You might also like
- ANALYSIS METHODOLOGY With RecoconcluDocument10 pagesANALYSIS METHODOLOGY With RecoconcluAraño Rhica M.No ratings yet
- Marine Electrics Made Simple or How to Keep the Batteries ChargedFrom EverandMarine Electrics Made Simple or How to Keep the Batteries ChargedNo ratings yet
- LTE PresentationDocument28 pagesLTE PresentationKapa Kamalakar100% (1)
- Water Softner Design VedantaDocument5 pagesWater Softner Design Vedantajaianit89No ratings yet
- Excel Sheet 1Document5 pagesExcel Sheet 1Phạm LinhNo ratings yet
- TNT SK YH Utilization of Energy in Chemical IndustryDocument6 pagesTNT SK YH Utilization of Energy in Chemical IndustryTehmton ToorkeyNo ratings yet
- Sludge Dryer Payback Original FileDocument6 pagesSludge Dryer Payback Original FileumeshpatelNo ratings yet
- GE - Technologies For Industrial Water ReuseDocument131 pagesGE - Technologies For Industrial Water Reusesebascian100% (2)
- Measuring Paper Machine Energy PerformanceDocument41 pagesMeasuring Paper Machine Energy PerformanceNur SkNo ratings yet
- Reducing C.T. Operating CostsDocument5 pagesReducing C.T. Operating CostsYogesh Kumar SharmaNo ratings yet
- Waste To Energy Plant PresentationDocument19 pagesWaste To Energy Plant PresentationKamalNo ratings yet
- Design Calculation Sheet For Softener Unit Client: TECHPRODocument5 pagesDesign Calculation Sheet For Softener Unit Client: TECHPROkunjansutharNo ratings yet
- 60 KLPD Grain-Based Distillery - A SnapshotDocument9 pages60 KLPD Grain-Based Distillery - A SnapshotAmrit Agarwal100% (2)
- Price List: S.No Item Unit Unitcost in RSDocument7 pagesPrice List: S.No Item Unit Unitcost in RSamitans2003No ratings yet
- Tugas Khusus UmmiiDocument52 pagesTugas Khusus Ummiianis wahyu ningsihNo ratings yet
- K-2-Konsep Pengelolaan Limbah AgroindustriDocument40 pagesK-2-Konsep Pengelolaan Limbah AgroindustriAkbar ShidiqNo ratings yet
- 0.5 MLD PlantDocument1 page0.5 MLD PlantvinodNo ratings yet
- Softener CalculationDocument5 pagesSoftener CalculationAri WijayaNo ratings yet
- Ósmosis Inversa Contra Intercambio IónicoDocument15 pagesÓsmosis Inversa Contra Intercambio IónicoDiego Alejandro Ramirez SaucedoNo ratings yet
- Operating Expense (OPEX) For Alternative-3: Capacity of (Raw Water) Treatment and ProductionDocument4 pagesOperating Expense (OPEX) For Alternative-3: Capacity of (Raw Water) Treatment and ProductionaflikhNo ratings yet
- Anaerobic Treatment of Municipal Wastewater (10,000 Liter/Day) With A Staged Anaerobic Fluidized Membrane Bioreactor (Saf-Mbr) SystemDocument11 pagesAnaerobic Treatment of Municipal Wastewater (10,000 Liter/Day) With A Staged Anaerobic Fluidized Membrane Bioreactor (Saf-Mbr) SystemAzam HussainNo ratings yet
- Chemical Process Principles (CLB10904) : Chapter 2 Material Balance: (PART 4) : Recycle, Bypass & PurgeDocument25 pagesChemical Process Principles (CLB10904) : Chapter 2 Material Balance: (PART 4) : Recycle, Bypass & PurgeFATMIENo ratings yet
- Ammonia Production BFDDocument1 pageAmmonia Production BFDMaya HarrisNo ratings yet
- Sadesa Paraguay Proposal 11800247 Rev03Document20 pagesSadesa Paraguay Proposal 11800247 Rev03Natii LopezNo ratings yet
- Paper42202 203 PDFDocument2 pagesPaper42202 203 PDFvedant chaudharyNo ratings yet
- Project Group14 (Extended) - 1Document19 pagesProject Group14 (Extended) - 1Jin PingNo ratings yet
- ChemicaDocument47 pagesChemicaleeba simonNo ratings yet
- Supply, Installation & Commissioning of Effluent Treatment Plant (ETP) For Bang Jin Bangladesh-1Document24 pagesSupply, Installation & Commissioning of Effluent Treatment Plant (ETP) For Bang Jin Bangladesh-1Saif Ahmed Nabil100% (1)
- Sales Rejection FixDocument30 pagesSales Rejection Fixyesi anggrainiNo ratings yet
- Glycerol Production From Palm OilDocument28 pagesGlycerol Production From Palm Oilasyharul100% (2)
- EADOX-MAR Comparison Chart & DetailsDocument4 pagesEADOX-MAR Comparison Chart & Detailsjeykumar.BalannairNo ratings yet
