You might also like
- Material Safety Data Sheet: MSDS No. GW001 Carbon Steel Gas Welding RodsDocument7 pagesMaterial Safety Data Sheet: MSDS No. GW001 Carbon Steel Gas Welding Rodssajeev27No ratings yet
- Sanchit Kapil (CV)Document4 pagesSanchit Kapil (CV)Sanchit KapilNo ratings yet
- Basic Mechanical-ReqrmntDocument14 pagesBasic Mechanical-Reqrmntadel rihanaNo ratings yet
- Daily - Field Inspection Sheet (Date:-Xx - Xx.2018)Document7 pagesDaily - Field Inspection Sheet (Date:-Xx - Xx.2018)Balkishan DyavanapellyNo ratings yet
- Resume KunalDocument4 pagesResume KunalDevNo ratings yet
- Tech. Spec. For VesselsDocument6 pagesTech. Spec. For Vesselssanjay421No ratings yet
- Confined Space ProcedureDocument24 pagesConfined Space Proceduresergio100% (1)
- Attachment C - Form WR-51: Instructions For Use: Bechtel ConfidentialDocument2 pagesAttachment C - Form WR-51: Instructions For Use: Bechtel ConfidentialGordon LongforganNo ratings yet
- AVK Product-Programme BrochureDocument20 pagesAVK Product-Programme BrochureChanel100% (1)
- Resume - 01.03.2016Document5 pagesResume - 01.03.2016muthuswamy77No ratings yet
- Itp For ValvesDocument2 pagesItp For ValvesSuraj ShettyNo ratings yet
- Welding Consumables Handling ProcedureDocument5 pagesWelding Consumables Handling ProcedureAnilNo ratings yet
- 4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For SiskaDocument7 pages4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For Siskau04ajf3No ratings yet
- Open Book PortionDocument6 pagesOpen Book Portionvishal bailurNo ratings yet
- Indicative Inspection & Test Plan : Project: - Iocl PanipatDocument2 pagesIndicative Inspection & Test Plan : Project: - Iocl PanipatAshish DhokNo ratings yet
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Document6 pagesPreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanNo ratings yet
- Test Package: Pt. TTN (Tambang Tondano Nusajaya)Document18 pagesTest Package: Pt. TTN (Tambang Tondano Nusajaya)unto gunungNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- Deviation Sheet On Standard Quality Plan: Project Package Manufacturer Item Name SQP NoDocument5 pagesDeviation Sheet On Standard Quality Plan: Project Package Manufacturer Item Name SQP NoSuraj ShettyNo ratings yet
- Malika Gurnal: Feb 2019 To Feb2021 Company Name: Job ProfileDocument3 pagesMalika Gurnal: Feb 2019 To Feb2021 Company Name: Job ProfileSehnoor KaurNo ratings yet
- Amendment SheetDocument1 pageAmendment SheetThaddeus MooreNo ratings yet
- GS 30-1-7 - MainbodyDocument16 pagesGS 30-1-7 - MainbodySubash ChandraboseNo ratings yet
- CV RianDocument4 pagesCV Rianryan.sNo ratings yet
- Quality Surveyor Job DescriptionDocument8 pagesQuality Surveyor Job Descriptionqualitymanagement246No ratings yet
- 5 Form Test Piping Package Data Sheet CombineDocument1 page5 Form Test Piping Package Data Sheet Combinemashudi_fikriNo ratings yet
- Safety 2Document15 pagesSafety 2hyde2520015754No ratings yet
- Cat Loading by Sock Method in Inert AtmosphereDocument5 pagesCat Loading by Sock Method in Inert Atmospherevishal bailurNo ratings yet
- Itp TemplateDocument8 pagesItp Templateenels77100% (1)
- Test Pack Contents SQ No. Title DescriptionDocument14 pagesTest Pack Contents SQ No. Title DescriptionThắng Trần QuangNo ratings yet
- Pre Production ProcedureDocument1 pagePre Production ProcedureNguyen Quoc TriNo ratings yet
