You might also like
- MTR's SO# 1009605Document20 pagesMTR's SO# 1009605ksi meritosNo ratings yet
- Engineering Bulletin - EB 99006: Proper Use of Eye Bolts and Hoist RingsDocument2 pagesEngineering Bulletin - EB 99006: Proper Use of Eye Bolts and Hoist RingsJean DuboisNo ratings yet
- Cameron Information Sheet 94-004: Field Test ConditionsDocument1 pageCameron Information Sheet 94-004: Field Test ConditionsGregory StewartNo ratings yet
- ASME B16.11 / BS3799 Threaded Reducing Coupling: Home About Us Products Services Quality Stock List Enquiry Contact UsDocument4 pagesASME B16.11 / BS3799 Threaded Reducing Coupling: Home About Us Products Services Quality Stock List Enquiry Contact UsVishnu RajeswaranNo ratings yet
- Catalog C v5 PDFDocument80 pagesCatalog C v5 PDFAshokNo ratings yet
- Technical Manual CT Bop 5.12 10K Es54 Single P/S M60es54-U543xl-Man-001Document16 pagesTechnical Manual CT Bop 5.12 10K Es54 Single P/S M60es54-U543xl-Man-001Riski KurniawanNo ratings yet
- Xplore Orld Iping: Definition and Details of FlangesDocument3 pagesXplore Orld Iping: Definition and Details of FlangesKyle StackNo ratings yet
- API 6A Gate ValvesDocument12 pagesAPI 6A Gate ValvesLee Sweningson100% (1)
- Maintenance Schedule For Adapter Flange - 5131086 - 01Document7 pagesMaintenance Schedule For Adapter Flange - 5131086 - 01franko guddiNo ratings yet
- Bop 2fz18-21aDocument22 pagesBop 2fz18-21amarthos ericson muñoz castilloNo ratings yet
- Oilfield UnionsDocument5 pagesOilfield Unionslalberto96No ratings yet
- D4516503033 Pib 001Document2 pagesD4516503033 Pib 001Edmo VirgensNo ratings yet
- Design of Blowout Preventer Lifting FramDocument10 pagesDesign of Blowout Preventer Lifting FramAndreansyah PratamaNo ratings yet
- Offshore Project LastDocument23 pagesOffshore Project LastchigooNo ratings yet
- Science - Set 11519635502Document4 pagesScience - Set 11519635502Sudarshan Rsa100% (2)
- D4510664815-Pib-001 1 5 in SPM Valves Rev 06 LDocument7 pagesD4510664815-Pib-001 1 5 in SPM Valves Rev 06 LEdmo VirgensNo ratings yet
- Choke E Series MasterFloDocument14 pagesChoke E Series MasterFloianherzogNo ratings yet
- Voith Schneider Tug 2Document33 pagesVoith Schneider Tug 2George PonparauNo ratings yet
- Drawn by Date RevisionDocument10 pagesDrawn by Date RevisionИван ВасильевNo ratings yet
- API 6A Hydraulic Actuator Operation InstructionDocument7 pagesAPI 6A Hydraulic Actuator Operation InstructionSrikanth Bammhide100% (1)
- G.V. Manual (FC Type)Document20 pagesG.V. Manual (FC Type)sambhajiNo ratings yet
- Product Improvement Notification: Control SystemsDocument2 pagesProduct Improvement Notification: Control SystemscarlosorizabaNo ratings yet
- Gate Valve Parts CatalogueDocument12 pagesGate Valve Parts CatalogueLeandroNo ratings yet
- 2P36606 Spring Loaded ERVDocument42 pages2P36606 Spring Loaded ERVYM Edwin Gil BeltranNo ratings yet
- Steel Pipe VesselDocument122 pagesSteel Pipe VesselHarish HarishNo ratings yet
- Catalog PDFDocument222 pagesCatalog PDFLeandro100% (1)
- MAN-10004933/C Lift Bail/Test Plug Assy: User Manual (Operation and Service)Document45 pagesMAN-10004933/C Lift Bail/Test Plug Assy: User Manual (Operation and Service)Huy DoNo ratings yet
- GV-040 Cameron Model Gate ValvesDocument1 pageGV-040 Cameron Model Gate ValvesSuresh BalrajNo ratings yet
- QFC Valve ManualDocument27 pagesQFC Valve ManualLeandro100% (1)
- Advanced Phosphorus Removal Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationDocument23 pagesAdvanced Phosphorus Removal Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationJay Michael RustiaNo ratings yet
- BOP Control Unit FlyerDocument2 pagesBOP Control Unit Flyeraliabd1989 alzubidiNo ratings yet
- Dokumen - Tips New Iwcf ChapterDocument23 pagesDokumen - Tips New Iwcf ChapterFranklinNo ratings yet
- Model fm1Document30 pagesModel fm1LeandroNo ratings yet
- Model fm1Document30 pagesModel fm1LeandroNo ratings yet