- Proposed Wastewater Treatment Facility For Citric Acid ProductionDocument8 pagesProposed Wastewater Treatment Facility For Citric Acid ProductionYsabelle JimeneaNo ratings yet
- Feasibility Study For Caustic Soda Production PlantDocument3 pagesFeasibility Study For Caustic Soda Production PlantMosaddek100% (3)
- 04012016LSWCJE5EFeasabilityEMP PDFDocument8 pages04012016LSWCJE5EFeasabilityEMP PDFPrashu PrashanthNo ratings yet
- MTPCL WTP o M Manual PDFDocument62 pagesMTPCL WTP o M Manual PDFSarangNo ratings yet
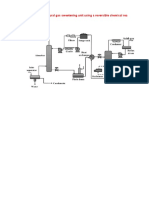
- Schematic For A Typical Natural Gas Sweetening Unit Using A Reversible Chemical Reaction ProcessDocument8 pagesSchematic For A Typical Natural Gas Sweetening Unit Using A Reversible Chemical Reaction ProcessHussamNo ratings yet
- Regular Paper 2 - Set A: Section - Ii: Short Descriptive QuestionsDocument23 pagesRegular Paper 2 - Set A: Section - Ii: Short Descriptive QuestionsYogaAnandNo ratings yet
- Anaerobic Digestion of Wastewater Sludge: (Nazaroff & Alvarez-Cohen, Section 6.E.3)Document7 pagesAnaerobic Digestion of Wastewater Sludge: (Nazaroff & Alvarez-Cohen, Section 6.E.3)syafiqzainordinNo ratings yet
- Anaerobic Digestion of Wastewater Sludge: (Nazaroff & Alvarez-Cohen, Section 6.E.3)Document7 pagesAnaerobic Digestion of Wastewater Sludge: (Nazaroff & Alvarez-Cohen, Section 6.E.3)Darshan PatelNo ratings yet
- RT ECO Palm Oil Mill Effluent POME Wastewater Treatment Plant BrochureDocument8 pagesRT ECO Palm Oil Mill Effluent POME Wastewater Treatment Plant BrochureumegeeNo ratings yet
- Transformer Technology: Liquid-Filled vs. Dry-Type: Application For LEED Innovation & Design PointsDocument10 pagesTransformer Technology: Liquid-Filled vs. Dry-Type: Application For LEED Innovation & Design PointsnareshNo ratings yet
- PEE Handbook PDFDocument77 pagesPEE Handbook PDFbadrul aminNo ratings yet
- Water Technology OverviewDocument18 pagesWater Technology OverviewChillie HuNo ratings yet
- Loi Steam CoalDocument3 pagesLoi Steam CoalAchmad DjunaidiNo ratings yet
- 1m3-Calculation Design - AnzirDocument8 pages1m3-Calculation Design - AnzirMohammad MahediNo ratings yet
- Comparison Biogas Vs OWC (500 & 1000 KG)Document4 pagesComparison Biogas Vs OWC (500 & 1000 KG)krayNo ratings yet
- GMS Mass BalanceDocument9 pagesGMS Mass BalanceMatichon ChamchooklinNo ratings yet
- Pola Operasi PLTU MamujuDocument20 pagesPola Operasi PLTU MamujuKunyuk KunyukNo ratings yet
- Payback Sheet For 110 KW BPTDocument2 pagesPayback Sheet For 110 KW BPTMohammed Sultan SalahuddinNo ratings yet
- Green Building Council of Sri Lanka Advanced Professional Course Accreditation Batch 01Document11 pagesGreen Building Council of Sri Lanka Advanced Professional Course Accreditation Batch 01Janitha Lakmina BandaraNo ratings yet
- Introduction To Environmental Engineering 5th Edition Davis Solutions ManualDocument42 pagesIntroduction To Environmental Engineering 5th Edition Davis Solutions ManualJesseHallmzgxy100% (20)
- R1 Bep WTP Aurangabad 27012023Document42 pagesR1 Bep WTP Aurangabad 27012023Rajesh Gangwal100% (1)
- Dimension Ing 2000 Me CDocument24 pagesDimension Ing 2000 Me COsoba Ismail AbiodunNo ratings yet
- Using Bagasse in Power Co-GenerationDocument28 pagesUsing Bagasse in Power Co-Generationsuwatk100% (2)
- Make Up Water Calc.Document2 pagesMake Up Water Calc.hera4u2No ratings yet
- Is CCUS A Distraction To Net Zero TransitionDocument32 pagesIs CCUS A Distraction To Net Zero TransitionM SidinaNo ratings yet
- Amine Sweetening UnitDocument3 pagesAmine Sweetening Unit1122goodNo ratings yet
- DistilleryDocument35 pagesDistilleryRaj MalhotraNo ratings yet
- Energy Saving in Textile ProcessingDocument7 pagesEnergy Saving in Textile Processingsaidurtex0% (1)
- Spe 87563 Application of PH Buffer As Corrosion Inhibitor in Nabr Brine Packer Fluids at High TemperaturesDocument6 pagesSpe 87563 Application of PH Buffer As Corrosion Inhibitor in Nabr Brine Packer Fluids at High TemperaturesmsmsoftNo ratings yet