- Air Blowing Package (Sample)Document3 pagesAir Blowing Package (Sample)YusufNo ratings yet
- Qcf301 Tp05 Pressure Test ChecklistDocument1 pageQcf301 Tp05 Pressure Test ChecklistminhnnNo ratings yet
- Quality Plan For Kemya Po 4300430110 PR 3000240138Document21 pagesQuality Plan For Kemya Po 4300430110 PR 3000240138vinothkumarNo ratings yet
- Ad CDZZZZ MT Spe 0020 000Document31 pagesAd CDZZZZ MT Spe 0020 000Mehman NasibovNo ratings yet
- Welding Procedure Specification (WPS)Document30 pagesWelding Procedure Specification (WPS)ganathaNo ratings yet
- Welding Processes ModuleDocument27 pagesWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- ITP Structural SteelDocument4 pagesITP Structural SteelfranNo ratings yet
- TUV SUD - PT Procedure Rev.05Document13 pagesTUV SUD - PT Procedure Rev.05HassanNo ratings yet
- GWS 1-02-Att.3R1 PDFDocument2 pagesGWS 1-02-Att.3R1 PDFHadi BarakNo ratings yet
- Prosedur Penetran TestingDocument11 pagesProsedur Penetran TestingIkhsan DalimuntheNo ratings yet
- Press Bolt Production Data Sheet 4 PDFDocument7 pagesPress Bolt Production Data Sheet 4 PDFGusti RamadaniNo ratings yet
- Certified Welding Inspector QA QC in USA Resume Matthew MerketDocument3 pagesCertified Welding Inspector QA QC in USA Resume Matthew MerketMatthewMerketNo ratings yet
- 37200922639NAVEED ANJUM - QA QC Inspector E&IDocument4 pages37200922639NAVEED ANJUM - QA QC Inspector E&ISyafRizalNo ratings yet
- QAP ITP Bhogat - REV-01Document8 pagesQAP ITP Bhogat - REV-01Ramkunwar YadavNo ratings yet
- Inspection & Test Plan For Piping Systems: Doc. No.: Rev No.: 0Document5 pagesInspection & Test Plan For Piping Systems: Doc. No.: Rev No.: 0심판자No ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- Jacking Procedurefor Construction of Tanks OLDDocument10 pagesJacking Procedurefor Construction of Tanks OLDVikram RangasamyNo ratings yet
- 0301e - Guidebook For Inspectors - 2018-3Document6 pages0301e - Guidebook For Inspectors - 2018-3FranciscoNo ratings yet
- Sarawak Work Permit Process-Flow (6 & 12 Months) : No Time Frame 180 Working Days 3 Working DaysDocument1 pageSarawak Work Permit Process-Flow (6 & 12 Months) : No Time Frame 180 Working Days 3 Working DaysRamLooNo ratings yet
- QIR-118-Piping Pressure Test ReportDocument1 pageQIR-118-Piping Pressure Test ReportSamer BayatiNo ratings yet
- Closed Book PortionDocument5 pagesClosed Book Portionvishal bailurNo ratings yet
- Coke Crusher - Lubrication Pumps Run in TestDocument26 pagesCoke Crusher - Lubrication Pumps Run in TestsayedNo ratings yet
- Welding Workshop ManualDocument16 pagesWelding Workshop ManualMuhammad FarooqNo ratings yet
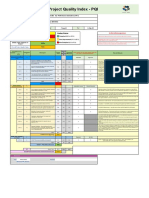
- Pqi For DecDocument1 pagePqi For Decعوض الرويليNo ratings yet
- GWS 1 05 Procedure R3Document12 pagesGWS 1 05 Procedure R3bub1ll4No ratings yet
- GWS 1 02 Procedure R7Document11 pagesGWS 1 02 Procedure R7Vuong BuiNo ratings yet
- Engineering Standards Manual STD-342-100 Ch. 13, Welding, Joining & NDE Volume 1, General Welding StandardsDocument12 pagesEngineering Standards Manual STD-342-100 Ch. 13, Welding, Joining & NDE Volume 1, General Welding StandardsasiqNo ratings yet
- LS 145-10.T01 - 10 Welding of Piping (EN)Document7 pagesLS 145-10.T01 - 10 Welding of Piping (EN)Kreshna Wisnu BrataNo ratings yet
- 02-54-039 Fabricated Piping and Inspection Specification Rev.B OCRDocument35 pages02-54-039 Fabricated Piping and Inspection Specification Rev.B OCRaliNo ratings yet
