You might also like
- PID Level Description Rev 2Document9 pagesPID Level Description Rev 2smithworkNo ratings yet
- Witnessing Matrix SGP GEN 00 U PR 852061 001 - 2Document22 pagesWitnessing Matrix SGP GEN 00 U PR 852061 001 - 2odeinatusNo ratings yet
- STFFD-P1-004003-P05-0001 Rev C FAT Procedure For Complete SkidDocument50 pagesSTFFD-P1-004003-P05-0001 Rev C FAT Procedure For Complete SkidTuyen Pham100% (2)
- FAT Test Procedure NKT Flexible Hose PDFDocument10 pagesFAT Test Procedure NKT Flexible Hose PDFTomasPavlovicNo ratings yet
- General Instruments SpecificationsDocument44 pagesGeneral Instruments Specificationsavinash1109No ratings yet
- TaggingDocument43 pagesTaggingSterling Gordian100% (2)
- Instrument Loop Testing Procedure-1Document9 pagesInstrument Loop Testing Procedure-1Susanto Pausinugroho100% (1)
- Site Acceptance Test Contract No.: 537856: 863013-VPS-PQM-E-DS-0002Document16 pagesSite Acceptance Test Contract No.: 537856: 863013-VPS-PQM-E-DS-0002Andry YanuarNo ratings yet
- Inspection and Test Plan For Grounding and Cad Welding SystemDocument3 pagesInspection and Test Plan For Grounding and Cad Welding SystemGanga DaranNo ratings yet
- Drawing & Document Numbering ProcedureDocument24 pagesDrawing & Document Numbering Procedurecherif yahyaoui83% (6)
- P-5000T - Loop Folder PDFDocument15 pagesP-5000T - Loop Folder PDFSrikant SuruNo ratings yet
- Site Acceptance Test Procedure Last Rev1Document11 pagesSite Acceptance Test Procedure Last Rev1Heber Manurung50% (6)
- QSGTL T-13377420 Systemisation GuidelinesDocument21 pagesQSGTL T-13377420 Systemisation Guidelineskamransoft9801100% (1)
- 3.3.1 General Inspection Requirement With ITPDocument121 pages3.3.1 General Inspection Requirement With ITPĐình Nam100% (3)
- Work Procedure For Pre-CommissioningDocument19 pagesWork Procedure For Pre-CommissioningTrustEmma100% (3)
- ChecksheetDocument423 pagesChecksheetAbdul Hakam Mohamed Yusof100% (2)
- Site Acceptance Test PlanDocument12 pagesSite Acceptance Test PlanUmar Adamu83% (6)
- Oil and Gas Offshore Pipeline Leak Detection System: A Feasibility StudyDocument8 pagesOil and Gas Offshore Pipeline Leak Detection System: A Feasibility StudycbqucbquNo ratings yet
- ITP For Instrumentation WorksDocument80 pagesITP For Instrumentation WorksTauqueerAhmadNo ratings yet
- ITP's and ITR's A Necessary - Monster - PDFDocument5 pagesITP's and ITR's A Necessary - Monster - PDFshastri85No ratings yet
- ATEXDocument1 pageATEXselvan110663No ratings yet
- To HQ 02 027 00 PhilosophyforFlowMeteringSystems OnshoreDocument12 pagesTo HQ 02 027 00 PhilosophyforFlowMeteringSystems OnshoreagaricusNo ratings yet
- Factory Acceptance Testing Guideline Process PDFDocument16 pagesFactory Acceptance Testing Guideline Process PDFAmira Guembri100% (1)
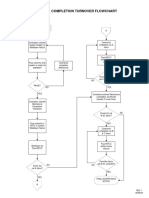
- Visio-MECHANICAL COMPLETION FLOWCHARTDocument1 pageVisio-MECHANICAL COMPLETION FLOWCHARTVRalphFG0% (1)
- Instrument Design Basis - Offshore PlatformDocument39 pagesInstrument Design Basis - Offshore Platformvamcodong100% (2)
- 639-2017 - Forms (ITP)Document9 pages639-2017 - Forms (ITP)george stanley paceteNo ratings yet
- Z 007 5913722 PDFDocument56 pagesZ 007 5913722 PDFLegend AnbuNo ratings yet
- Commisioning ProcedureDocument21 pagesCommisioning ProcedureDavid100% (3)
- 7J48N-00-15-17-005 Distributed Control SystemDocument134 pages7J48N-00-15-17-005 Distributed Control SystemAhmed FayedNo ratings yet
- Site Acceptance Test (SAT)Document23 pagesSite Acceptance Test (SAT)Arfan Athafariz100% (2)
- P27-Factory Acceptance Test Report - HV SWGR - 0Document49 pagesP27-Factory Acceptance Test Report - HV SWGR - 0caigithe852456100% (4)
- Instrument Work ProcedureDocument17 pagesInstrument Work ProcedureUmar AdamuNo ratings yet
