinker Rasor - Holiday DetectorsDocument12 pagesTinker Rasor - Holiday DetectorstelteguhNo ratings yet
- The Culinary Lounge: School of Culinary Arts - Case StudyDocument9 pagesThe Culinary Lounge: School of Culinary Arts - Case StudyHarshitha namaNo ratings yet
- Bug Tracking System (Synopsis)Document9 pagesBug Tracking System (Synopsis)sanjaykumarguptaaNo ratings yet
- FF - DETAILS & Range AS PER SITE - REV02-DEEPAK - 28.10.2013Document123 pagesFF - DETAILS & Range AS PER SITE - REV02-DEEPAK - 28.10.2013Deepak SamalNo ratings yet
- Prathmesh R Khapre (7y - 0m)Document4 pagesPrathmesh R Khapre (7y - 0m)sachinNo ratings yet
- (REHS2505) VR6B Voltage Regulator Installation For 480V Sensing VR3 Regulators On 3500 Generator SetsDocument7 pages(REHS2505) VR6B Voltage Regulator Installation For 480V Sensing VR3 Regulators On 3500 Generator Setsvictor.ciprianiNo ratings yet
- Cloud ComputingDocument257 pagesCloud ComputingYogesh GuptaNo ratings yet
- Introduction To PolymerisationDocument40 pagesIntroduction To PolymerisationDHANANJAY RAJNIKANTBHAI BODANo ratings yet
- ASR5x00 MME Attach Failure Because of S PDFDocument3 pagesASR5x00 MME Attach Failure Because of S PDFKhaleel Aboobackr.kNo ratings yet
- Chapter 09Document22 pagesChapter 09venkatmech2013No ratings yet
- Mechanism of Chip Formation in Machining Process.: Presented byDocument19 pagesMechanism of Chip Formation in Machining Process.: Presented byShraddha SangoleNo ratings yet
- LM 8 UuDocument11 pagesLM 8 UuPipipopoNo ratings yet
- Ansys RecordDocument58 pagesAnsys RecordMr.kaththi perfectNo ratings yet
- Motor Pump Protection RelaysDocument6 pagesMotor Pump Protection RelaysAnand ShuklaNo ratings yet
- Effect of Partial Replacement of Cement With Aluminium Dross in Concrete ProductionDocument14 pagesEffect of Partial Replacement of Cement With Aluminium Dross in Concrete ProductionChukwudi EzekielNo ratings yet
- Binder1 PDFDocument300 pagesBinder1 PDFMohammed AbdelsalamNo ratings yet
- Service Manual For E24 To E3330 With 19-24-30 Gallon Tanks 07-2014 PDFDocument83 pagesService Manual For E24 To E3330 With 19-24-30 Gallon Tanks 07-2014 PDFLeeNo ratings yet
- M26 PDFDocument30 pagesM26 PDFBrenda ElianaNo ratings yet
- Conquest DICOM ODBC GuideDocument8 pagesConquest DICOM ODBC GuideFilipNo ratings yet
- Water Softeners 78. Watermark 80. Denver Plus 82. KleinDocument5 pagesWater Softeners 78. Watermark 80. Denver Plus 82. Kleinthommcsi2013No ratings yet
- Soundbytes Mag: Patch Design For DivaDocument8 pagesSoundbytes Mag: Patch Design For DivaMichael WeinsteinNo ratings yet
- Hydraulic PipingDocument1 pageHydraulic Pipingpandunugraha04100% (1)
- AGC Spec TransDocument4 pagesAGC Spec TransSyahdiNo ratings yet
- Standard EN12735 - EngDocument28 pagesStandard EN12735 - Engionut ciobanuNo ratings yet
- Refrigerant PipingDocument5 pagesRefrigerant PipingRezaNo ratings yet
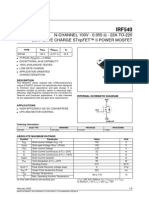
- Irf 540Document8 pagesIrf 540Tom TweedleNo ratings yet
- Title: Revised IRR of National Building Code 1Document55 pagesTitle: Revised IRR of National Building Code 1Roland CepedaNo ratings yet