You might also like
- Combined Mass and Energy Balance For Citric Acid ProductionDocument47 pagesCombined Mass and Energy Balance For Citric Acid ProductionShermal Fernando50% (2)
- Energy and Material BalanceDocument10 pagesEnergy and Material BalanceReshma Tayade100% (1)
- CH - Chemical Reaction Engineering PDFDocument23 pagesCH - Chemical Reaction Engineering PDFGlexer Dazo CorralesNo ratings yet
- Soda 2520ash Material 2520 BalanceDocument5 pagesSoda 2520ash Material 2520 BalanceEng RaaNo ratings yet
- PPD - Module IDocument9 pagesPPD - Module IJohn Babe CapiliNo ratings yet
- Chlorine_Material-2520BalanceDocument5 pagesChlorine_Material-2520BalanceAditya KumarNo ratings yet
- Material Balance 6.3.4 MEG Refining Column (Packed Column)Document29 pagesMaterial Balance 6.3.4 MEG Refining Column (Packed Column)noelNo ratings yet
- Lampiran Lampiran PDFDocument486 pagesLampiran Lampiran PDFDian KemalaNo ratings yet
- Lampiran-Lampiran 3Document500 pagesLampiran-Lampiran 3Muhammad Aulia Anwar IbrahimNo ratings yet
- Emission Calculation 2Document12 pagesEmission Calculation 2myungkwan haNo ratings yet
- Material &energy Balance v-04Document60 pagesMaterial &energy Balance v-04Turky AlnajdiNo ratings yet
- Anaerobic Treatment of Municipal Wastewater (10,000 Liter/Day) With A Staged Anaerobic Fluidized Membrane Bioreactor (Saf-Mbr) SystemDocument11 pagesAnaerobic Treatment of Municipal Wastewater (10,000 Liter/Day) With A Staged Anaerobic Fluidized Membrane Bioreactor (Saf-Mbr) SystemAzam HussainNo ratings yet
- GMS Mass BalanceDocument9 pagesGMS Mass BalanceMatichon ChamchooklinNo ratings yet
- Spek Alat-1Document272 pagesSpek Alat-1Idha WahidahNo ratings yet
- ChemicaDocument47 pagesChemicaleeba simonNo ratings yet
- Perhitungan ScrubberDocument43 pagesPerhitungan ScrubberOka29No ratings yet
- BPE12806 Case Study Bioethanol Group 29Document20 pagesBPE12806 Case Study Bioethanol Group 29MixinfactusNo ratings yet
- Neraca Masa Dan GPMDocument8 pagesNeraca Masa Dan GPMAdam RizkyNo ratings yet
- Neraca Massa AmmoniakDocument11 pagesNeraca Massa AmmoniakAnnisa ShafiraNo ratings yet
- 0.5 MLD PlantDocument1 page0.5 MLD PlantvinodNo ratings yet
- Perhitungan Neraca Massa: Tugas KhususDocument8 pagesPerhitungan Neraca Massa: Tugas KhususElmo LutchuuNo ratings yet
- Optimizing Ethylene Oxide ProductionDocument11 pagesOptimizing Ethylene Oxide Productionyohanamd14No ratings yet
- 8A523ED5-Perhitungan Solketall TerbaruDocument138 pages8A523ED5-Perhitungan Solketall Terbarudika kanabaNo ratings yet
- Neraca Massa AmmoniakDocument10 pagesNeraca Massa AmmoniakMuhammad FadilNo ratings yet
- Simulador 39 Destilador, EnergíaDocument3 pagesSimulador 39 Destilador, EnergíaJonathan AlonsoNo ratings yet
- MATERIAL BALANCE Distillation ColumnDocument9 pagesMATERIAL BALANCE Distillation ColumnRajeev Kumar DohareNo ratings yet
- Energy BalanceDocument9 pagesEnergy Balanceira syuhaNo ratings yet
- Neraca Massa BasisDocument7 pagesNeraca Massa BasisDinda LestariNo ratings yet
- MATERIAL BALANCE TITLEDocument46 pagesMATERIAL BALANCE TITLEG Vamsee KrishnaNo ratings yet
- Material Balance PDFDocument5 pagesMaterial Balance PDFMayank VisalparaNo ratings yet
- Material Balance PDFDocument5 pagesMaterial Balance PDFMayank VisalparaNo ratings yet
- Material Balance PDFDocument5 pagesMaterial Balance PDFMayank VisalparaNo ratings yet
- Soda Ash Material BalanceDocument5 pagesSoda Ash Material BalanceRAHUL VYAS 19BCM0034No ratings yet
- Neraca Massa Fwko 2Document15 pagesNeraca Massa Fwko 2Rifah Rizkiyah HasibuanNo ratings yet
- Neraca Massa Basis JadiDocument9 pagesNeraca Massa Basis JadiMuhamad Aldi RahmansyahNo ratings yet
- Overall Material Balance: Technological Institute of TheDocument14 pagesOverall Material Balance: Technological Institute of TheSeanne CruzNo ratings yet
- CO2 Capture ReportDocument15 pagesCO2 Capture ReportMuchammad AdriyanNo ratings yet
- Material BalanceDocument11 pagesMaterial BalanceJohn Reach BillonesNo ratings yet
- Neraca MassaDocument2 pagesNeraca MassaalNo ratings yet
- Fyp 2nd PresentationDocument18 pagesFyp 2nd PresentationKhadijaNo ratings yet