- ICSS Loop Test Presentation UpdatedDocument31 pagesICSS Loop Test Presentation UpdatedHashemAliHashem50% (2)
- Standard Specifications - Part GDocument52 pagesStandard Specifications - Part GBrijesh SharmaNo ratings yet
- IEC-62382 Electrical and Instrumentation Loop CheckDocument24 pagesIEC-62382 Electrical and Instrumentation Loop CheckFreddy100% (7)
- 2-Test Pack Cover SheetDocument1 page2-Test Pack Cover SheetPintu KumarNo ratings yet
- Loop Checking and Field Instrument Testing ProcedureDocument7 pagesLoop Checking and Field Instrument Testing Procedurecharzree0% (1)
- K2S-CW230907-KOLS1-BA5711-00002 - A01 - Commissioning PlanDocument37 pagesK2S-CW230907-KOLS1-BA5711-00002 - A01 - Commissioning PlanAzeta Robert100% (1)
- D002 (I&C) Instrument and Calibration Procedure For Turbine & Boiler AreaDocument38 pagesD002 (I&C) Instrument and Calibration Procedure For Turbine & Boiler AreaSurya Darma100% (1)
- 6.9. Handling Storage & Preservation ProcedureDocument10 pages6.9. Handling Storage & Preservation Procedurerendra syamNo ratings yet
- I&C Inspection and Test Plan - NWC Dhurma Pump Station, Pp11, Pp12, Pp13Document16 pagesI&C Inspection and Test Plan - NWC Dhurma Pump Station, Pp11, Pp12, Pp13Mohd Sami UddinNo ratings yet
- ITP InstrumentationDocument9 pagesITP InstrumentationzhangyiliNo ratings yet
- Safety Relief Valve DatasheetDocument1 pageSafety Relief Valve Datasheetalmandhari330% (1)
- Pre-Commissioning & CommissioningDocument31 pagesPre-Commissioning & CommissioningKAABECHE SlimaneNo ratings yet
- Instrument 1Document2 pagesInstrument 1Elias EliasNo ratings yet
- S-000-5138-302 - B Design Change Procedure PDFDocument6 pagesS-000-5138-302 - B Design Change Procedure PDFMahadevan MahalingamNo ratings yet
- c-56 NOCDocument27 pagesc-56 NOCRochdi Sahli100% (1)
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- 26071-100-VSC-MAH0-40023 - Method Statement For Installation Fire Fighting System (Equipment Safety and Fire Suppression System) - 001Document27 pages26071-100-VSC-MAH0-40023 - Method Statement For Installation Fire Fighting System (Equipment Safety and Fire Suppression System) - 001ogyrisky100% (1)
- NSDocument1 pageNSXemtintuc Xem TinNo ratings yet
- General Specification of InstrumentationDocument41 pagesGeneral Specification of InstrumentationMaulani CandraNo ratings yet
- SCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingDocument4 pagesSCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingAbdulkadir Berk MalkoçNo ratings yet
- Flow Meter Data SheetDocument2 pagesFlow Meter Data SheetAnonymous S0Dyd1FsXNo ratings yet
- EPCC Service For Light Oil Transportation Through Pipeline CorridorDocument14 pagesEPCC Service For Light Oil Transportation Through Pipeline Corridormustafa nasihNo ratings yet
- Instrumentation TestingDocument24 pagesInstrumentation Testingaugur886No ratings yet
- EFS.10.08.02R.1 Instr & Control Req For Packg Equip PDFDocument20 pagesEFS.10.08.02R.1 Instr & Control Req For Packg Equip PDFJithuRajNo ratings yet
- Dayang Enterprise Sdn. BHD.: Inspection and Test Plan (Instrument)Document2 pagesDayang Enterprise Sdn. BHD.: Inspection and Test Plan (Instrument)AmyNo ratings yet
- Punch List FormatDocument5 pagesPunch List Formatนพพร วิเศษศิริกุล100% (3)
- Integrity Verification ProcedureDocument3 pagesIntegrity Verification Proceduretomychalil100% (3)
- History Welding Report: Emily 1 Project - Fuel Terminal & JettyDocument6 pagesHistory Welding Report: Emily 1 Project - Fuel Terminal & JettyAgung PrasetyooNo ratings yet
- Comment Response Sheet of Surface Preparation and Painting ProcedureDocument22 pagesComment Response Sheet of Surface Preparation and Painting ProcedureAgung PrasetyooNo ratings yet