- Period 3 ChemistryDocument10 pagesPeriod 3 ChemistryTalemwa ALFRED KAKORAKINo ratings yet
- Evonik - Tomamine Product Guide-Acid ThicknerDocument20 pagesEvonik - Tomamine Product Guide-Acid ThicknerAhmed elsayeh100% (1)
- Final Revision - JEE (Main) : SubjectiveDocument24 pagesFinal Revision - JEE (Main) : Subjective1 AashuNo ratings yet
- Experiment 2a ProteinsDocument10 pagesExperiment 2a Proteinshoney requermeNo ratings yet
- Fanel ProjectDocument13 pagesFanel ProjectfanusNo ratings yet
- Manual For Testing of Water and Wastewater Treatment ChemicalsDocument307 pagesManual For Testing of Water and Wastewater Treatment ChemicalsprideNo ratings yet
- 0 0 10 Nov 2014 1253457501AnnexureAdditionalAttachmentfileDocument256 pages0 0 10 Nov 2014 1253457501AnnexureAdditionalAttachmentfileBimo Ary Pujangga PutraNo ratings yet
- Sanicro 28: (Tube and Pipe, Seamless)Document16 pagesSanicro 28: (Tube and Pipe, Seamless)white9013No ratings yet
- Cartridge-Type Chemical Vapour Locks From TECHAP: Process Engineering and ComponentsDocument16 pagesCartridge-Type Chemical Vapour Locks From TECHAP: Process Engineering and ComponentsMo OsNo ratings yet
- 22 15Document4 pages22 15Ricardo VergelNo ratings yet
- Cheat Sheet Chemistry Salt Analysis 12th CbseDocument5 pagesCheat Sheet Chemistry Salt Analysis 12th CbseHKNo ratings yet
- Types of Phenol Manufacturing ProcessDocument4 pagesTypes of Phenol Manufacturing ProcessIsma AzraNo ratings yet
- United States Patent (19) : 11 Patent Number: 45) Date of PatentDocument7 pagesUnited States Patent (19) : 11 Patent Number: 45) Date of PatentOrquídea McLoughlin SantanaNo ratings yet
- Group 2 CRE Lab (Autosaved)Document54 pagesGroup 2 CRE Lab (Autosaved)ahmad RaoNo ratings yet
- Meteorite 101 CuttingDocument18 pagesMeteorite 101 CuttingCarlos Vizcarra0% (1)
- Standard Test Methods For Analysis of Soda Ash PDFDocument9 pagesStandard Test Methods For Analysis of Soda Ash PDFsamiwarraich519No ratings yet
- Pickering 1907 J Chem Soc 91, 2001-2021Document21 pagesPickering 1907 J Chem Soc 91, 2001-2021John TexterNo ratings yet
- Phosphorus, Acid Hydrolyzable: Usepa Acid Digestion Method Method 8180Document4 pagesPhosphorus, Acid Hydrolyzable: Usepa Acid Digestion Method Method 8180Soporte EcolabNo ratings yet
- SCINCE NOTES Part IDocument16 pagesSCINCE NOTES Part ISANJAY GANGANNo ratings yet
- Experiment 16 Determination of Free Fatty Acids and Acid Value in Oils and FatsDocument2 pagesExperiment 16 Determination of Free Fatty Acids and Acid Value in Oils and FatspthimanshuNo ratings yet
- Preparation and Characterization of Pectin Fraction From Pineapple Peel As A Natural Plasticizer and Material For Biopolymer Film2019food and Bioproducts Processing PDFDocument9 pagesPreparation and Characterization of Pectin Fraction From Pineapple Peel As A Natural Plasticizer and Material For Biopolymer Film2019food and Bioproducts Processing PDFAlejandro GrandaNo ratings yet
- CE 332 Environmental Engineering-Lab I (Lab Manual) : Department of Civil EngineeringDocument75 pagesCE 332 Environmental Engineering-Lab I (Lab Manual) : Department of Civil EngineeringjulesNo ratings yet
- Foundations of Textiles II Lab Manual 2022Document19 pagesFoundations of Textiles II Lab Manual 2022viovio7012No ratings yet
- Bagi 'PPT - Electro Chlorination System - de NoraDocument31 pagesBagi 'PPT - Electro Chlorination System - de NoraDangolNo ratings yet
- 1aha054179 ADocument56 pages1aha054179 Adebu1985No ratings yet
- Acetone PDFDocument1 pageAcetone PDFMulayam Singh YadavNo ratings yet
- Pump CalculationDocument8 pagesPump CalculationankitNo ratings yet
- Palatal' In9re Iierrs: United States Patent (191Document12 pagesPalatal' In9re Iierrs: United States Patent (191Anonymous VJFlyRY0No ratings yet
- 5Document10 pages5Syahira YusofNo ratings yet