- Ultimate analysis and combustion parameters of slop and coalDocument9 pagesUltimate analysis and combustion parameters of slop and coalsakalidhasavasanNo ratings yet
- Acetone Distillation Column-BalsDocument12 pagesAcetone Distillation Column-Balsanon_926824359No ratings yet
- Economize R 3 TrialDocument19 pagesEconomize R 3 TrialNitish AmnerkarNo ratings yet
- Material & Energy Balance of Acetaldehyde ProductionDocument12 pagesMaterial & Energy Balance of Acetaldehyde ProductionEngr Abuzar KhanNo ratings yet
- Feed:: PropyleneDocument7 pagesFeed:: PropyleneHamza AliNo ratings yet
- Ah SHHHHDocument44 pagesAh SHHHHAjay RamaniNo ratings yet
- UltimoDocument1 pageUltimoanon_501722255No ratings yet
- Lamp-1: Mass Balance Calculations for Aniline Production ProcessDocument8 pagesLamp-1: Mass Balance Calculations for Aniline Production ProcessIlham SyaputraNo ratings yet
- Open Rack Vaporizer Mass and Energy BalanceDocument12 pagesOpen Rack Vaporizer Mass and Energy BalanceMuhammad Nanda100% (1)
- Perhitungan AFRDocument30 pagesPerhitungan AFRTriLestariNo ratings yet
- Evaporator Mass and Heat Balance CalculationsDocument8 pagesEvaporator Mass and Heat Balance CalculationsMeyy SarrahNo ratings yet
- Brine Calculation TRDocument1 pageBrine Calculation TRSumantra ChattopadhyayNo ratings yet
- Formulas - PipeDocument34 pagesFormulas - PipeReuben Madera DabaNo ratings yet
- LLLDocument1 pageLLLAhmed El-AzharyNo ratings yet
- 10 27Document1 page10 27Feolo Riel TarayNo ratings yet
- 10 27 PDFDocument1 page10 27 PDFJohn Anthony Leuterio DacanayNo ratings yet
- Neraca Massa Reaktor dan Regenerator Pertamina RU VI BalonganDocument25 pagesNeraca Massa Reaktor dan Regenerator Pertamina RU VI BalonganAnwar SyaifulNo ratings yet
- #1energy Balance WholeDocument5 pages#1energy Balance WholeRhea MambaNo ratings yet
- Brine Cooler Efficiency CalculationDocument12 pagesBrine Cooler Efficiency CalculationSunde PascuaNo ratings yet
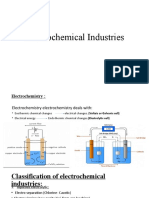
- Electrochemical Industries Classification and PrinciplesDocument10 pagesElectrochemical Industries Classification and PrinciplesJin PingNo ratings yet
- Final Year Project Report - GROUP-1Document98 pagesFinal Year Project Report - GROUP-1Jin PingNo ratings yet
- List of UFM StudentsDocument3 pagesList of UFM StudentsJin PingNo ratings yet
- Book IRCTC ticket onlineDocument2 pagesBook IRCTC ticket onlineHimanshu GuptaNo ratings yet
- Comparisonof Catalytic Reforming Processesfor Process Integration Opportunities Brief ReviewDocument7 pagesComparisonof Catalytic Reforming Processesfor Process Integration Opportunities Brief ReviewJin PingNo ratings yet
- Quadratic EquationDocument21 pagesQuadratic EquationJin PingNo ratings yet
- Number SeriesDocument70 pagesNumber SeriesJin PingNo ratings yet
- Indian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantDocument47 pagesIndian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantJin PingNo ratings yet
- AlgebraDocument22 pagesAlgebraJin Ping100% (1)
- Data Interpretation-Bar Graphs: Prep Smart, Score BetterDocument31 pagesData Interpretation-Bar Graphs: Prep Smart, Score BetterJin PingNo ratings yet
- RANKING AND NUMBERING TIPSDocument69 pagesRANKING AND NUMBERING TIPSJin PingNo ratings yet
- Fins PDFDocument4 pagesFins PDFJin PingNo ratings yet
- Phase EquilDocument3 pagesPhase EquilJin PingNo ratings yet
- RecystallizationDocument5 pagesRecystallizationcryzelduh100% (1)
- Reasoning Ability Quiz For IBPS PO Prelims 2020Document5 pagesReasoning Ability Quiz For IBPS PO Prelims 2020Jin PingNo ratings yet
- CHDocument2 pagesCHDebottamSarkarNo ratings yet
- L24: P-H Diagram and Mollier DiagramDocument9 pagesL24: P-H Diagram and Mollier DiagramJin PingNo ratings yet
- L19: Enthalpy As A Function of T and PDocument7 pagesL19: Enthalpy As A Function of T and PJin PingNo ratings yet
- L18: Maxwell CorrelationsDocument7 pagesL18: Maxwell CorrelationsJin PingNo ratings yet
- L4:+Second+Law+ (Contd +3)Document8 pagesL4:+Second+Law+ (Contd +3)Jin PingNo ratings yet
- Problem 2A.4Document2 pagesProblem 2A.4Jin PingNo ratings yet
- 1.2 CTDocument58 pages1.2 CTUditChoudharyNo ratings yet