- Bending Procedure Procedure No.: QP-03-05 Revision No.: 0Document5 pagesBending Procedure Procedure No.: QP-03-05 Revision No.: 0Agung PrasetyooNo ratings yet
- Pipe STK 25ADocument1 pagePipe STK 25AAgung PrasetyooNo ratings yet
- Form Penetrant TestDocument5 pagesForm Penetrant TestAgung PrasetyooNo ratings yet
- Pay Item Tipe Baja Satuan: Boq Pekerjaan Struktur Baja TANGGAL 10 Mei 2020Document12 pagesPay Item Tipe Baja Satuan: Boq Pekerjaan Struktur Baja TANGGAL 10 Mei 2020Agung PrasetyooNo ratings yet
- Master Form JSADocument2 pagesMaster Form JSAAgung PrasetyooNo ratings yet
- 9750 RTL Saf DWG 0104 B Safety ShowerDocument1 page9750 RTL Saf DWG 0104 B Safety ShowerAgung PrasetyooNo ratings yet
- Beam PatternDocument25 pagesBeam PatternNordin SuhadatNo ratings yet
- El Gavilan 358Document12 pagesEl Gavilan 358EduardoFadulNo ratings yet
- Aoc Lc32k0d3d Lc42k0d3dDocument116 pagesAoc Lc32k0d3d Lc42k0d3dmarcellobbNo ratings yet
- Ams200 PDFDocument4 pagesAms200 PDFJair Jesús Cazares Rojas100% (2)
- Wave Notes 4 - Refraction1Document5 pagesWave Notes 4 - Refraction1Syed Mairaj Ul HaqNo ratings yet
- Ewf14742 PDFDocument36 pagesEwf14742 PDFbritt1611No ratings yet
- Source Coding Shannon Fano CodingDocument24 pagesSource Coding Shannon Fano CodingAthmaaram SriramNo ratings yet
- SM T210 Tshoo 7Document30 pagesSM T210 Tshoo 7Alexander MolinaNo ratings yet
- Paint ReportDocument31 pagesPaint ReportMark Vincent Esmeralda MamigoNo ratings yet
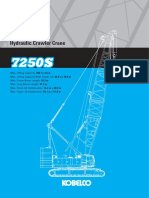
- 7250S Spec 1Document11 pages7250S Spec 1stephen prosserNo ratings yet
- FM-4-12 (Foam Water Sprinkler System)Document56 pagesFM-4-12 (Foam Water Sprinkler System)Yashodhan RajwadeNo ratings yet
- Project Development of The Wayang Windu Unit 2 Geothermal Power PlantDocument6 pagesProject Development of The Wayang Windu Unit 2 Geothermal Power Plantbramono pramonoNo ratings yet
- Product TestingDocument1 pageProduct Testingj.saiyathNo ratings yet
- Trailer Stability?: Are Rules Needed OnDocument3 pagesTrailer Stability?: Are Rules Needed OnSebastian ZarzyckiNo ratings yet
- 16F Technical InformationDocument44 pages16F Technical Informationcarlosenred67% (3)
- Catálogo Nord Redutores Aluminio SmoothmotorsDocument28 pagesCatálogo Nord Redutores Aluminio Smoothmotorsleonardo silveiraNo ratings yet
- ATMOSDocument3 pagesATMOSYousfi Tadj EddineNo ratings yet
- Alternate Number File - 01.07Document132 pagesAlternate Number File - 01.07Prajwal Khanal33% (3)
- Design Elements and PrinciplesDocument38 pagesDesign Elements and PrinciplesPragya ChattreeNo ratings yet
- List of Auto in Rajahmundry - Pythondeals - pdf3Document5 pagesList of Auto in Rajahmundry - Pythondeals - pdf3Manoj Digi LoansNo ratings yet
- General Rules For Flying A Drone in IndiaDocument2 pagesGeneral Rules For Flying A Drone in Indiakaushik.kailash5781No ratings yet
- Chapter 7 ProjectDocument24 pagesChapter 7 Projectkel GetanehNo ratings yet
- Basler DECSDocument12 pagesBasler DECSJulius Bandeleon BaylaNo ratings yet
- List of All BAPIsDocument38 pagesList of All BAPIsSritam MohantyNo ratings yet
- EnableThinner Stronger Collation Shrink Films Help Brand Owners Deliver Bundled Products Securely enDocument2 pagesEnableThinner Stronger Collation Shrink Films Help Brand Owners Deliver Bundled Products Securely enSajib BhattacharyaNo ratings yet
- Preprosthetic Surgery in The ElderlyDocument8 pagesPreprosthetic Surgery in The ElderlybkprosthoNo ratings yet
- Fowler Ridge Fact SheetDocument2 pagesFowler Ridge Fact Sheetapi-242158334No ratings yet
- Cutler ResumeDocument2 pagesCutler ResumeTom Cutler PerumeanNo ratings yet
- .UA76 6. .A766 - .UM78 2.: Cancun, MexicoDocument46 pages.UA76 6. .A766 - .UM78 2.: Cancun, MexicoArgel Rios100% (1)
- Cover Conductor ReportDocument73 pagesCover Conductor ReportCarlosNo ratings yet