- Resume - Arun BhartiDocument3 pagesResume - Arun BhartiArun AbNo ratings yet
- Protein Metabolism and Urea Recycling in Rodent HibernatorsDocument5 pagesProtein Metabolism and Urea Recycling in Rodent HibernatorsBud Marvin LeRoy RiedeselNo ratings yet
- Mediclinic Weekly Progress Report No 29Document27 pagesMediclinic Weekly Progress Report No 29Julius Ceasar SanorjoNo ratings yet
- Mock Test MCQ 2017Document18 pagesMock Test MCQ 2017Alisha ChopraNo ratings yet
- Compounds and Chemical FormulasDocument35 pagesCompounds and Chemical Formulasjolina OctaNo ratings yet
- WP DeltaV Software Update Deployment PDFDocument8 pagesWP DeltaV Software Update Deployment PDFevbaruNo ratings yet
- Prestress 3.0Document10 pagesPrestress 3.0Jonel CorbiNo ratings yet
- Tarot Cards: Cheat SheetDocument1 pageTarot Cards: Cheat SheetDipti100% (7)
- C50SCR PLC Complete ManualDocument286 pagesC50SCR PLC Complete ManualthuanNo ratings yet
- Quiz BowlDocument36 pagesQuiz BowlSherry GonzagaNo ratings yet
- Your Marathon Training PlanDocument16 pagesYour Marathon Training PlanAndrew Richard ThompsonNo ratings yet
- This Study Resource WasDocument3 pagesThis Study Resource WasNayre JunmarNo ratings yet
- CGMP Training ToolDocument21 pagesCGMP Training Toolbabusure99No ratings yet
- App Guide EntelliGuard - G 09 - 2020 AplicacionDocument100 pagesApp Guide EntelliGuard - G 09 - 2020 AplicacionjeorginagNo ratings yet
- Full Download Small Animal Care and Management 4th Edition Warren Test BankDocument35 pagesFull Download Small Animal Care and Management 4th Edition Warren Test Bankkrzyszhugvik6100% (20)
- Subhead-5 Pump Motors & Related WorksDocument24 pagesSubhead-5 Pump Motors & Related Worksriyad mahmudNo ratings yet
- "Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDocument1 page"Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDahl xxNo ratings yet
- Director's Update Our StudentsDocument23 pagesDirector's Update Our StudentsAdrian MojicaNo ratings yet
- Molarity, Molality, Normality, and Mass Percent Worksheet II Answer Key 11-12 PDFDocument3 pagesMolarity, Molality, Normality, and Mass Percent Worksheet II Answer Key 11-12 PDFGerald KamulanjeNo ratings yet
- Electronic Fetal MonitoringDocument4 pagesElectronic Fetal MonitoringMauZungNo ratings yet
- Keandalan Bangunan Rumah SusunDocument9 pagesKeandalan Bangunan Rumah SusunDewi ARimbiNo ratings yet
- Diarrhoea in PediatricsDocument89 pagesDiarrhoea in PediatricsKimbek BuangkeNo ratings yet
- Leon County Sheriff'S Office Daily Booking Report 4-Jan-2022 Page 1 of 3Document3 pagesLeon County Sheriff'S Office Daily Booking Report 4-Jan-2022 Page 1 of 3WCTV Digital TeamNo ratings yet
- Sewage and Effluent Water Treatment Plant Services in PuneDocument11 pagesSewage and Effluent Water Treatment Plant Services in PunedipakNo ratings yet
- Bsbfia401 3Document2 pagesBsbfia401 3nattyNo ratings yet
- 18-MCE-49 Lab Session 01Document5 pages18-MCE-49 Lab Session 01Waqar IbrahimNo ratings yet
- Hotel Transportation and Discount Information Chart - February 2013Document29 pagesHotel Transportation and Discount Information Chart - February 2013scfp4091No ratings yet
- Fire BehaviourDocument4 pagesFire BehaviourFirezky CuNo ratings yet
- MoringaDocument24 pagesMoringaobengappiahk100% (2)
- Helicopter Logging Operations - ThesisDocument7 pagesHelicopter Logging Operations - ThesisAleš ŠtimecNo ratings yet