- Fabritech Globular® GBOP User Manual REV.1Document50 pagesFabritech Globular® GBOP User Manual REV.1Joel S100% (1)
- Gate Valve Torque Cal - GuideDocument1 pageGate Valve Torque Cal - GuideTracy PatelNo ratings yet
- API 6A ValveDocument12 pagesAPI 6A Valveedo_tapia_ur100% (1)
- Drawing SallDocument81 pagesDrawing Sall90070878002No ratings yet
- Enhanced Placement Test A1 - B2 QPDocument13 pagesEnhanced Placement Test A1 - B2 QPSagrario Zaapata100% (1)
- High Pressure Boiler Water TreatmentDocument90 pagesHigh Pressure Boiler Water Treatmentak_thimiri100% (1)
- SC-90 Conventional Surface Wellhead System PDFDocument12 pagesSC-90 Conventional Surface Wellhead System PDFErcan YilmazNo ratings yet
- Ipc E103-3 PDFDocument2 pagesIpc E103-3 PDFSrivathsa Harivanam100% (1)
- Dow Filmtec RO ManualDocument179 pagesDow Filmtec RO ManualtknoellNo ratings yet
- Model fm4Document25 pagesModel fm4LeandroNo ratings yet
- Recommendation For Elimination of Lead Filling in Target FlangesDocument10 pagesRecommendation For Elimination of Lead Filling in Target FlangesYoung Su KoNo ratings yet
- Engineering Bulletin - EB 99013-A: Multiple Position Lock System UpgradeDocument3 pagesEngineering Bulletin - EB 99013-A: Multiple Position Lock System UpgradeJean Dubois0% (1)
- Product Safety Alert: 22 February 2021Document4 pagesProduct Safety Alert: 22 February 2021carlosorizabaNo ratings yet
- 15K Lightweight NOVDocument4 pages15K Lightweight NOVJuanNo ratings yet
- Product Information Bulletin: Date: Bulletin Number: 1000059437-PIB Revision: 01Document7 pagesProduct Information Bulletin: Date: Bulletin Number: 1000059437-PIB Revision: 01carlosorizabaNo ratings yet
- 1529 Fz6821u Ram BopDocument37 pages1529 Fz6821u Ram BopAsif JalgaonkarNo ratings yet
- Os Gui Berson Product CatalogDocument61 pagesOs Gui Berson Product CatalogDicky RKNo ratings yet
- D392005428-MKT-001 6012 Bop PDFDocument2 pagesD392005428-MKT-001 6012 Bop PDFMitul PatelNo ratings yet
- Bop1006 b73s33s-3r2l3l-35h-0Document1 pageBop1006 b73s33s-3r2l3l-35h-0api-513539506No ratings yet
- Danfoss Safety Relief Valves For Industrial Refrigeration PDFDocument66 pagesDanfoss Safety Relief Valves For Industrial Refrigeration PDFHyeong-Ho KimNo ratings yet
- 1522 FZ54-35U Ram BOPDocument42 pages1522 FZ54-35U Ram BOPAsif JalgaonkarNo ratings yet
- Cameron Back Pressure ValveDocument1 pageCameron Back Pressure Valvekaveh-bahiraeeNo ratings yet
- Aftermarket Services: Parts Service Repair TrainingDocument12 pagesAftermarket Services: Parts Service Repair Trainingmehmet sait öztürkNo ratings yet
- 25k Bop FlyerDocument1 page25k Bop FlyersyedainahmadNo ratings yet
- Thrust Bearing DimensionsDocument8 pagesThrust Bearing DimensionsPamela ColemanNo ratings yet
- 4-06 Single Shear SealDocument22 pages4-06 Single Shear SealDEATH ASSASSIN GAMERNo ratings yet
- 6 ADocument49 pages6 AratnakarNo ratings yet
- Maintenance & Operations Manual Regan Type K Blowout PreventerDocument4 pagesMaintenance & Operations Manual Regan Type K Blowout PreventerAshok SureshNo ratings yet
- Api 16A 3 Edition: Api 16A Chairman: John Busby Co-Chair: Jim MccabeDocument11 pagesApi 16A 3 Edition: Api 16A Chairman: John Busby Co-Chair: Jim Mccabesaeed65No ratings yet
- Rotating Mandrel Casing HangerDocument1 pageRotating Mandrel Casing HangerClOudyo VirgílioNo ratings yet
- SL Manual Lock 13 58 Shaffer Ram Bop Page-11-15Document5 pagesSL Manual Lock 13 58 Shaffer Ram Bop Page-11-15Richard EVNo ratings yet
- Test Pump WindlassDocument40 pagesTest Pump WindlassMd.farman Ali AhmedNo ratings yet
- Engineering Bulletin - EB 99009A: Hydraulic Operating FluidDocument1 pageEngineering Bulletin - EB 99009A: Hydraulic Operating FluidJean DuboisNo ratings yet
- API Spec 16C - Union Connections 20140103Document2 pagesAPI Spec 16C - Union Connections 20140103Deby PristantoNo ratings yet
- 01 Bolt Tightening ToolDocument30 pages01 Bolt Tightening ToolabdulfetahNo ratings yet
- SH Shandong Kerui Petroleum Equipment Co., LTD.: 1, Crown BlockDocument7 pagesSH Shandong Kerui Petroleum Equipment Co., LTD.: 1, Crown BlockCleevh MabialaNo ratings yet
- Operation and Service Manual For Model M & MSG: Alveworks USADocument26 pagesOperation and Service Manual For Model M & MSG: Alveworks USAAshok SureshNo ratings yet
- Omega 600S ManualDocument36 pagesOmega 600S ManualLeandroNo ratings yet
- FB1600 Part Numbers NatOilDocument1 pageFB1600 Part Numbers NatOilLeandroNo ratings yet
- Bolt Head Stress Concentration Factors in Cylindrical Pressure VesselsDocument6 pagesBolt Head Stress Concentration Factors in Cylindrical Pressure VesselsLeandroNo ratings yet
- Stress Concentration Factors in T-HeadDocument27 pagesStress Concentration Factors in T-HeadLeandroNo ratings yet
- Model fm4Document25 pagesModel fm4LeandroNo ratings yet
- MCM Oil Tools: 10422 W. Gulf Bank RD., Houston, Texas 77040Document29 pagesMCM Oil Tools: 10422 W. Gulf Bank RD., Houston, Texas 77040LeandroNo ratings yet
- Ad00912v Wkmsaf T SealDocument36 pagesAd00912v Wkmsaf T SealJulia WadeNo ratings yet
- Drawdown QuickDocument83 pagesDrawdown QuickMuhammad AucharNo ratings yet
- 107 MSDS Ammonium Glufosinate TechnicalDocument4 pages107 MSDS Ammonium Glufosinate TechnicalAchmad AkbarNo ratings yet
- SPS Watershed Works Manual EngDocument320 pagesSPS Watershed Works Manual EngtejaschimoteNo ratings yet
- Waterway Woodcress - General InfoDocument8 pagesWaterway Woodcress - General InfopinkcoralNo ratings yet
- Many Think That The Humankind Is in The Midst of An Environmental CrisisDocument4 pagesMany Think That The Humankind Is in The Midst of An Environmental CrisisAkash EkNo ratings yet
- Eia IitmDocument452 pagesEia IitmIshan ShethNo ratings yet
- CatalogDocument268 pagesCatalogAhmed SayedNo ratings yet
- Kathon Metalworking Fluid BiocidesDocument11 pagesKathon Metalworking Fluid BiocidesMohsin RazaNo ratings yet
- WNYEA Final Report & Appendices - October 2009Document528 pagesWNYEA Final Report & Appendices - October 2009Document LibraryNo ratings yet
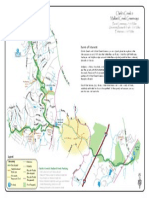
- Clarks Creek and Mallard Creek Greenways Map-2Document1 pageClarks Creek and Mallard Creek Greenways Map-2Adriana Lastra CastanedoNo ratings yet
- Amendment No. 2 April 2017 TO Is 16098 (Part 2) : 2013 Structured-Wall Plastics Piping Systems For Non-Pressure Drainage and Sewerage - SpecificationDocument1 pageAmendment No. 2 April 2017 TO Is 16098 (Part 2) : 2013 Structured-Wall Plastics Piping Systems For Non-Pressure Drainage and Sewerage - SpecificationTesting CIPET GuwahatiNo ratings yet
- Presidential Decree No. 1151 Philippine Environmental PolicyDocument66 pagesPresidential Decree No. 1151 Philippine Environmental PolicyKevinPRNo ratings yet
- Pentens ProductDocument17 pagesPentens ProductJohn KurongNo ratings yet
- Filogenetica de Fungos ArtigoDocument187 pagesFilogenetica de Fungos ArtigoMartival SantosNo ratings yet
- Slum ChildrenDocument12 pagesSlum ChildrenjanithaNo ratings yet
- Design of Sewer SystemDocument20 pagesDesign of Sewer SystemJayakumarNo ratings yet
- Williams-Lck-Vogel2020 Article ComparativeAssessmentOfTheGISBDocument15 pagesWilliams-Lck-Vogel2020 Article ComparativeAssessmentOfTheGISBJessicaNo ratings yet
- History SBA FinalDocument14 pagesHistory SBA Finalkeraj0% (1)
- Grundfosliterature 3279106Document20 pagesGrundfosliterature 3279106Riski SuhardinataNo ratings yet
- Oviedo L. (2007) - Dolphin Sympatric Ecology in A Torpical Fjord.Document10 pagesOviedo L. (2007) - Dolphin Sympatric Ecology in A Torpical Fjord.Centro de Investigación de Cetáceos (CEIC) - Costa RicaNo ratings yet
- NiroDocument2 pagesNirohiren_mistry55No ratings yet
- Study On Corrosion Inhibitors in Mild SteelDocument6 pagesStudy On Corrosion Inhibitors in Mild Steelyuz2178No ratings yet
- United Initiators Mutli Component Peroxides MEKP Is Not MEKP NoroxDocument6 pagesUnited Initiators Mutli Component Peroxides MEKP Is Not MEKP NoroxvasucristalNo ratings yet